��Ͻ�����������:�����о���չ��2��(2)
ʱ�䣺2022-03-23 09:46 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
4. ���������������
4��1. ���ж���Դ�Ľ������º���
���ڶ���Դ���õĽ������������������ͼ6��I.A�飨�������գ�������Դ��������Ҫ�������칤�ա������뷨��2000������ڿ�ʼ�������ǵ�ע�⣬���Դ�������ͻ�Ϻ��ӹ��յĿ������ù����ܹ�ͨ���绡�������⣬�˷����⺸���ڼ�϶���ơ�Ϳ�������ڲ����������γɷ���ľ����ԣ�Ono��2002����
ʹ�ö������ܵĸ���������MAM�������ʵ�֣�ͨ���ṩ������Դ����߹����ȶ��ԡ����磬Qian���ˣ�2006�꣩������ü��⸨�������ӻ�ֱ������������PA-ED��ϵͳ��Zhang���ˣ�2006�꣩�����������µĻ�����츨�����գ���Ϊ�������������������족�����ܽ������ڻ�ÿ��ٺ��Ҿ��ȵ�Ϳ�����������������Լ���ԭʼ���Ǹ�����PA-EDϵͳ�ṩ�ĸ��õĻ�е���ܡ�
�����Zhang���ˣ�2018��������һ�ּ��⸨��GMA-DEDϵͳ������������������������֤���˸ø����ڿ��Ƹ߶Ⱥͱڿ������Է������Ч�ԣ�ͼ7a���������о���Աרע�������ͷ����������ͻ���������칤�յ��۽ṹ��Liu���ˣ�2020�꣩�ͳ������ԣ�Li���ˣ�2020�꣩��
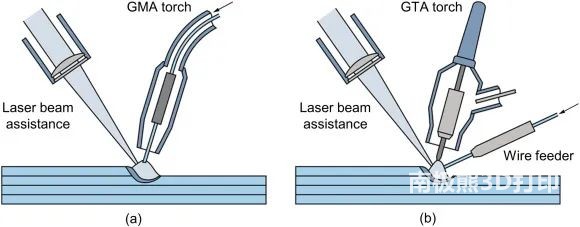
ͼ7 ������������ʾ��ͼ�����У�a��GMA-DED�ͣ�b��GTA-DEDϵͳ�ɼ�����Դ������
Wu���ˣ�2020�꣩���ü��⸨��GTA-DED������������������ͼ7b����������AM����������������ȣ���������ʾ�����õ��۽ṹ�ͻ�е���ܣ��Լ���С�����ƺ��������ʡ�
4.2. ����HAM�����ȥ������
�����������죨MAM�������ȥ�����գ�Ҳ��Ϊ�����Ĺ��ա����Ļ�Ͽɷ�Ϊ���ࣺ
��a���������������ò���ȥ�����գ��Ի�������������ļ��ξ��ȡ��ߴ繫��ͱ���������
��b����������������ϲ���ȥ�����̣��Ի�ò����ܣ���dz������Ұ���ͨ��������������ȥ���������������������
���Ľ������ǵ�һ�࣬��Ϊ��������ȥ�������Ǵ���������������죨MAM��·�ߵĹ��в�������ȷ����������������ƹ淶������һ���������Ƴ�ͼ8a��ʾ���������ġ�¥�ݡ�������
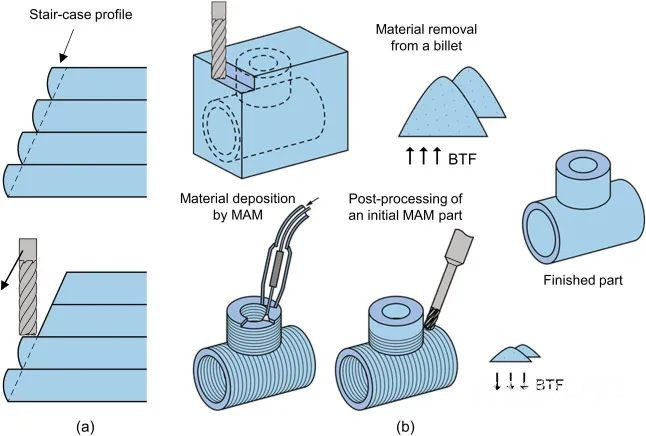
ͼ8 ��a���ں�������ʹ�ý���ȥ������������������������ġ����ݡ�������ʾ��ͼ���Լ���b����ͳ����ȥ�����պͻ���������칤�������ȥ����BTF���ʱȽϡ�
�������͵ļ������ѵõ��Ͽɣ��������ڻ������ϵͳ�Ŀ������У���ϵͳ�������ϳ��/������MAM���ܣ����ڽ϶̵Ľ���������ʹ�õ�һ�о������ֳɵĸ��ӽ������������Lorenz et al.��2015��Merklein et al.��2016����
��Ȼ��һ�����Ա���Ϊ����ģ��������ܵ����ڽ���������Ϻ���Դ���ķ������Ҫ�ԡ��ڼӹ����������Լӹ��IJ��ϣ����ѻ����������Ͻ𣩵�����£���һ��õ��˽�һ���Ͽɣ���Ϊ������У�BTF�����ʣ�ͼ8b���Ľ��ͣ�����ʼ�������������Ʒ���������֮�ȣ�ͨ���������������죨MAM�������ˮƽ�IJ���ȥ�����ϣ����Էdz���Ч�ؽ�����������ɱ��Ͳ����˷ѣ�Seow���ˣ�2019�꣩��
�ڶ��������������и��������ĸ��ָ����������Ҳ����ͼ9��ʾ�ļ��������ʵ�ϣ���ͼ9��ʾ����������У������ڡ�����ˮƽ������MAMѭ��������ʹ�ý���ȥ�������Dz����еģ���Ϊ�������߷������ޡ�����������£����ߡ�dz������������ļӹ���������������еIJ��ϳ���һ����У�Luo��Frank��2010����
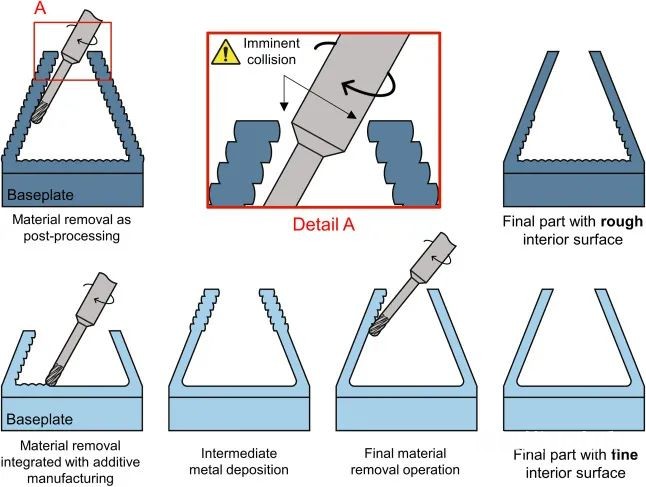
ͼ9 ����������У���������������Ͳ���ȥ�����ϣ����������յĽ��������
�������ڶ���ĽǶ������������������������ȥ�����̵�����ʼ��20����90������ڡ�Fessler���ˣ�1996���Ϳ���˵��ˣ�1996����������ڵ�L-DEDϵͳ����ϵͳ�ɼ�����������ͷ�ϵͳ��ɣ�����ʱ�㷺���ڼ����۸����豸�������и���ϳ�����ڽ����������м��ִ�в���ȥ��������
Ȼ����ͨ������MAM���պ�/�����ȥ��������ȥ�����ϵĽ���HAM�о���2000�����ڲſ�ʼ������̡����磬Kerschbaumer��Ernst��2004���������������ڵĸ�����ڵ��߹켣���ɡ������Դ���ܺ��ͷ۶��Ʋ��Է����ṩ�˽�һ���ļ��⡣Sreenathbabu���ˣ�2005�꣩��GMA-DED���ɵ�CNCϳ��ϵͳ�У����ڽ��������ӹ��ɸ���ȷ��ƽ����״��Song���ˣ�2005�꣩��ϳ������װ������GMA�����һ�����������Ի��һ����϶�����ϵͳ����ϵͳ�ܹ�ͨ���Զ����������л��豸�ṩ����ȷ��ѡ���ԵĽ���������
�ڿ�����϶�����ϵͳ��ͬһϵ�в�Ʒ�У�Kovacevic��Valant��2006��Ϊһ�����������ϵͳ������ר������ϵͳ����������е����Ӻͼ�����������Ľ��������Xinhong���ˣ�2010�꣩������һ�����PA-DED���������ϳ����ϵͳ�����������������Ͻ��Ƴɵ�����������˫��������Ҷ�֡�
��Щ���Ӻ�����û���ᵽ���������ӣ��̼�������ҵ��2010������ڿ�������ҵ����һ�������������ϵͳ��DMG Mori�Ƴ���LASERTEC 65 3D���ϵͳ����ϵͳ��L-DED���ϳ���������ͷͨ��ͬ��������в��ϳ�������ȫ����ϳ�����ϣ���¿ƿˣ�2014�꣩���������Ƴ���Integrex i-400 a.m.���ò�Ʒ������L-DED������ӹ������Ľ�ϣ�������켼����2014����
��ʵ�ϣ�Ŀǰ��������õ��ڲ������û����������ϵͳ������DED��������Ϊ�����и��������ԣ����Խ����ĺͼ��Ĺ�����ϵ�һ̨�����У�Manogharan���ˣ�2015����
��һ������PBF�����Ļ����������ϵͳ��Lumex Avance-25 byMatsuura��2020������ϵͳ��LPBF�IJ��ϳ��������ϳ�����ϣ�����������ģ���ⲿ����������ֲڶȺ�ʴ���Ե�DZ�����ܵ���ע��Ahn��2011����
Ϊ����߽�������������ԣ�3D Hybrid��2020����˾Ŀǰ�ṩ�˽�GMA-DED��L-DED������Ϳͷ��ͨ������Ϳ��Ӧ�ã����ɵ�CNC�ӹ����ĵĿ����ԡ�
����������κ�AISF��
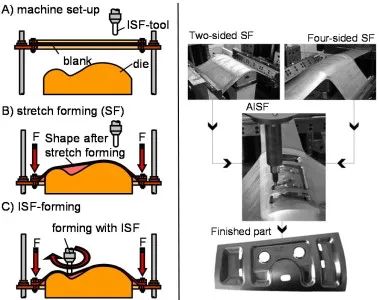
�ǶԳ��������ϳ���(AISF)��һ���������ӽ��С�������������Գ��ι��ա������ڱ��ȹ����ξ��ȵ͡����ճ���ʱ�䳤��ȱ���ɿ�������չ滮���ߵ����⡣Ϊ�˿˷���Щ���ƣ�������κ�AISF�Ľ�ϵõ��˷�չ (��ͼ)��
4.3 ����HAM������
������������(MAM)����ι��յ��ӽ���ͨ��������������������������İ��Ʒ��Ȼ��ͨ�������������Ӷ���Ĺ���Ԫ�أ�����Ϊ��һ����Ч�ķ���������ͳ�ij�����·�����쵽���Ƶġ��Կͻ�Ϊ����IJ�Ʒ������(Merklein, 2016)��
������ѹ���ι��յ���һ�������ǣ�ͨ�����������Ż�������״��Ԥ�Ƽ��ṹ����ȷ����С�������������β�������ȱ��������ģ����䣬�����н�С�Ľ������(Silva���ˣ�2017��)��
���Ҳ�п��ܽ�MAM����ι��ս���������Ը��Ƴ��������ڹ���·���ڼ�ͽ���ʱ�����ܡ���������ֵ��һ�����,MAM����������ߵı����γɹ���(�����Ӳ�ȡ�ĥ��Ϳ��������ܹ���)( Hofmann��, 2015)���ﲻ����,��Ϊ�����ʺϻ������������и����Ķ��塣������ͬ��ԭ��ͨ��������������������ι���(Juncker���ˣ�2015)���������������С�
���ǵ�֮ǰ�Ŀ�ܣ����߾�����������������(MAM)����ι��յ���Ϸ�Ϊ���ֲ�ͬ�����:
-�빤�����ϣ���߳�������������;
-���������ι��ռ���;
-���ij��ι��ռ���;
-ͨ�����ι��̵�����������;
