粉末床熔融金属增材制造中的缺陷和异常(6)
时间:2023-01-06 11:03 来源:长三角G60激光联盟 作者:admin 阅读:次
2.2.2.红外和近红外高速成像
在PBF技术中,许多研究侧重于温度场监测,以预测异常和底层微观结构。研究人员利用原位红外测量来监测熔融AM过程中熔池的几何形状和相应的温度。熔池中的任何异常都可能被视为部分缺陷的形成。然而,跟踪熔池温度和电位波动需要高速数据采集(10 kHz)能力,这一能力成本高昂,并大大增加了机器激光光学的复杂性,增加了机器的成本。作为替代方案,可以使用低帧速率和低数据存储要求的全场成像。Boone等人提出,使用近红外(例如,硅焦平面)可以降低发射率对测量的影响;因此,测量不确定度较低(见图17)。
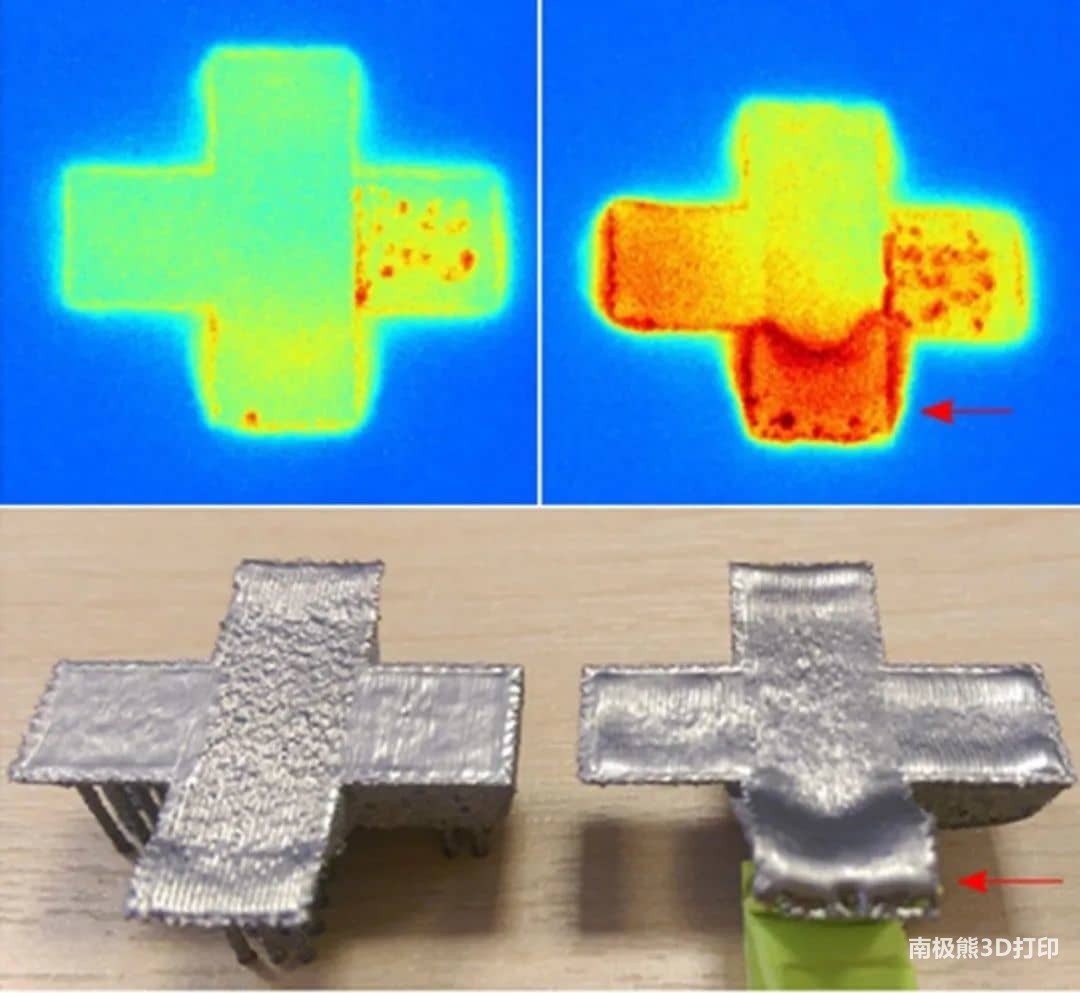
图17显示未融合(局部小热点)和肿胀(红色箭头所示)的示例。
(a)用于形成立方体的工艺参数概述;(b)构建结束时的最终表面的照片,显示立方体和七边形几何形状;和(c)用于在立方体表面的最后一层顶部制作的七边形几何形状的扫描图案。
