激光粉末床熔融制备同种和异种金属混合增材制造的最新进展
时间:2024-09-25 10:04 来源:长三角G60激光联盟 作者:admin 阅读:次

重点:
-回顾了通过LPBF多材料和混合金属增材制造的现有文献。
-强调了同种金属和异种金属混合AM的复杂性对比。
-讨论了混合AM零件的微观结构、电化学和力学特性。
-探讨了混合金属AM的应用、局限性和未来发展方向。
增材制造(AM)是一项变革性技术,有助于高精度、定制化和高速度生产复杂结构。虽然传统的金属零件AM工艺传统上只使用单一材料,但对由两种或多种金属混合制成的零件需求却在不断增长。本文全面回顾了使用激光粉末床熔融技术(LPBF)对金属零件进行多材料AM加工的最新进展。深入分析了双金属LPBF零件的界面特征和性能,为了解同种金属和异种金属焊接过程中复杂的工艺-结构-性能关系提供了宝贵见解。此外,文章还探讨了异种金属混合3D打印中的固有挑战,包括物理和化学性质的实质性差异、有害金属间化合物的形成以及元素偏析。针对这些障碍,该研究深入探讨了文献中提出的各种策略,如调整工艺参数、整合第三种材料的夹层以及利用机器学习算法。此外,研究还概述了混合LPBF结构AM的应用和未来发展方向,为这一快速发展领域的潜在研究提供了完整的路线图。