4.3.1 �빤�����ϣ���߳�������������
���������������������Ƴ����������ܵĹ������ϵĸ�Դ���ڻ�е���洦��������Ҫ���ǵĵ�һ�������ǣ��ڽ���Ħ���������ĺ�������ʩ��ѹ������Ϊ���Ʋ���Ӧ���ͱ��ε�һ���ֶ�(Altenkirch���ˣ�2009��)���ҵ����ӵĸ�Դ����һ���̣����³�Ϊ���������ơ���ͨ��һ����Ӳ�߶���Ĺ��֣�ʹ������淢�����Ա��Σ�����߱�����ȣ�������ѹӦ�����Ե������Ӽ���-��ȴѭ�������IJ���Ӧ����
Colegrove����(2013)�Ի���waam���յ�����������������״α�������(ͼ10)����������ÿһ���µIJ���ȴ��near-ambient�¶Ⱥͽ��չʾ���������Ӱ���ڼ��ٲ���Ӧ���ͱ���,���������۽ṹ,���ڼ��پ����ߴ������Ա�������Ķ�̬�ٽᾧ����ġ�
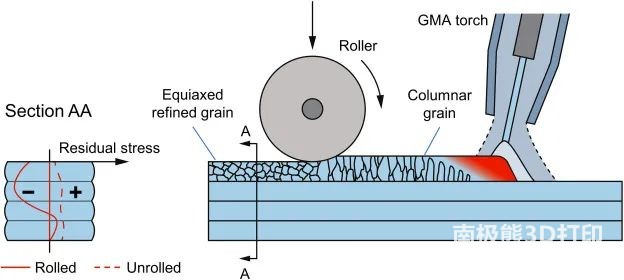
ͼ10 ��WAAM�����������϶��ɵĻ�Ͻ����������칤��ʾ��ͼ���ص������˽�����֯�ĸı�(�����ߴ�ļ�С����Բ���Ӧ����Ӱ��)��
Zhang����(2013)ͨ���۽���ֱ���ڳ��������Ĺ��ֵ�ԭλ���ã�Ϊ����waam���յij�����ʩ��ѹ���ṩ��һ�ֲ�ͬ�IJ��ԡ�
�������о��У�Colegrove����(2017)��ʾ�˱������ƶԻ�е����(����ǿ�ȡ����յĿ���ǿ�Ⱥ��쳤��)���������ڽ���������״��֯(����������Ϊ����Ҫ������)��Ϊ��ϸ�ĵ�����֯��
������������(MAM)��ּ�ڸ��Ƴ����������ܵĹ��յ���һ�ּ����������ڻ���waam�Ĺ��յ���������ʹ�����裬����������Ӧ������С��Ť��(Prinz��Weiss, 1993)�����账������С��Ӳ��ײ����������ı��棬�������Ա��κ�ѹӦ������������ѹ�෴���������������״�仯����
Bamberg(2012)��չ���ý���HAM������ӹ�����Ľ��L-DED���������������ӹ�(ͼ11),�糬������������,���ڸ�Ƶ������ѹ�紫����������߹��ʼ�����(ͼ11 b)������������ø÷����Ժ��շ�����ȼ���ֻ�����ҶƬԪ����ѡ�����������Ӳ����
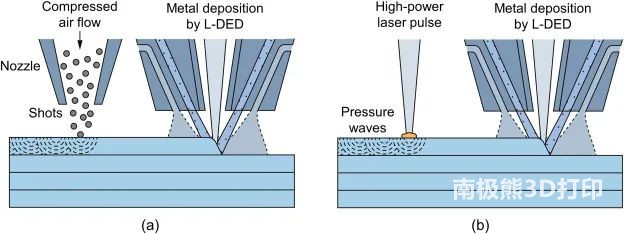
ͼ11 ��L-DED��(a)�����(b)������������϶��ɵĻ�Ͻ����������칤��ʾ��ͼ��
��������������ǿ���Ľ������ºϽ���Ϊһ����߾��á���������������������ҽѧ��ҵ��Ӧ�õ�Ԥ�Ʋ������ܵ��ֶ�����������(Sealy, 2018��)��
����ǿ�������ӹ�����һ���ŵ��ǣ�����ѹӦ�����ӳ�ƣ������������Ӱ�죬�������ƣ������������Uzan ��(2018)�о�������ǿ����LPBF���Ͻ��Լ�ƣ�Ϳ�����Ӱ�죬�ó�������ǿ����ƣ�Ϳ�����ƣ�ͼ��Ļ���Ӱ�졣���������ĶϿ���ò�������������账����ƣ������������λ��δ���账�����������
Sokolov����(2020)��������MAM���������ϣ���ΪL-DED�������ѺϽ����������Ȼ�е����������������߹����Ľ��֤ʵ���ڽ��Ͳ����϶�Ⱥ��յ��������ϵ��۽ṹ�仯����������ƣ�������������տ���ǿ�ȺͶ����쳤�ʡ�
Duarte����(2020)�����������ö��Ƶ�WAAM��ǹ��MAM���ȶͽ����������Ϊ���ٲ����϶��ϸ����֯���Ƴ���������ѧ���ܵ����������������Ƶĺ�ǹ���з��������������ڵĴ�ͷ���ô�ͷ����������������ڶԳ����IJ����ڸ����½��оֲ�ԭλ���Ա���(ͼ12)��
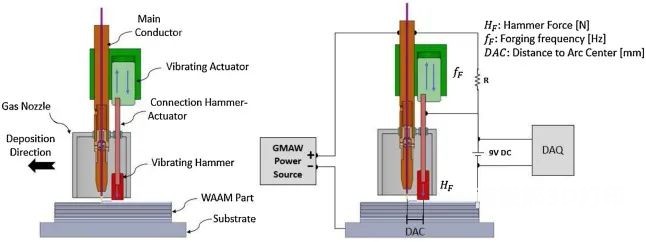
ͼ12 ��ȼ��������װ�д��ӵĶ��ƻ��ʾ��ͼ����Ҫ��������(Duarte���ˣ�2020��)��
��Դ��Hybrid metal additive manufacturing: A state�Cof�Cthe-art review��Advances inIndustrial and Manufacturing Engineering��doi.org/10.1016/j.aime.2021.100032
�ο����ף�Applications of laser assisted metal rapid tooling process tomanufacture of molding & forming tools��state of the art��Int. J.Precis. Eng. Manuf., 12 (5) (2011), pp. 925-938, 10.1007/S12541-011-0125-5
(���α༭��admin)

 CNES����INTAMSYS�ۺ���FF
CNES����INTAMSYS�ۺ���FF ���������ݲ��������Ե���
���������ݲ��������Ե��� ����3D��ӡ��������Ӧ�ã�
����3D��ӡ��������Ӧ�ã� MIT��ͻ�ƣ�����뵼��Ҳ
MIT��ͻ�ƣ�����뵼��Ҳ ����ѷ��HolcimͶ��14Tree
����ѷ��HolcimͶ��14Tree ����SLS 3D��ӡ�������ϣ�
����SLS 3D��ӡ�������ϣ���������
- ��CNES����INTAMSYS�ۺ���FFF��������
- �����������ݲ��������Ե�����-��ֽ��״
- ������3D��ӡ��������Ӧ�ã��ⳡ�Ϸ�Ƥ��
- ��MIT��ͻ�ƣ�����뵼��Ҳ��3D��ӡ����
- ������ѷ��HolcimͶ��14Trees�ƶ�������
- ������SLS 3D��ӡ�������ϣ����´�ӡ���
- ��Elastium��LaLaLand�Ƴ�No-MMOQ���3D
- ��ͨ�켯�����۶�Ͷ������½����¹��״�
- ��3D��Դ�������ӡ��С�ܼ���ģ������ģ
- �����Ͷ�����ILT�о�3D��ӡ���ŷ��ⷢ��
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