最近,原位热成像已被用于确认在电子束粉末床熔合(E-PBF)过程中识别缺陷产生和微观结构演变时,几何形状、工艺参数和材料是相互关联的。这些测量结果与背景和峰值温度相关,以确定孔隙率形成的趋势。此外,原位热测量允许定量估计导致凝固过程中柱状到等轴转变(CET)的加工条件。然而,上述研究均未被整合并扩展到镍合金的选择性激光熔化,也不涉及对熔体层的表面粗糙度,硬度和微观组织的深入研究。此外,没有一项已发表的研究提供可能与AM基准计划相关的类似处理条件的全面原位和非原位数据。
2.2.3.高速x射线成像和衍射
除了构建后的特征,同步辐射x射线成像和衍射技术也被用于AM过程的操作研究。这些结果为构建中各种结构缺陷的机制提供了显著的见解。
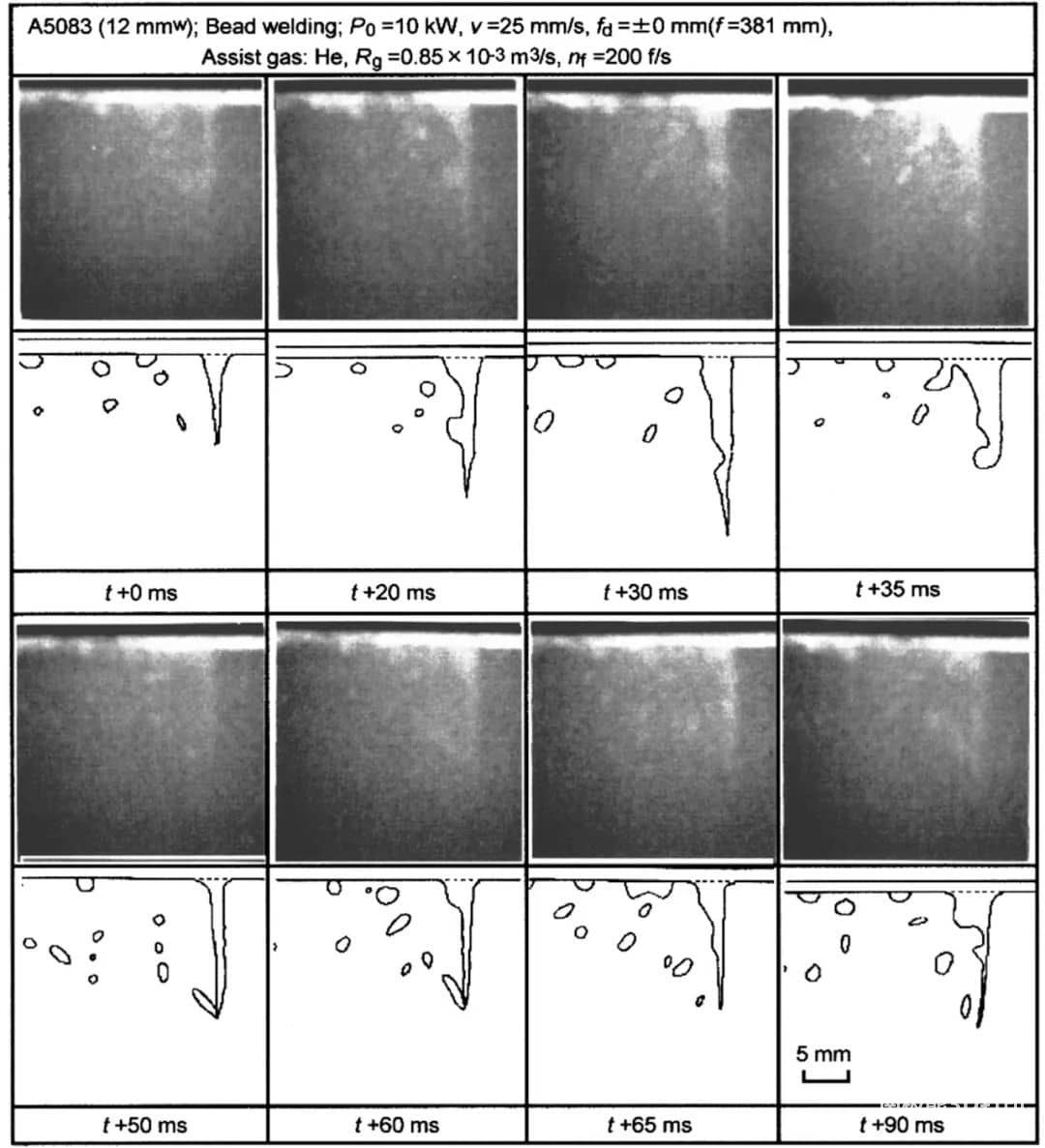
在同步辐射x射线之前,20世纪90年代,大阪大学的研究小组使用实验室x射线来监测激光在小孔模式焊接中的深度穿透。由于在他们的工作中使用了管x射线源,有限的通量产生了对比度和分辨率相对较低的图像。因此,他们的报告中缺乏关于前锁孔壁精细结构和熔池形态的信息。图18显示了使用内部x射线成像技术对小孔孔隙度的可视化。
