�����ĩ�������Ʊ�ͬ�ֺ����ֽ������������������½�չ(2)
ʱ�䣺2024-09-25 10:04 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
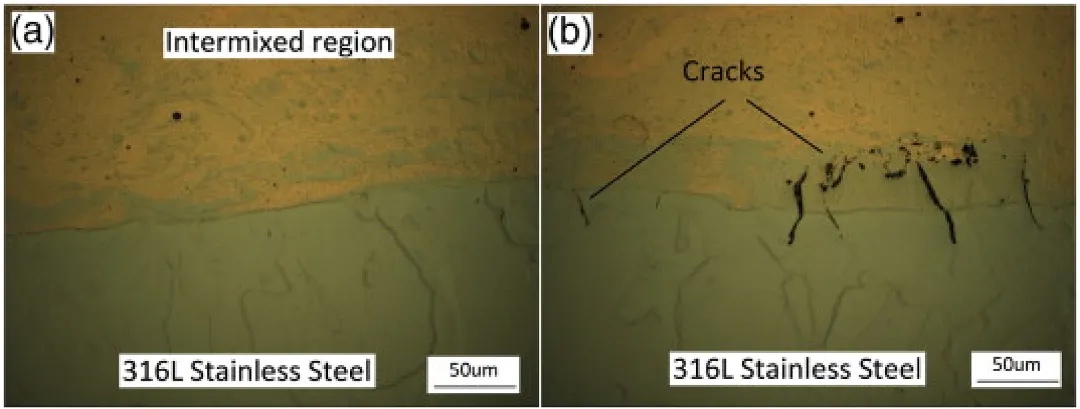
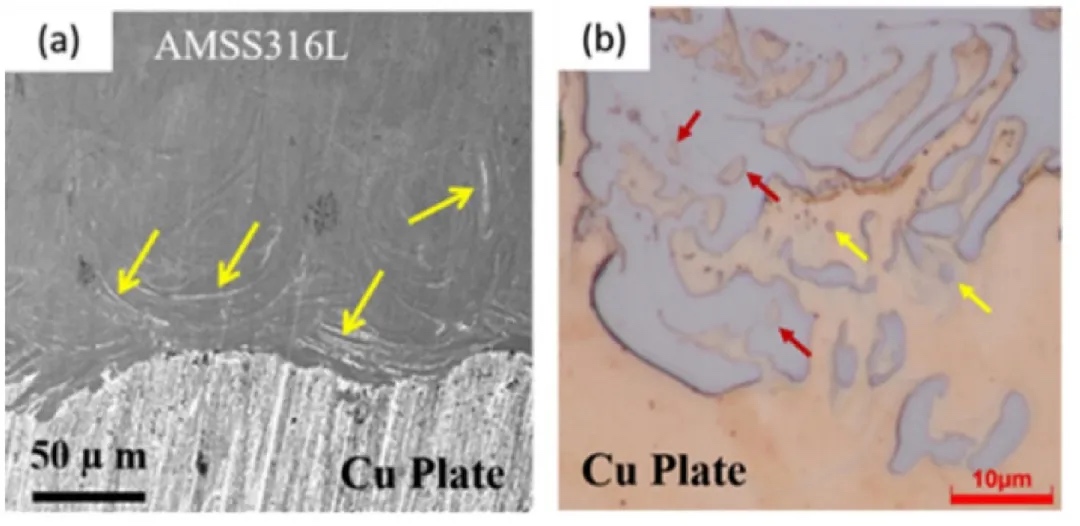
ͼ 11.(a)��ͭ�����(b)��ֲ�����Ľ���ȱ�ݵĹ�ѧͼ��
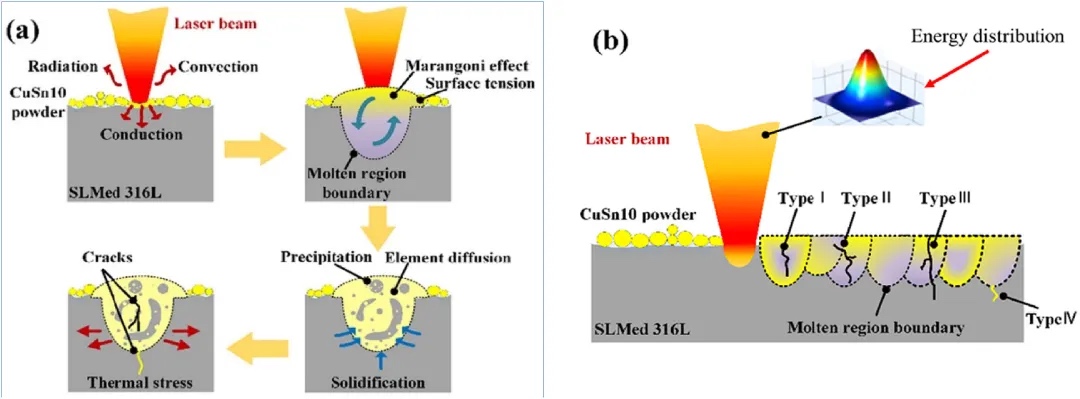
ͼ 12.��316������ϻ�ϴ�ӡCuSn10ʱ���Ƶ��γɻ�������a���۳ص��ۻ������̹��̣���b�������۳������Ƶ��γɡ�

ͼ 13.��ͬλ�õ�ͭ�ֽ����ѧ����Ƭ����a-c����ӡ��ͭ�ϣ���c-e��ͭӡ�ڸ��ϡ�
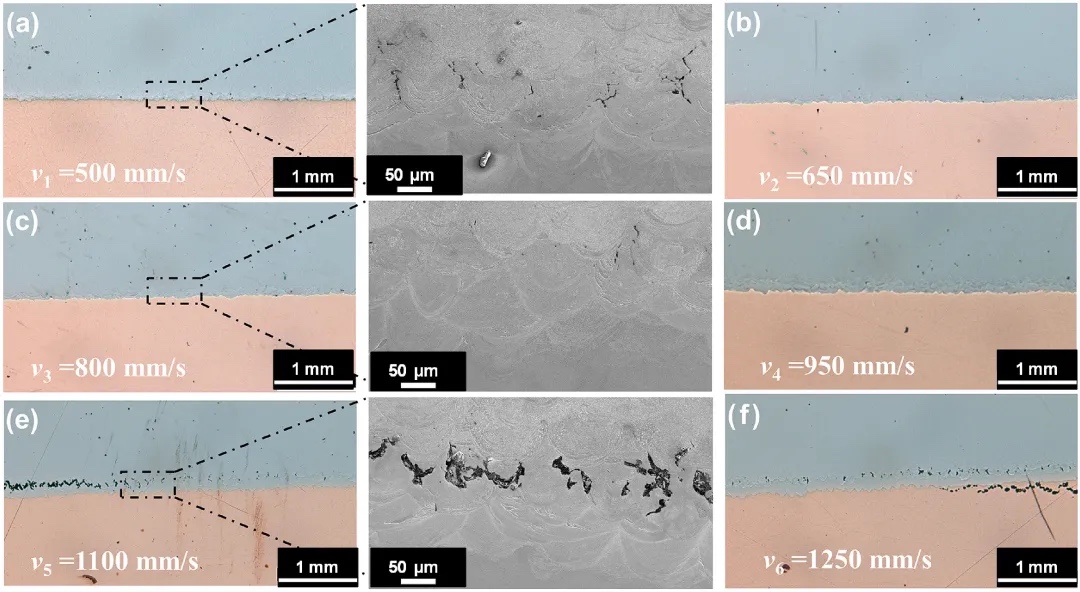
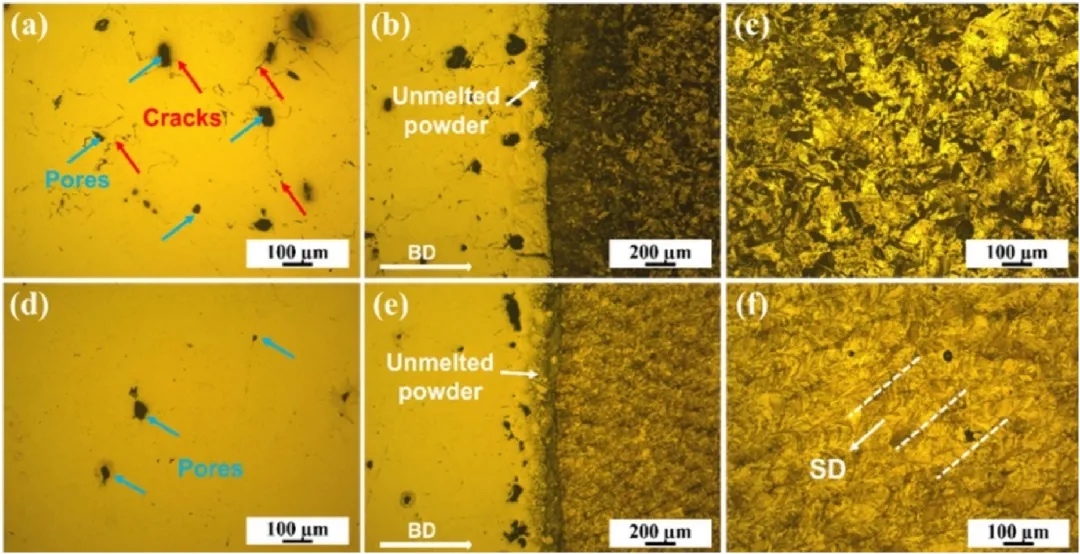
ͼ 14.�Բ�ͬɨ���ٶȴ�ӡ��T2ͭ/������ʱЧ��˫�������档
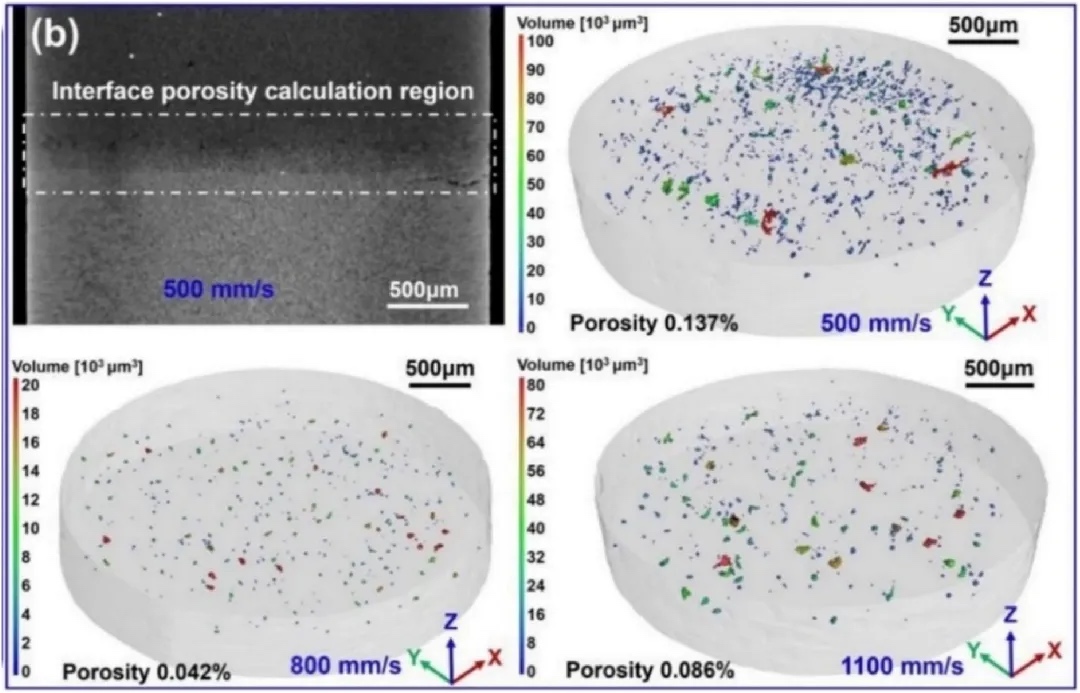
