��ĩ�����ڽ������������е�ȱ�ݺ��쳣(3)
ʱ�䣺2023-01-06 11:03 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
����������ּ�ڲ�����ĩ������������������г�����ȱ��/�쳣�����γɻ��ơ�����Ϊ�ڶ����֡�
1.4.ȱ�ݷ���
1.4.1.һ�����ṹȱ�ݺ��쳣
һ����˵��ȱ�ݿ���ͨ�����־��巽ʽ������ת�Ƶ���Ʒ����ϣ���Ҫ��ͨ������1����ԭ�Ϸ�ĩת�Ƶ���ĩ���ȱ�ݣ���2���ۻ������еļ���-��ĩ-��������ã�Ҳ��Ϊ�ӹ����ȱ�ݣ��Լ���3�������ȴ������µļӹ������ȱ�ݣ�ͼ6�������⣬�豸����������������Ҳ��Ӱ��AM�����ȱ�ݵ��γɡ��������������г�����ȱ�����Ͱ����������͵����ף���δ�ۺϡ��ס����������塣����ȱ�����Ͱ�������ֲڶȡ�����Ӧ���ͽ���AM���տ������̵��µı��Σ���������Ϊ�����ƽ���AM��ȱ�ݵIJ���������ͨ���ʵ�ѡ����ϡ����պ��������������ǺͿ���ȱ���γɺ�ת�ƵĻ��ơ�
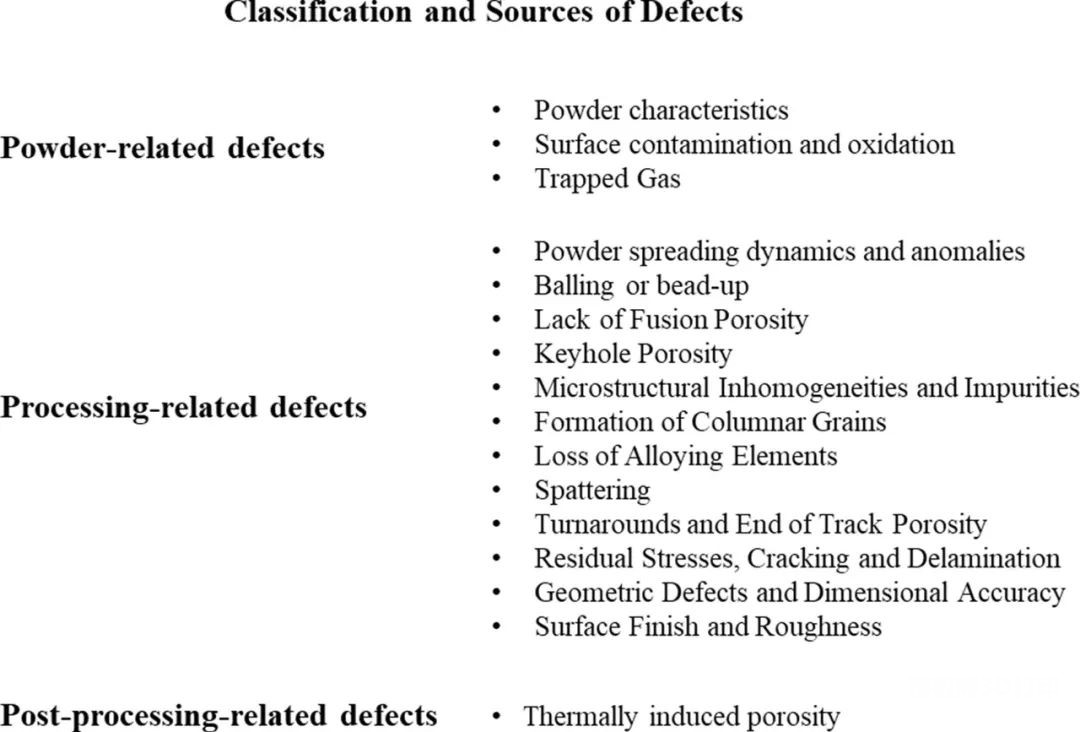
ͼ6 ��ĩ���ۺ����������е�ȱ��/�쳣�γɻ��Ʒ�Ϊ�����ࣺ��1����ĩ���ȱ�ݣ���2���ӹ����ȱ�ݣ��Լ���3���ӹ������ȱ�ݡ�
��ĩ���ȱ�ݡ�ͨ������ĩ����̬�������ԡ�ƽ���ߴ�����ȷֲ���������Ⱦ�����Ի�Ӱ�����ղ�Ʒ�����������ܡ��ڻ������ڵ�AM�����У���ĩ����ֱ���ܵ���ĩ����������Ӱ�죬��ˮ��������������������������������ת�缫���յȡ�ʹ�����η�ĩ���Ի�ø��ߵı����ܶȡ����ߵĶѻ��ܶȡ����õķ�ĩ�����Ժ⻬�ı�����ȣ�Ȼ�������η�ĩ�������ɱ��ϸߡ���PBF��ʹ�õ�ϸ�ۣ�<5��m����������ʱ�����ܻᷢ����ĩ��飬�Ӷ��Է�ĩ�ѻ��ܶȡ���ĩ�����Ժ���������ܶȲ�������Ӱ�졣L-PBF��ʹ�õĵ������ȷ�ΧΪ15�C45��m����E-PBF����ʹ��45�C110��m�Ĵַ�����
�������ȱ�ݡ������о��Ѿ��о��˼ӹ��������繦�ʡ�ɨ���ٶȡ����������ɨ����ԶԲ�ͬȱ���γɵ�Ӱ�죬��Ҫ�����Ϳ�������ϸ��˵���ۺϿ�϶�߽��ȱ������ͨ���۳�֮���Ƿ����㹻���ص���ȷ������ȷ�����е������ۻ�һ�Ρ����֮�£���϶�ȱ߽��Ӧ������еIJ��ȶ��ԣ��Ӷ����³��������������߽磨��Ϊ�����顱�߽磩����������ģʽ���۳�ëϸ���ȶ��Ե���Ͼ���������������ٶȵ��������أ�ͬʱ����L-PBF AMϵͳ�ľ��ȣ����磬ͬʱ����ٶȺ��ʣ�������LOF���ͶѺ����ױ߽綨����һ����Ч�Ĺ��մ��ڣ���������������ȫ�ܶȵ������ȫ�ܶȿ�����Ϊ����ܶ�>99.9%����Ʒ����Ӧע�⣬�ڴ����������Կ��ܴ��ڽϴ�ȱ�ݣ�ͼ7����
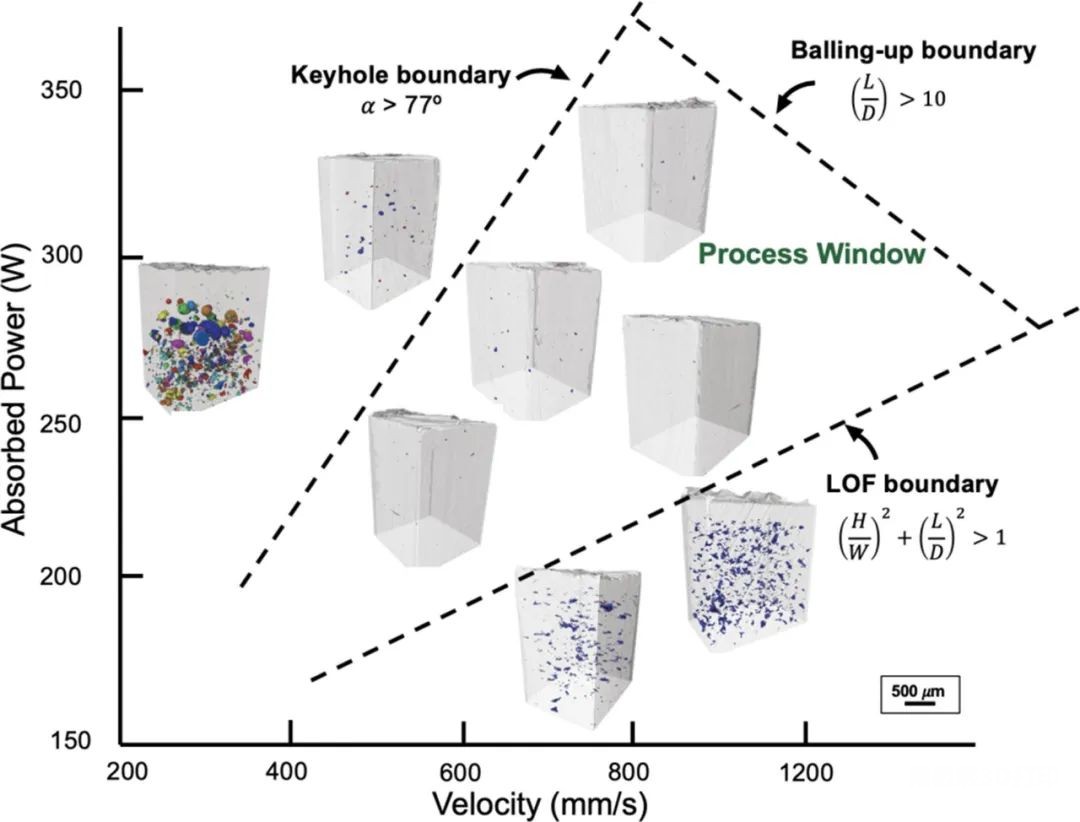
ͼ7 L-PBF����AM�е�ȱ����̬�ڹ����ٶȣ�P-V���ӹ������ռ�����ѭ��Ԥ������ơ�
����ͼ��a���ͣ�b����ʾ����3.2�����Ƥ����ռ��������ϣ�ͬʱ����ѹ���Ͳ�������ֱ���ò��������ýӴ���λ���Ͻ����Ԫ�صĴ��������˱�������Ĥ�������ٶȣ����Ǻ��ӹ����п�϶���γɵ���Ҫԭ����ˣ��ں���ǰ��Ҫ����ע�������档��ɰֽ��ĥ��Ƥ���ϵı����Գ�ȥ�����㡣�Ѿ�����AA2196�ϵ������㺬�нϸߵ��⺬������˽�����AA2196�ı�����ĥ������0.2���ס����洦�������������պ��Ϊ1.6 mm������ֱ��Ϊ0.8 mm��AA4047����ߡ�
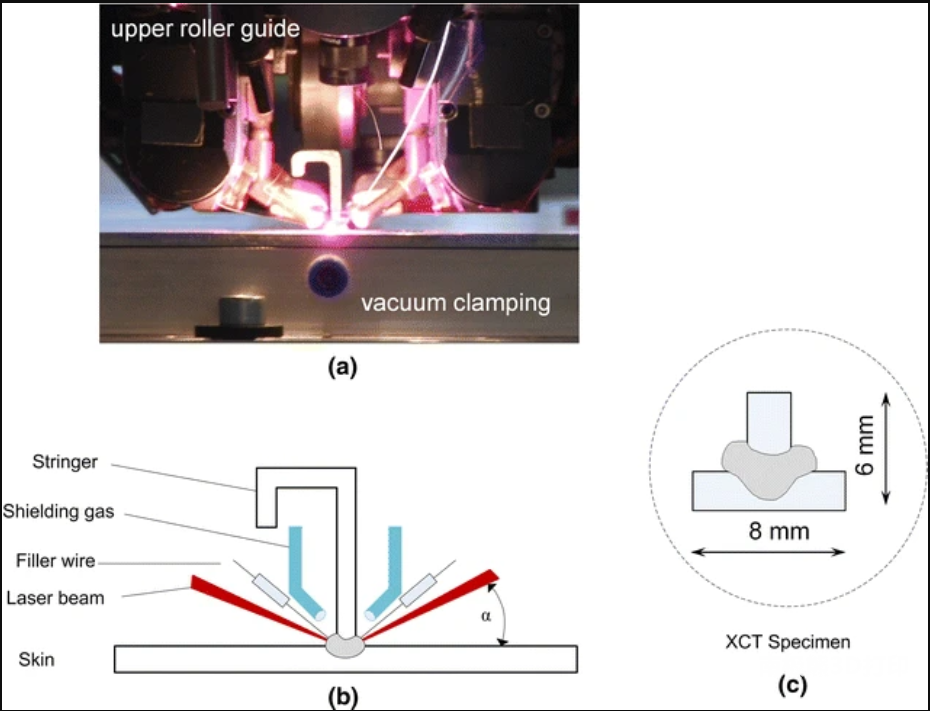
���⺸����Ƥ�������պ�X����CT��Ʒ�����á�
����ȱ�ݣ��翪�ѡ����κͳ��߱�Ե���ڴ�ӡ�ʹ�ӡͼ���ڼ���ܵ�����ʷ��Ӱ�죬����ͨ��ѡ���ʵ���ɨ����ԺͲ��������������Щȱ�ݡ�
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