图18激光焊接小孔气孔的实验室x射线成像。
2016年,Zhao和Sun等人建造了激光粉末床聚变模拟器,并将其与阿贡国家实验室先进光子源(APS)的高速同步x射线成像和衍射技术相结合。2017年,他们展示了平台的力量,并将结果发表在《科学报告》中。这是首次使用同步加速器x射线监测金属的激光熔化过程。实验示意图如图19所示。图20显示了锁孔形成过程和柱状晶粒生长过程的细节。

图19 阿贡国家实验室先进光子源激光粉末床聚变的高速同步辐射x射线成像和衍射实验示意图。
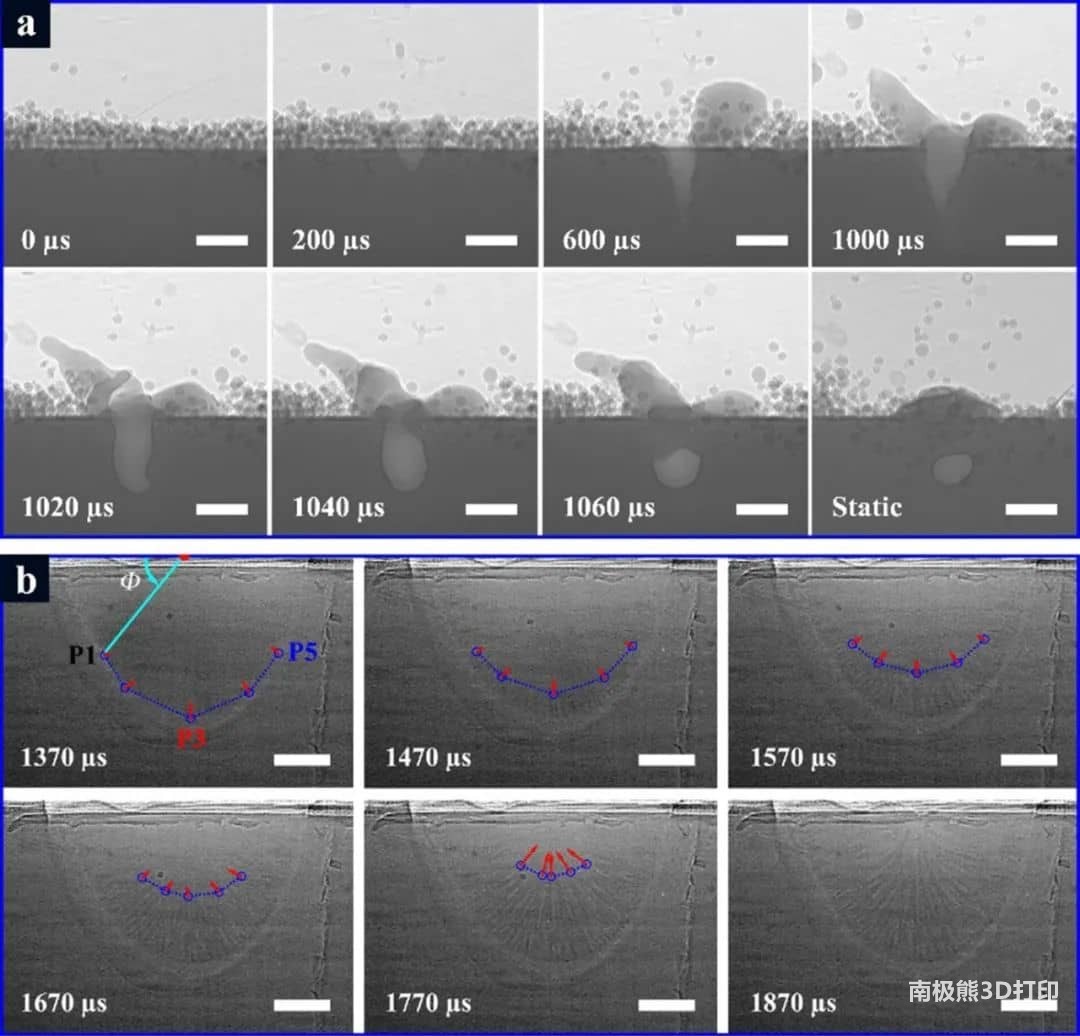
图20激光熔化和凝固中Ti-6Al-4V的高速同步x射线成像。(a)锁孔的形成。(b)柱状晶粒的生长。
除成像外,世界各地的几个团队已应用高速同步辐射x射线衍射研究与AM相关的凝固过程中的材料相演变。2017年,Zhao等人观察到,在Ti-6Al-4V的初始凝固过程中,高温bcc相出现了强衍射斑点,随着样品继续冷却,它们被六角形相取代,如图21所示。通过转变时间,他们估算了冷却速度和固相转变速度。