ͼ 15.������ɨ���ٶ����Ʊ���MS-Cu FGM��Ʒ���������ڽ��е�CT����
ͼ 16.��ʾͭ/��˫���������SEM��a����ѧ���գ�b����

ͼ 17.ʹ�ò�ͬ�ӹ�������ӡ�������켣������EDS ͼ�������ܶȴ�(a)��(e)���ε���:(a)
216 W, 800 mm/s (b) 162 W, 400 mm/s (c) 324 W, 800 mm/s (d) 216 W, 400
mm/s (e) 540 W, 800 mm/s��
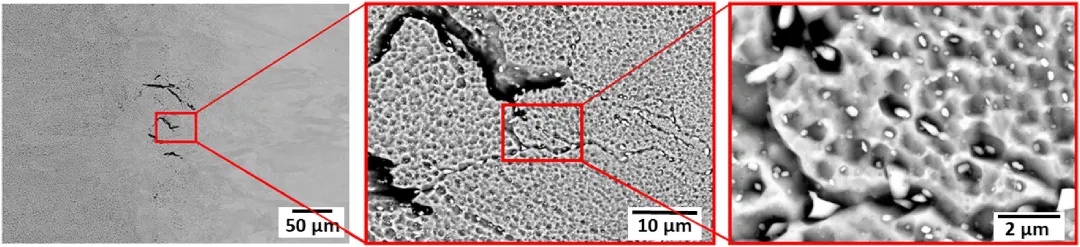
ͼ 18.���´���������BSEͼ���ɹ۲쵽���Խ���(DDC)��Laves��Ĵ��ڡ�
ͼ 19.316L/W��Ʒ�ڹ����ȴ���ǰ�����ͼ��(a��d����316L����b��e��������������c��f������W����(a)��(b)��(c)�е�ͼ����ʾ�����ȴ���ǰ����Ʒ����(d)��(e)��(f)�е�ͼ����ʾ�����ȴ��������Ʒ��

ͼ 20.ͨ��LPBF������Ti-6Al-4V/CoCrMo�������Ľ���SEMͼ��
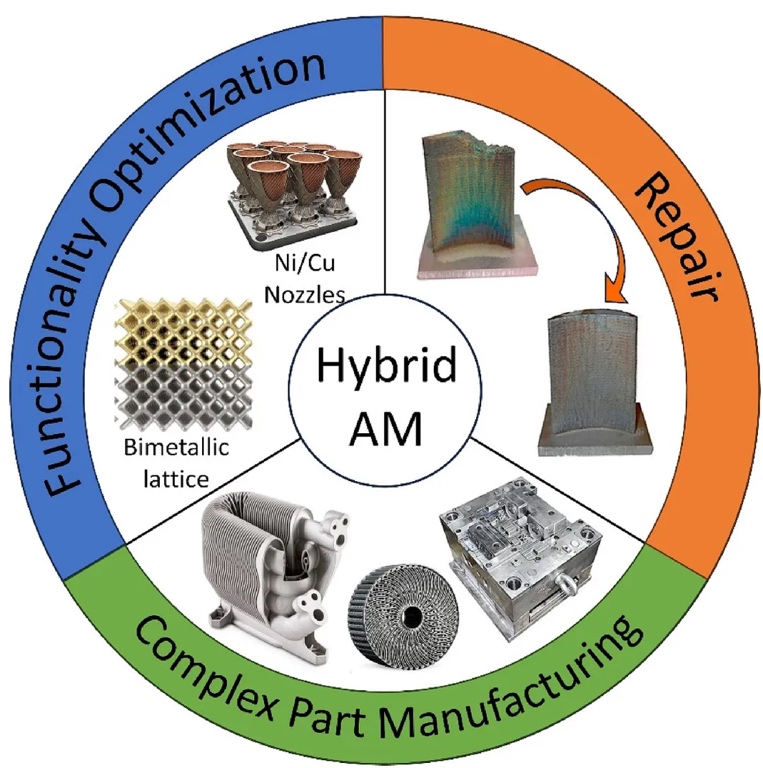
ͼ 21.������������Ӧ�á�
ͼ 22.�����ֺϽ������ص���Ҫ��ս��
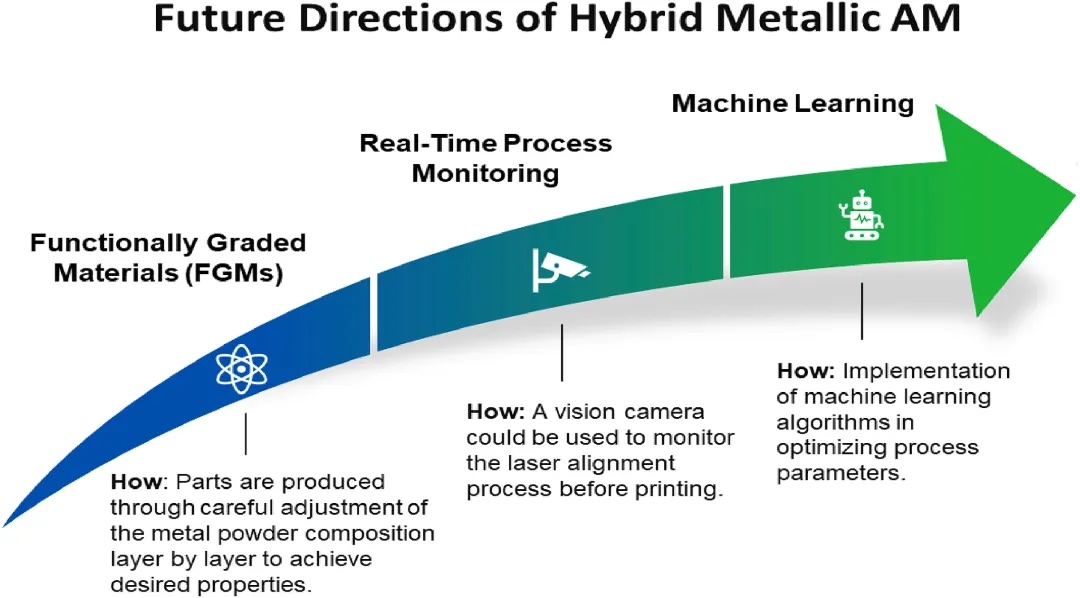
ͼ 23.��Ͻ����������������δ����չ����
����LPBF�ȼ�������������ı���3D������������ṩ���������ԡ������˳ɱ������п����ö��ֲ�����������ӵ�3D�����������Ķ����Ƚ���LPBF����Ͻ����������켼��������ȫ����������Ҫ�������£�
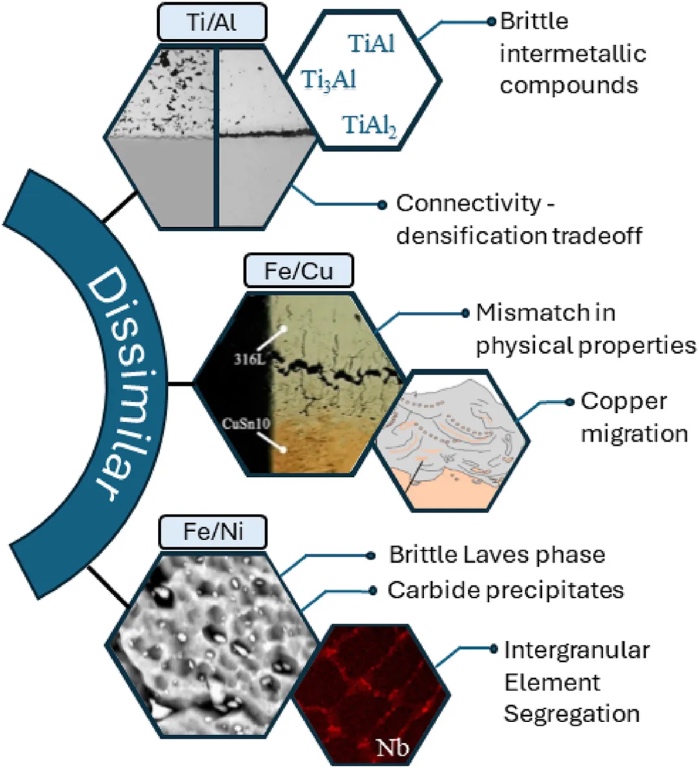
1.ͨ��LPBF����ͬ�ֺϽ�û�д������ص���ս��Al-Al��Fe-Fe �� Ti-Ti ��ͷ��Ҫ���ֳ����õ�ұ���ϡ�Ȼ����������-����ͷ�����׳����������ơ�
2.ͨ��LPBF�������ֺϽ��������ش���ս����Щ��ս�������ǵIJ�����������еġ����������ѺϽ����Ҫ��ս���γɴ��Ե����ѽ����仯���������ͭ�ֺϽ����Ҫ��ս�������������ܵIJ����ͭ����е�Ǩ�ƣ�������������ᵼ�����صĿ��ѡ����֮�£����Ӹֺ������Ͻ����Ҫ��ս���ھ����е�Ԫ��ƫ���Լ�����γɵĴ�����ά˹���̼���������ˣ��뺸����ȣ�LPBF�ľ۽����������ͼ�ʱ��ȴ�ɼ��ٸ�-�����Ͻ�Ե�ƫ���̶ȡ�
3.���ֽ����Ͻ�����ϵijɷ��ݶȿ�ͨ���ı�ɷ�����ǿ���ǿ�ȣ����ͽ����ϵIJ�����Ӧ���������������ѧ���ܡ�Ȼ�����ڳɷ��ݶ����������ֽ����Ͻ�Ծ�����ս�ԣ���Ϊ���ֺϽ�֮��ı�¶�̶����ӻ������к�ЧӦ�Ŀ����ԣ���Ԫ��ƫ�������Խ��������γɺ�Һ̬�������ͨ����ϸ�Ż���ͬ�ɷ��µĹ��ղ��������Լ��ٽ���ȱ�ݡ�
4.�����м���ʹ�þ��ȼ���ֲ��ѱ�֤���ɳɹ����ƻ�Ϻ�ȱ�ݵ��γɡ�
5.������ѡ���м����Ͽ��ܻ��谭���ֺϽ�Ļ�ϣ��������շ�ǿ������γɡ����磬����-�ѽӺϴ�����ͭ�в���谭������-�ѽ���������γɣ�ת���γ�ǿ��ͭ-����ͭ-���ࡣ
6.�����ڸ������˴������ģ�����ͨ��LPBF����Ķ��������ļ��С���ʴ��ƣ����Ϊ��Ȼȱ���˽⡣