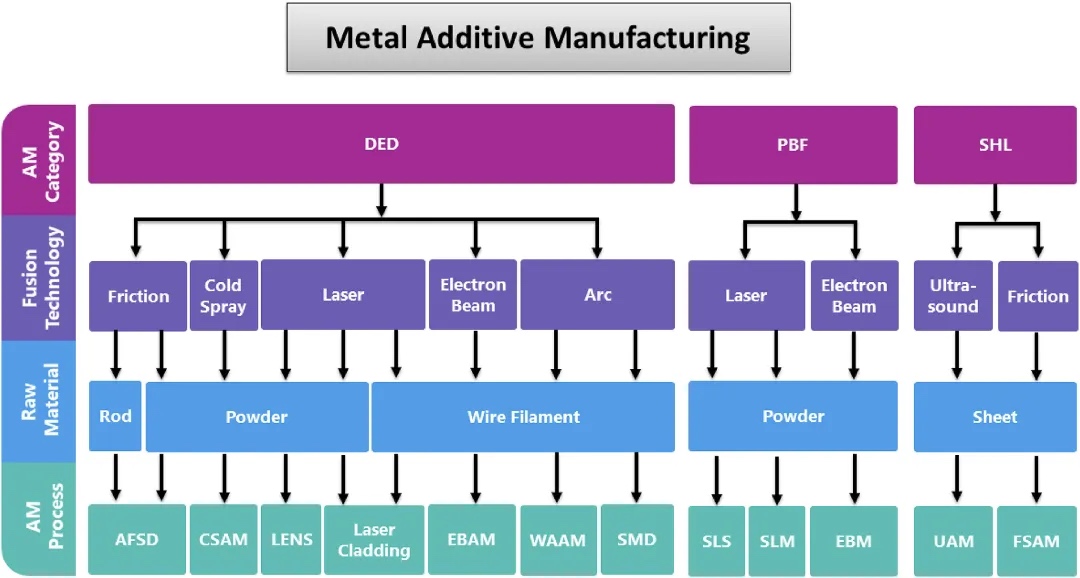
图 1.常见金属AM工艺的分类。
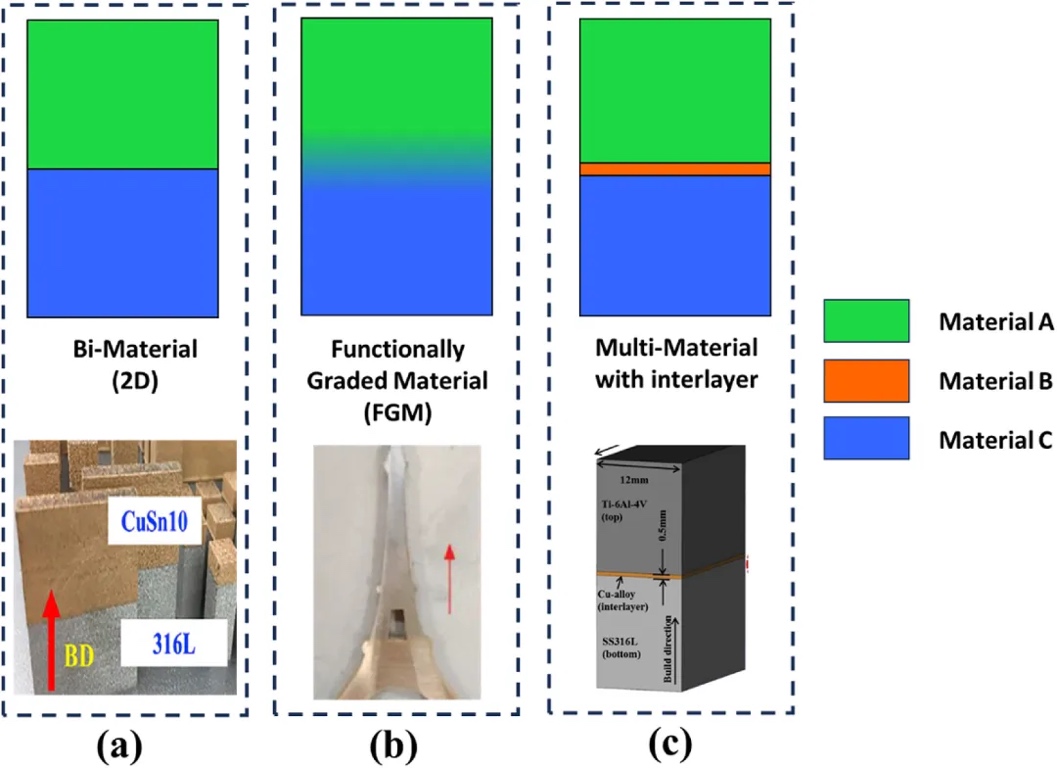
图 2.多材料结构的分类。
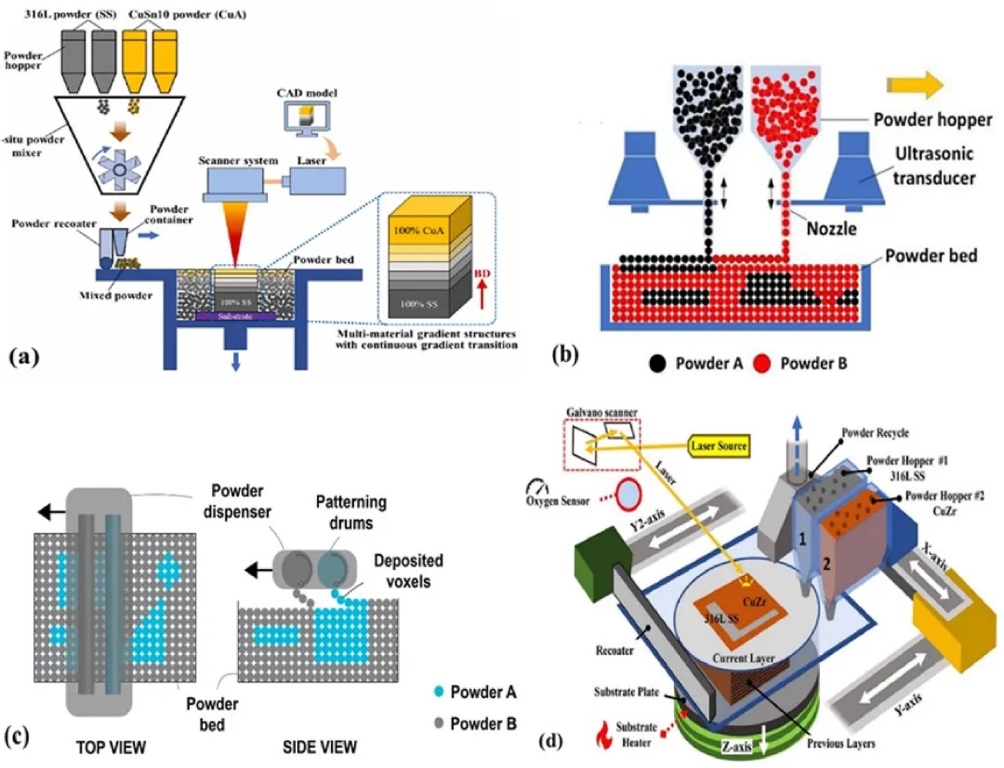
图 3.单工序多材料LPBF中的铺粉方法。
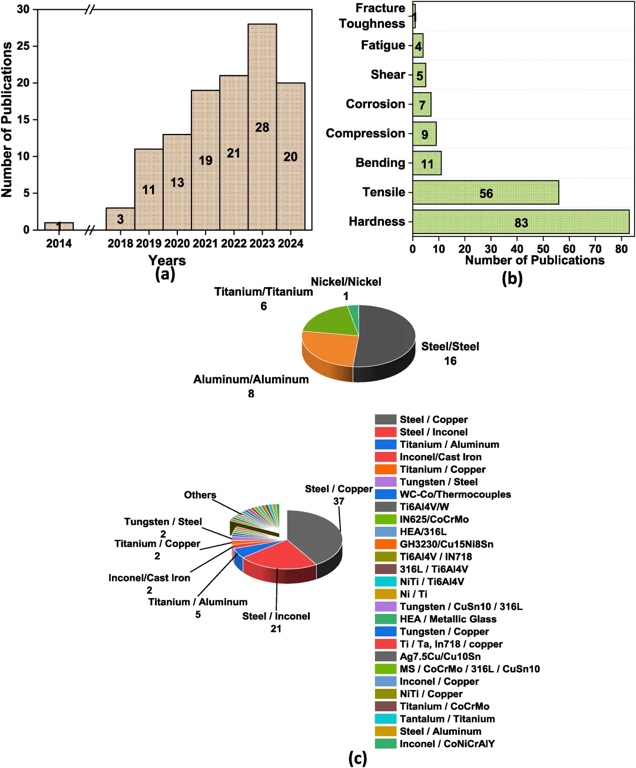
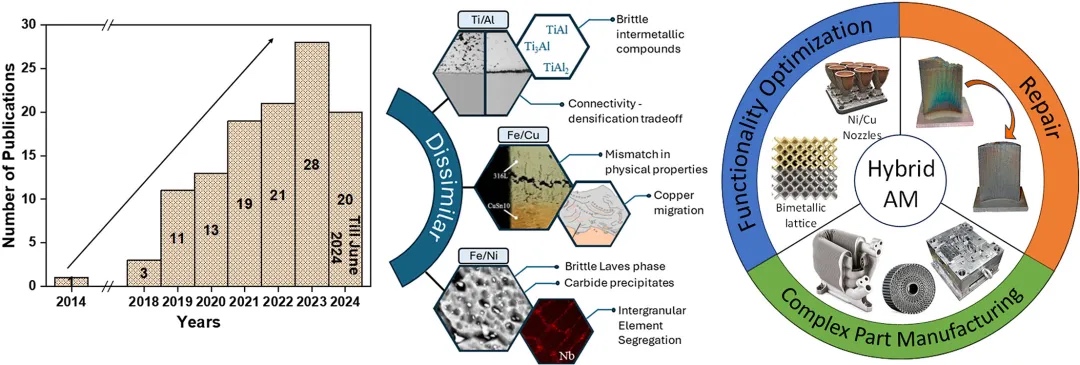