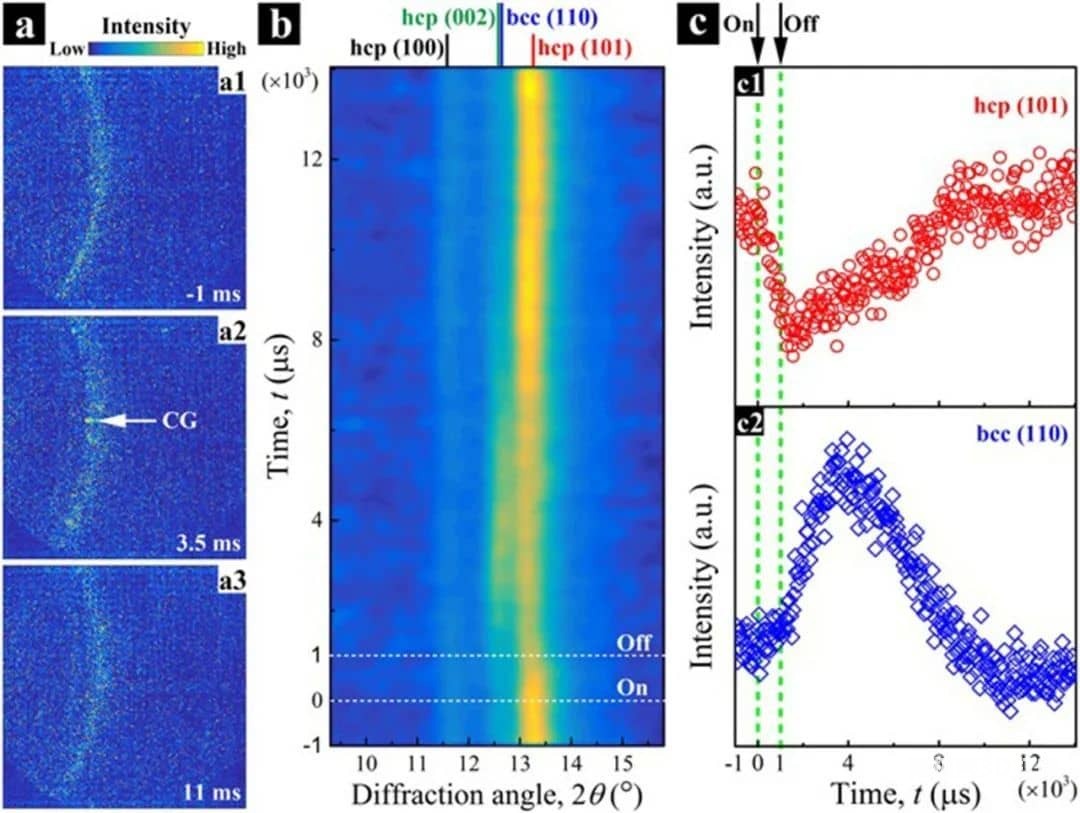
图21激光熔化和凝固中Ti-6Al-4V的高速同步x射线衍射。
2.2.4.其他技术
除了可见光成像、热成像、x射线成像和衍射技术外,积分球辐射测量(ISR)和声学测试(AT)也用于监测金属的添加剂制造过程。在这里,我们介绍了一般的实验原理和方法。由于信号解释的困难,这些技术通常与其他技术相结合。
2.2.4.1.积分球辐射测量
实验原理和方法。2008年,桑迪亚国家实验室的J.T.Norris等人使用积分球对激光焊接过程中的激光吸收进行了临时评估。如图22A所示,有两个球体,一个主球体和一个次球体。主球体位于激光头下方。焊接样品位于球体内部和激光束的焦平面上。在Norris等人之前,Fabbro等人在LALP(CNRS)/GIP GERAILP公司于2005年实施了该技术(图22B),以测量全熔透激光焊接过程中通过小孔传输的激光能量。光电二极管的时间分辨率为几微秒。其信号与进入球体的激光功率呈线性关系。2018年,国家标准与技术研究所的Simonds等人使用该技术(图22C)研究了熔体和小孔形成过程中的动态激光吸收。时间分辨率小于1微秒。