ͨ��LPBF���л�ϴ�ӡ���й㷺��Ӧ�ã��ɷ�Ϊ������Ҫ����(i) ���ø�Ч�����츴�������(ii) ͨ���������ֻ���ֲ����Ż����ܺ��ܣ��Լ�(iii)����������������ļ�ǿ����δ���ķ�չ����Ԥ�ƽ��������ϳɷ��ݶ��Լ��Ƚ���ʵʱ��غͻ���ѧϰ���ߣ�����ǿ�����AM���գ��Ӷ������ڸ��и�ҵʵ���ش��¡�
�������ӣ�
https://doi.org/10.1016/j.msea.2024.146833
������ӣ�
Hybrid metal additive manufacturing: A state�Cof�Cthe-art review��Advances inIndustrial and Manufacturing Engineering��doi.org/10.1016/j.aime.2021.100032
(���α༭��admin)

��һƪ����ʡ����ѧԺ3D��ӡ�ɻ��յĽ����ò���ש��������������������ש
��һƪ��ORNL����������������ѧ�����ƽ������������������Ŀ
��һƪ��ORNL����������������ѧ�����ƽ������������������Ŀ
 CNES����INTAMSYS�ۺ���FF
CNES����INTAMSYS�ۺ���FF ���������ݲ��������Ե���
���������ݲ��������Ե��� ����3D��ӡ��������Ӧ�ã�
����3D��ӡ��������Ӧ�ã� MIT��ͻ�ƣ�����뵼��Ҳ
MIT��ͻ�ƣ�����뵼��Ҳ ����ѷ��HolcimͶ��14Tree
����ѷ��HolcimͶ��14Tree ����SLS 3D��ӡ�������ϣ�
����SLS 3D��ӡ�������ϣ���������
- ��CNES����INTAMSYS�ۺ���FFF��������
- �����������ݲ��������Ե�����-��ֽ��״
- ������3D��ӡ��������Ӧ�ã��ⳡ�Ϸ�Ƥ��
- ��MIT��ͻ�ƣ�����뵼��Ҳ��3D��ӡ����
- ������ѷ��HolcimͶ��14Trees�ƶ�������
- ������SLS 3D��ӡ�������ϣ����´�ӡ���
- ��Elastium��LaLaLand�Ƴ�No-MMOQ���3D
- ��ͨ�켯�����۶�Ͷ������½����¹��״�
- ��3D��Դ�������ӡ��С�ܼ���ģ������ģ
- �����Ͷ�����ILT�о�3D��ӡ���ŷ��ⷢ��
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