图 4.(a)2014年至2024年6月有关LPBF多材料金属3D打印的出版物数量;(b)混合金属零件的性能研究。(c)用于同种和异种金属混合3D打印的材料组合。
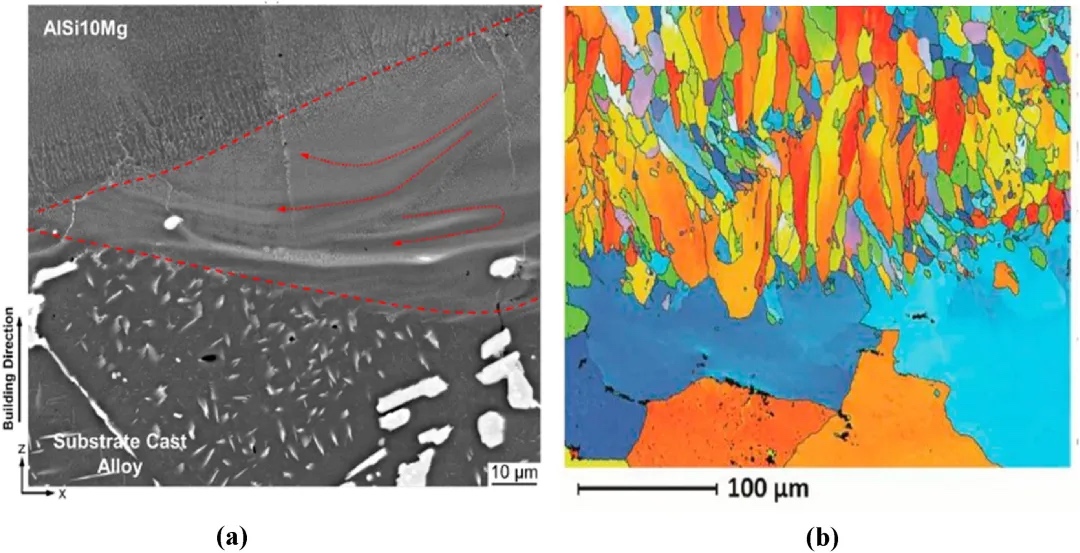
图 5.(a)显示混合Al-Cu-Ni-Fe-Mg/AlSi10Mg零件界面区域的SEM图,其中红色虚线是在 AlSi10Mg第一固结层中出现的环流(马兰戈尼对流)。(b) AA2618/AlSi10Mg 混合部分界面的EBSD图。
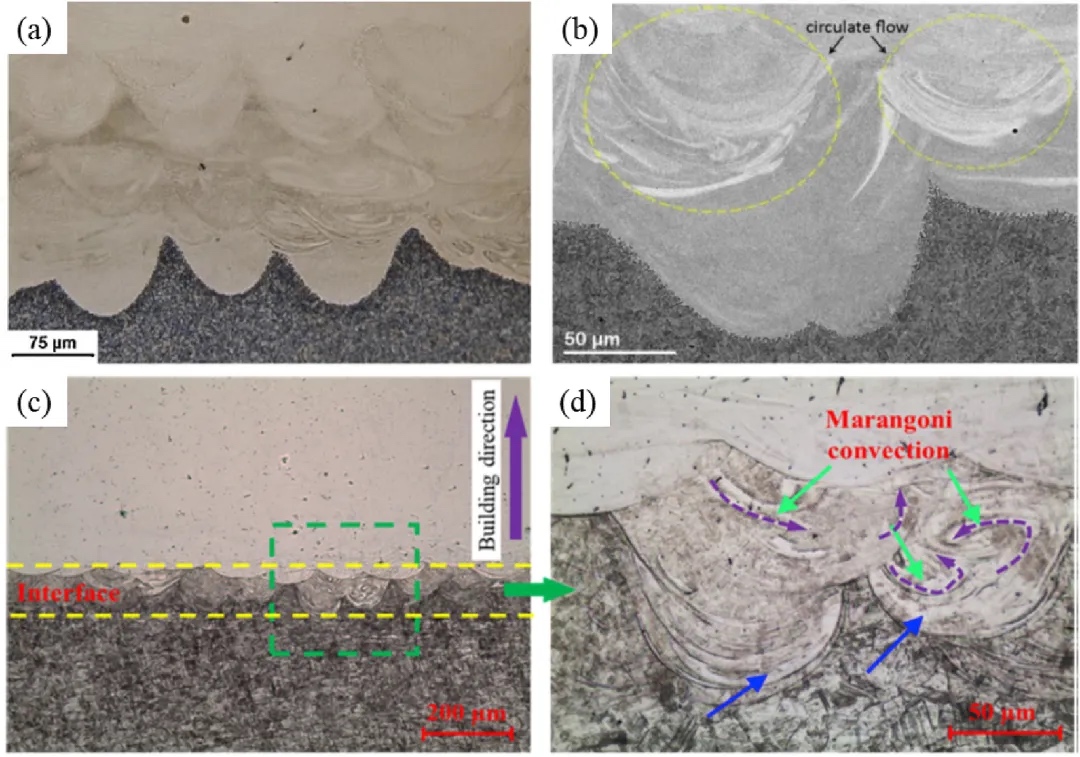