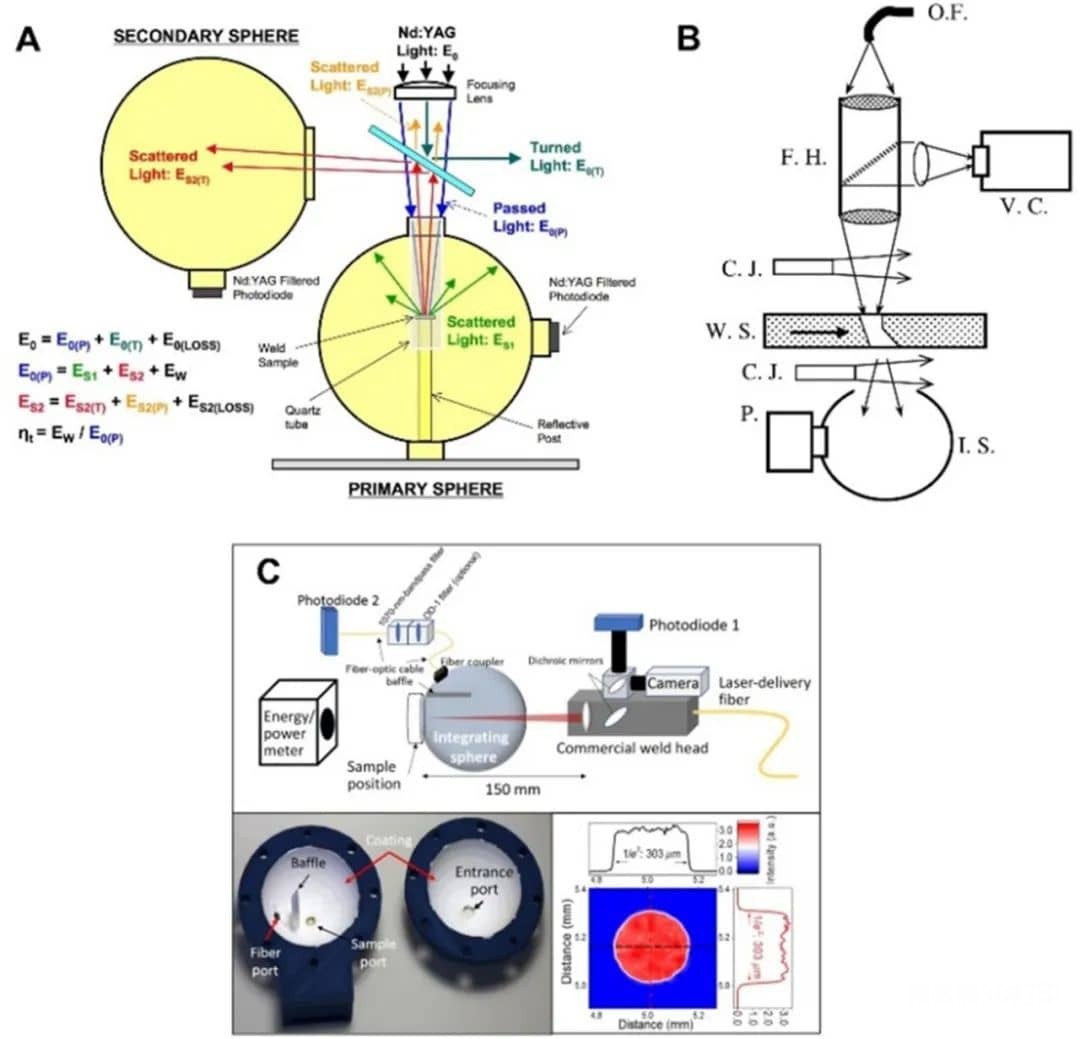
图22积分球辐射测量的实验装置。
将ISR与其他监控技术相结合。2020年,Simonds等人将该技术与内联相干成像或高速x射线成像相结合,并将激光吸收与锁孔演化(例如,小孔深度)相关联,如图23所示。内联相干成像系统能够以200 kHz的速率提取样品表面深度,空间分辨率为15μm。主要结果如图23C所示。
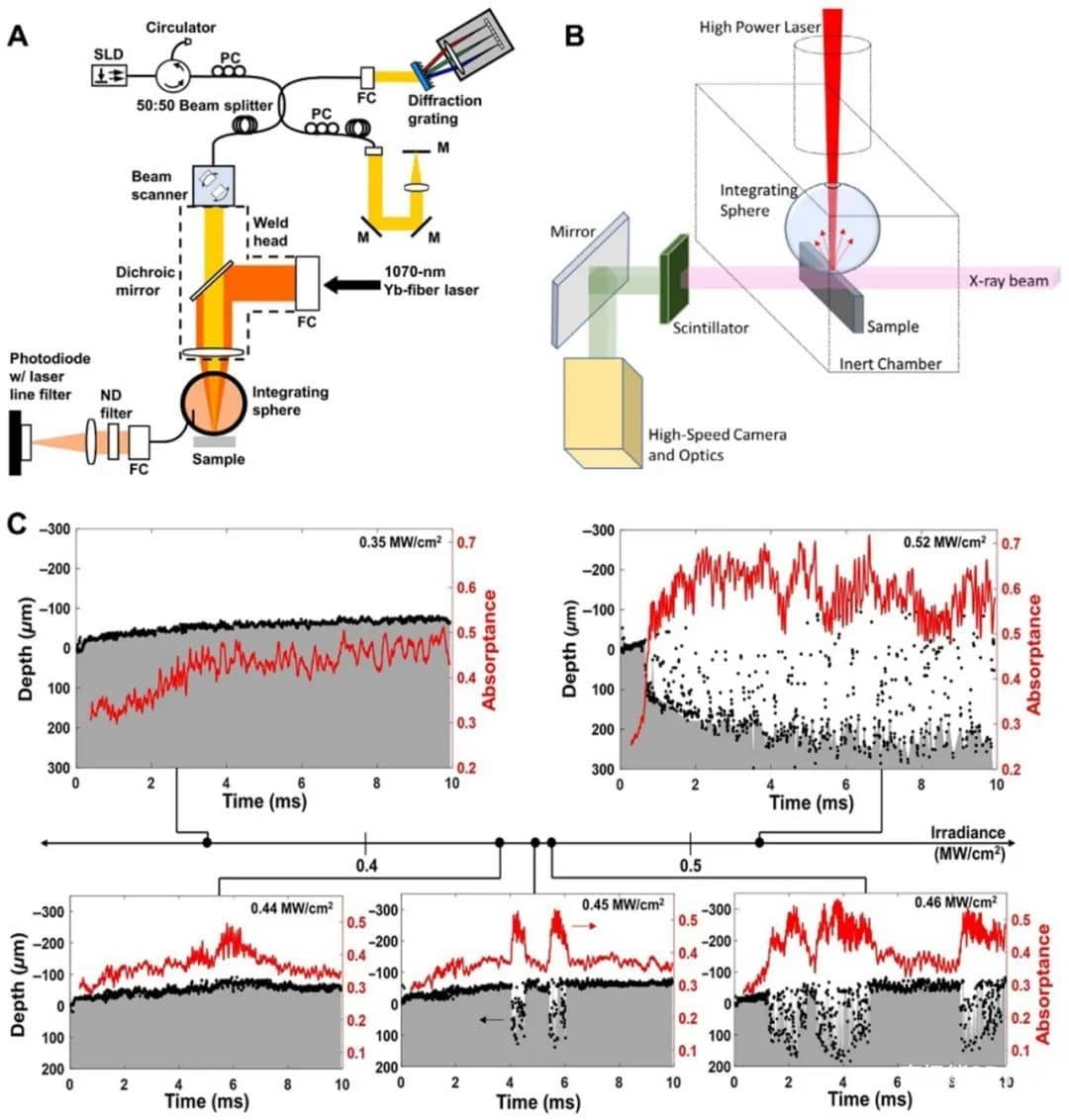
图23相关激光吸收和样品表面深度。通过(A)内联相干成像和(B)高速x射线成像测量的样品表面深度。(C)时间分辨的小孔深度和从传导到过渡到小孔模式的激光吸收。
2.2.4.2.声学测试
实验原理和方法。声学测试因其快速的数据采集和处理而被用于监测激光熔化过程。基本概念是散射波形的振幅与熔池和构建板的弹性特性和质量密度有关。随着金属的熔化,剪切模量消失,压缩模量和质量密度大大降低。因此,熔池边界处存在较大的声阻抗差异。这导致从熔池入射的剪切波强烈散射。此外,由于横波的波长较短,因此与纵波相比,横波更敏感。
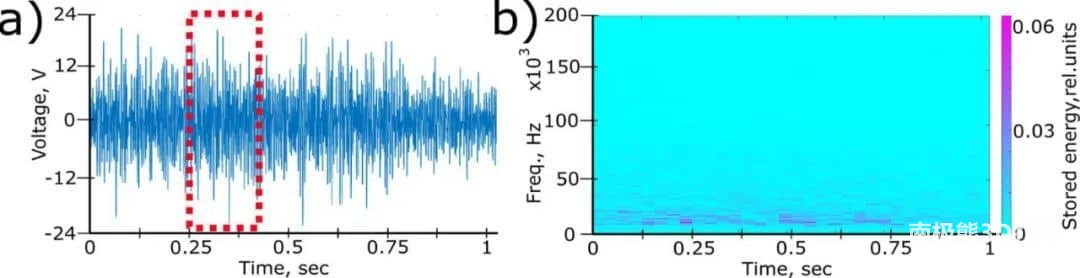
a) AE信号片段的示例,对应于在中等能量密度;b)与窄带相对能量相对应的谱图,位于时频域中。
如图24所示,他们发现超声波散射对熔池深度非常敏感。熔池深度是从激光焊接后的横截面获得的。此外,随着熔池的演化,由于剪切波速减小,初始脉冲的到达时间增加。声音信号和零件质量之间的联系并不简单。为了应对这一挑战,瑞士材料科学与技术联邦实验室的Shevchik等人提出了一种实时检测导致缺陷的工艺不稳定性的方法。首先,如图25A所示,他们使用三种技术来监测激光熔化过程:高速x射线成像、激光背反射和声发射。其次,他们应用深度人工神经网络(图25B),从激光背反射和声发射信号的小波谱图中揭示导致缺陷的事件的特征(图25(C-E))。
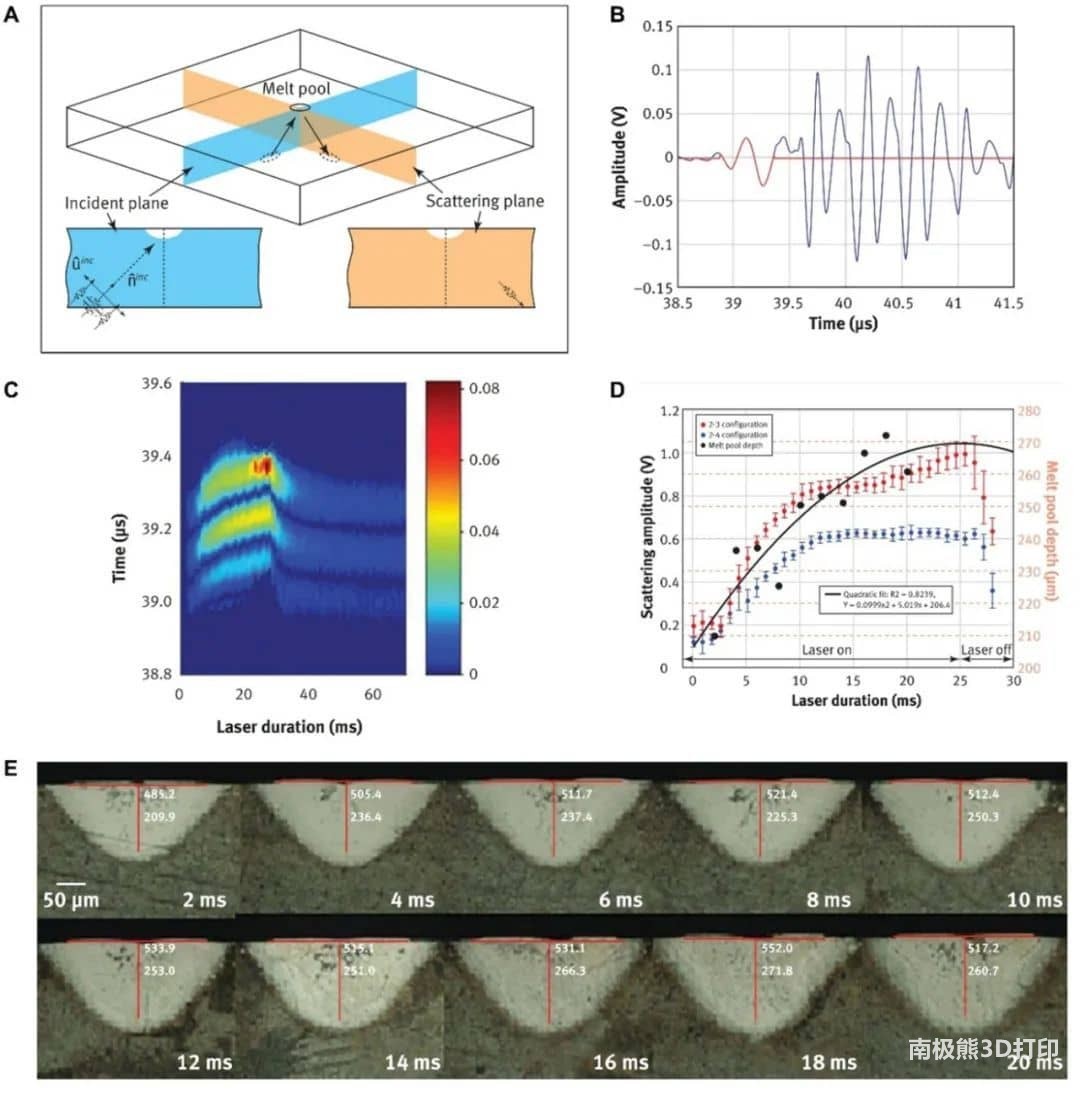