图 6.(a)MS1/H13钢的光学图像;(b) H13/MS1钢的BSE图像;(c, d)CrMn/MS1钢的光学图像。
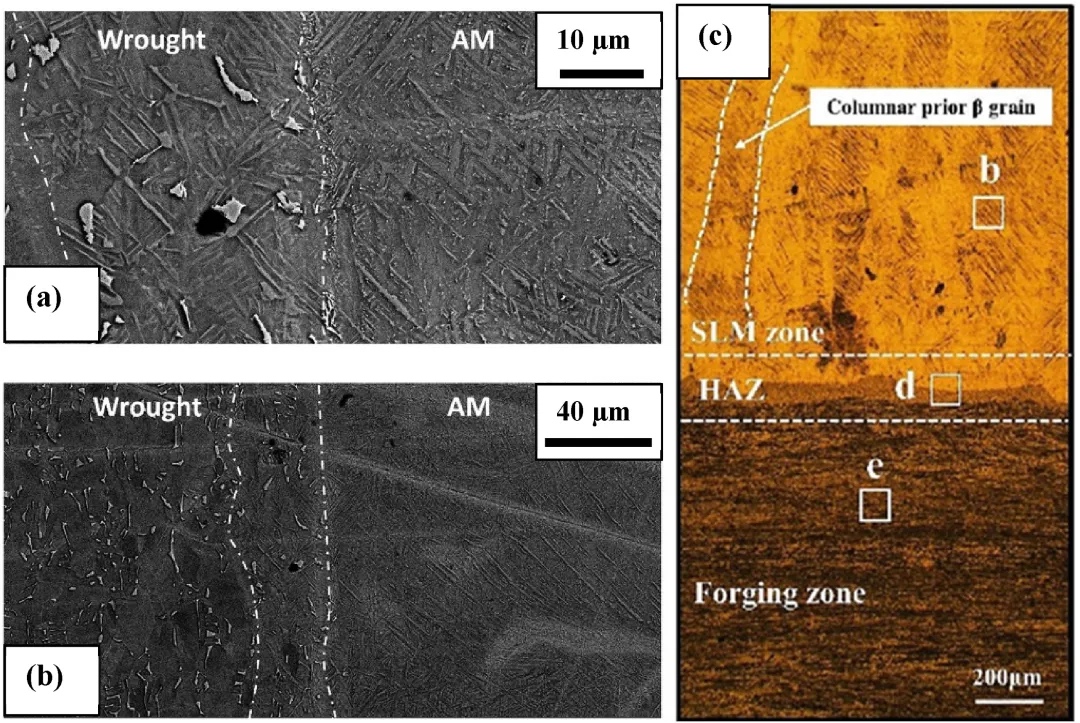
图 7.(a-b)800 ℃ 热处理4小时后锻造基材/LPBF Ti-6Al-4V 混合零件不同放大倍数的扫描电镜图。(c)锻造基材/LPBF Ti-6Al-4V 表面的光学图像;小矩形 b、d和e分别代表 LPBF、热影响区和锻造区。
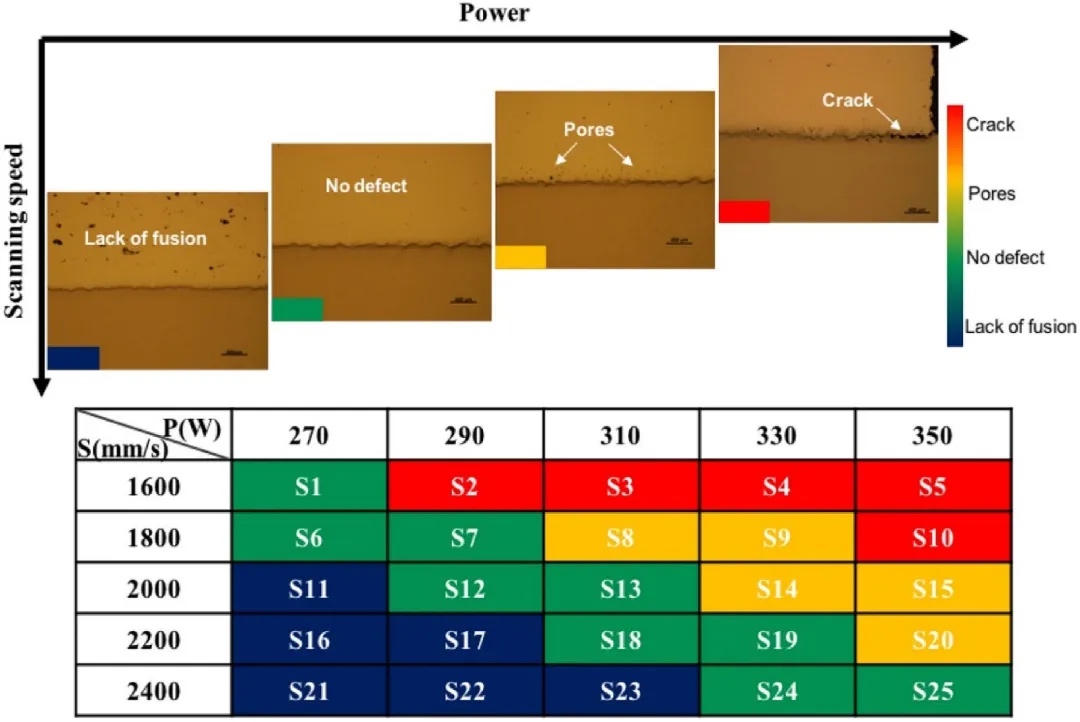