图24激光诱导熔池超声波检测的理解。(A)俯仰锁定配置示意图。(B)熔池形成过程中的超声波波形。(C)随时间推移的B扫描图像。(D)测量的散射振幅和熔池深度。(E)不同激光持续时间的熔融熔池。
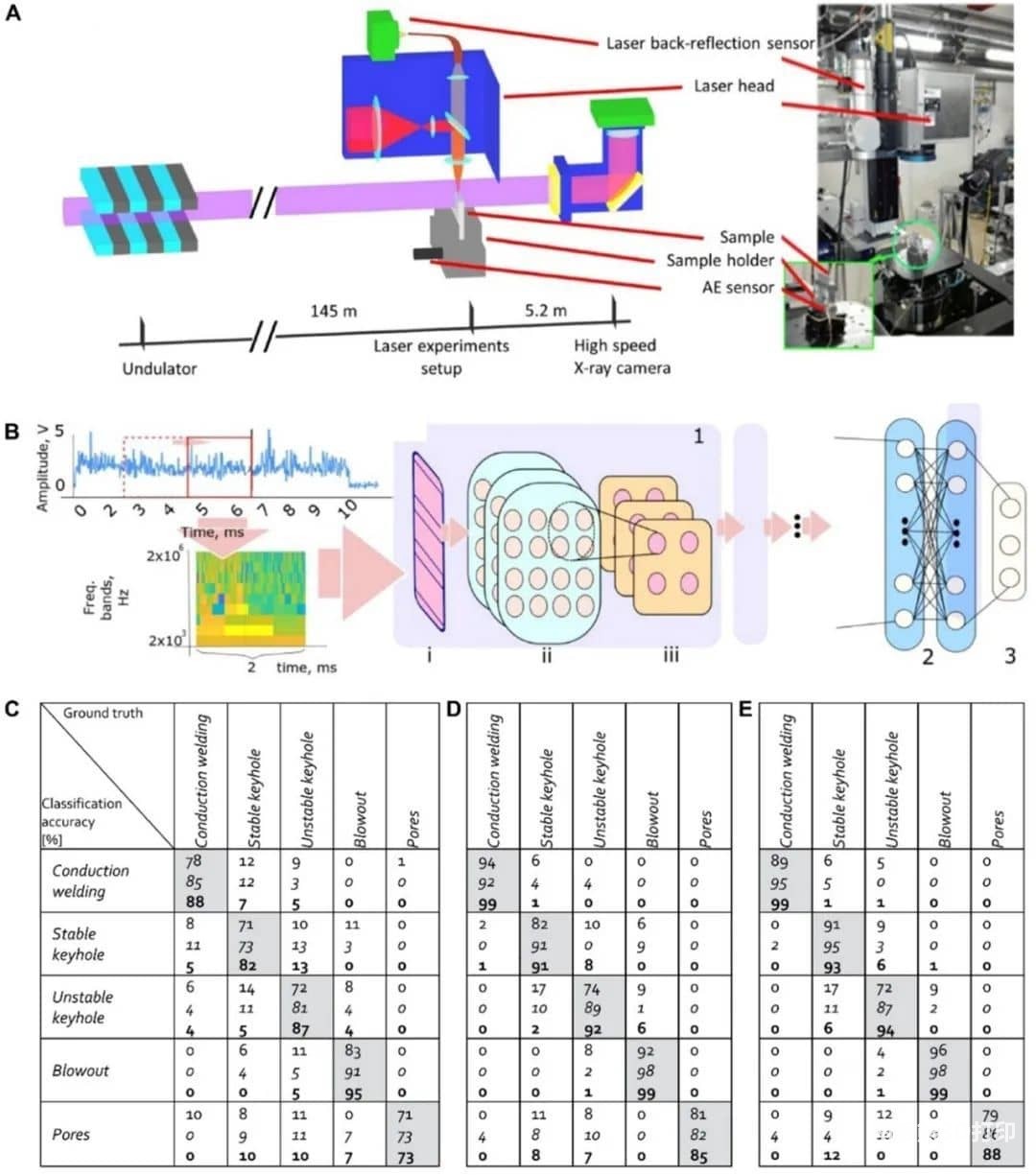
图25激光熔化质量监测的深度学习。(A)实验设置。使用了三种技术:高速x射线成像、激光背反射和声发射。(B)激光背反射和声发射信号事件特征的深度人工神经网络。(B)激光背反射信号、(C)声发射信号和(D)两个信号的组合的分类结果。每个细胞中的数字分别是常规CNN、交叉残留CNN和时间CNN。
来源:Defects and anomalies in powder bed fusion metal additive manufacturing, Current Opinion in Solid State and Materials Science, doi.org/10.1016/j.cossms.2021.100974
参考文献:Influence of post-heat-treatment on the microstructure and fracture toughness properties of Inconel 718 fabricated with laser directed energy deposition additive manufacturing, Mater. Sci. Eng. A., 798 (2020), Article 140092.
-
-
640-1.png (170.64 KB, 下载次数: 0)

(责任编辑:admin)

 中南大学:增材制备可生物
中南大学:增材制备可生物 2024年二季度,中国3D打印
2024年二季度,中国3D打印 《Bioactive Materials》
《Bioactive Materials》 增材制造中机器学习研究综
增材制造中机器学习研究综 高性能水凝胶的3D生物打印
高性能水凝胶的3D生物打印 研究人员开创使用X射线和
研究人员开创使用X射线和最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