图 8.激光功率和扫描速度对AlSi10Mg/Ti-6Al-4V混合材料界面质量的影响。
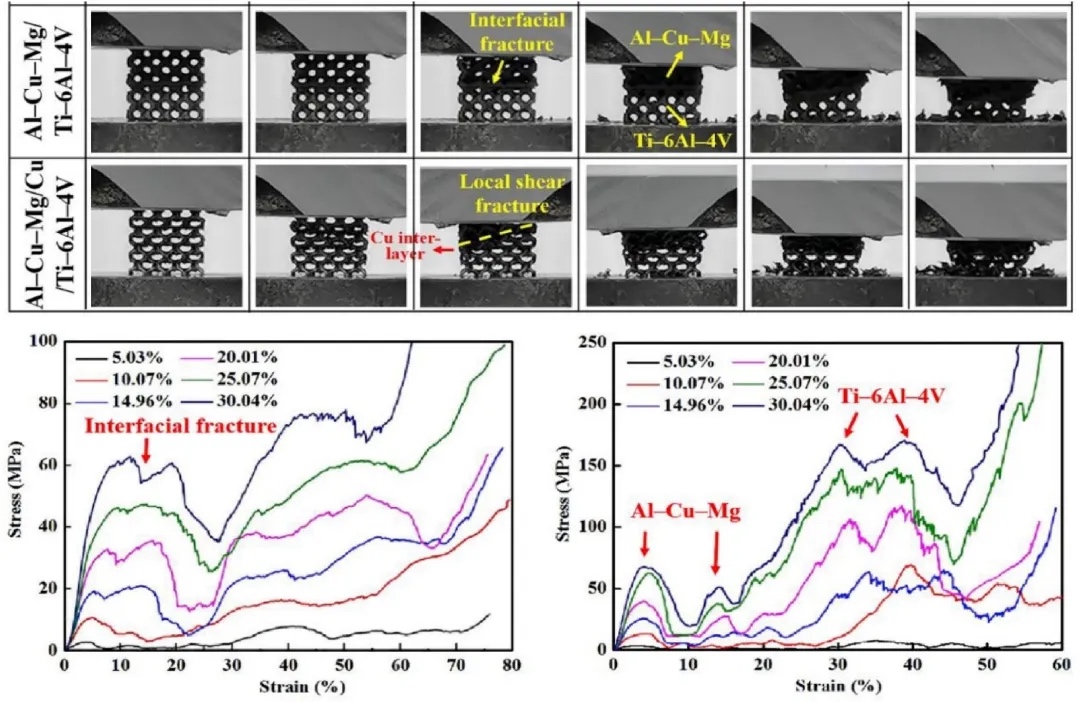
图 9.有/无铜夹层的Ti/Al多材料晶格的压缩应力-应变曲线和相应的变形图。

图 10.LPBF 316不锈钢/CuSn10 铜双金属界面的EBSD图:(a)铜侧,(b)316不锈钢和界面区域,(c)(b)的Ⅰ区域,(d)(c)的Ⅱ区域。
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


