Ti-6Al-4V��˿�����ӻ��뼤�⸴�����������еĺ�����״���ƣ�һ��(2)
ʱ�䣺2022-01-30 10:14 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
2.ʵ�����
2.1. ���Ϻ�����
���ڻ�����߲ĵIJ���ΪTi-6Al-4V������˿��ֱ��Ϊ1.2mm������ijߴ�Ϊ300mm��200mm��7mm���ڳ���֮ǰ�����ȶԻ�������ĥ��Ȼ���ñ�ͪ��ϴ����ȥ���κα�����Ⱦ��ͼ1��ʾ�˻����ߵ�PTA������AMϵͳ��ʵ��װ�á�PTA��EWM Tetrix 552��Դ�����������Ӿ�ı������壨���٣�8 L/min���͵��������壨���٣�0.8 L/min����ʹ�ô�벡���AMV 4000�绡����������������ӻ���Դ���Լ�¼�绡��ѹ�͵绡������ʹ�ò���Ϊ1070nm�������Ϊ8kW��IPG���˼�������
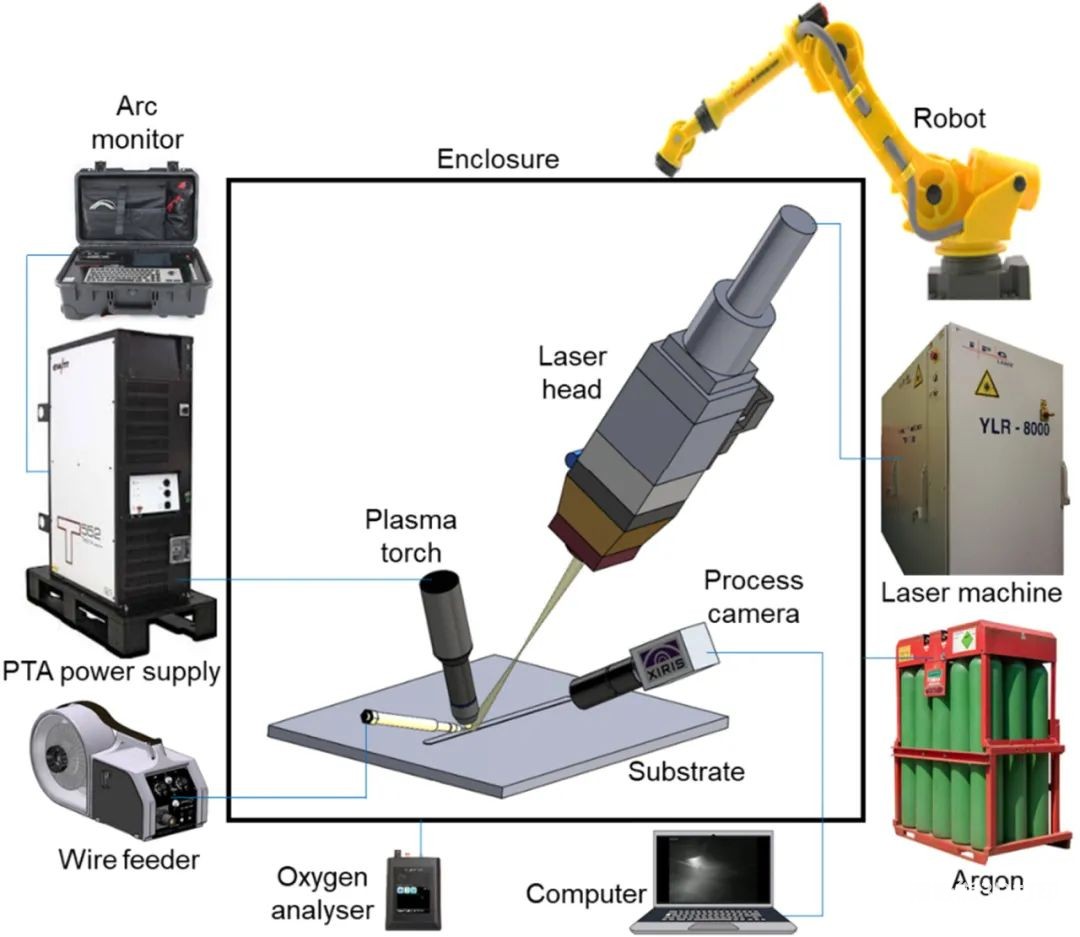
ͼ1 ��pta -�����ϵ������̵�ʵ��װ�á�
���о���ʹ�õļ�����ɢ���������뿪����λ�ã���ͼ2��������ͷ��б30�㣬�Է�ֹ���淴�䡣��������Dinse��˿���͵ġ�һ����װ�е����Ӿ�ͼ���ͷ��6��Fanuc���������ڿ��Ƴ���·����ʵ�����ô�벴�ɨ����������ǣ������н��С��ڳ��������У�ͨ��PurgEye 600������������֤��������е�����ˮƽ������500 ppm���¡���ֱ���ƶ�����װCMOS�����������Xiris XVC-1000�����Լ���۳���Ϊ�ͽ���ת�ƹ��̡�
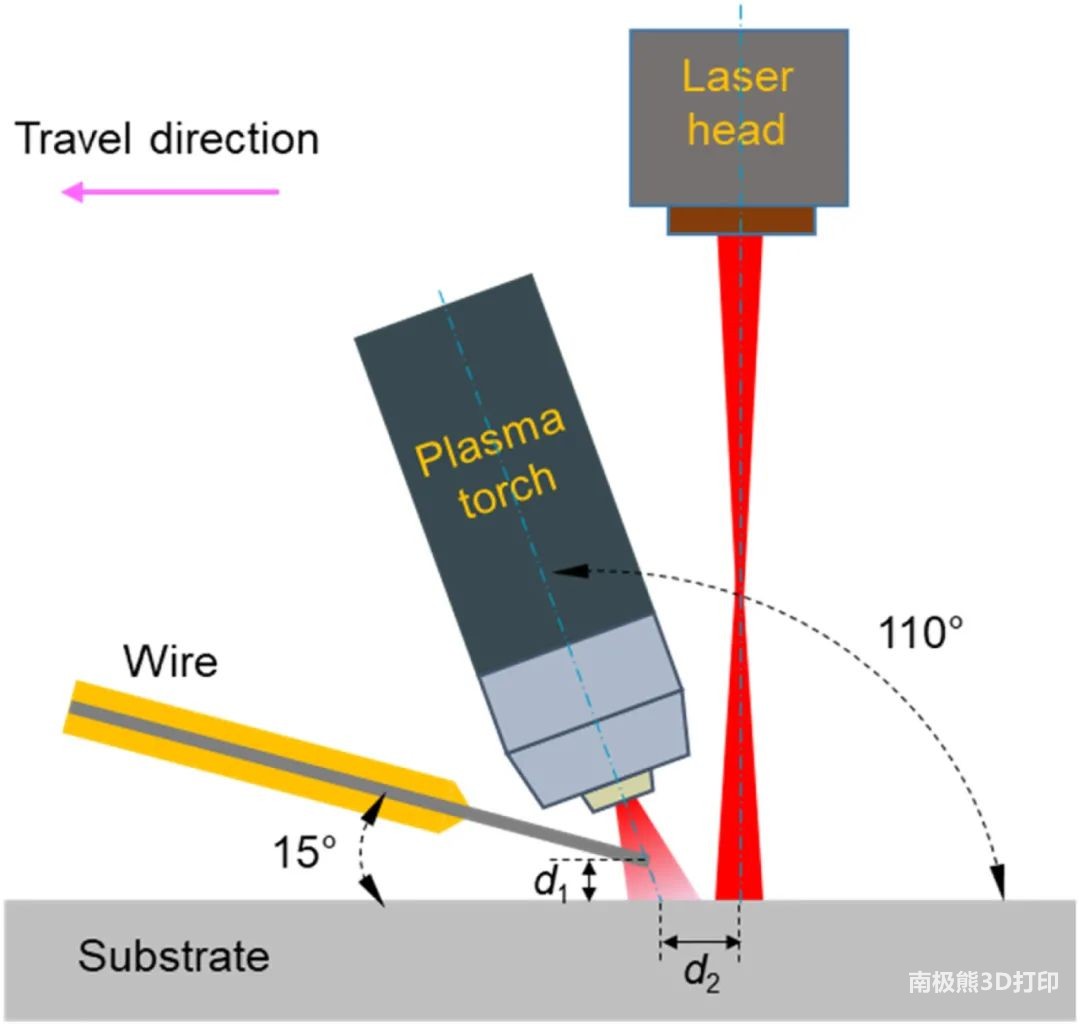
ͼ2 �������ڻ����ߵ�pta -������AM����(����ͼ)��
ͼ2ʾ���Ե���ʾ�˱��о���ʹ�õ����ã�����PTA������AM���յ���Ѳ��������������߹��չ���߳������ʡ������������У�������PTA���䣬����������PTA���档�����Ӿ�Ķ�λ���Ϊ8 mm�����Ϊ20�㣬��ȷ���������㹻��ͨ���������⼤�ⷴ�䡣��˿�Ƕ�Ϊ15�㡣����˺ͻ���֮��ľ��루d1��Ϊ2mm����PTA�ͼ�����֮��ķ�����루d2��Ϊ10mm��Ӧ���ᵽ���ǣ�����˿λ�ô��ڻ�ϳ������յ���ѷ�Χ�ڣ��Ӷ��ṩ�ȶ��ij������պ;��ȵ���״��
2.2. ����
̥Ȧ��״������������������̥Ȧ���ȡ�̥Ȧ�߶ȺͽӴ��ǣ��ȣ�����ͼ3��ʾ��ֵ��һ����ǣ��Ӵ��Ǿ����˳������ϵ���ʪ����ɢ�����ڻ����ߵ�AM���գ��ϵ͵ĽӴ�����ζ�Ų��Ͼ��и��õ���ʪ�ԣ��Ӷ����½ϵ͵ı��沨�ƶȡ��ڲ����о�֮ǰ�������˳������飬��ȷ����ͬ���ղ����ĺ��ʷ�Χ��Ȼ���ڵ�һ��ʵ���У��о��˼���ʶ�����״��Ӱ�졣�������㶨�����£�����ʴ�1ǧ�����ӵ�7ǧ�ߣ�����Ϊ2ǧ�ߣ����1��ʾ�����⣬��ʹ��PTA�Ҳ�ʹ���κμ���ij�����Ϊ�ο�������1����1����
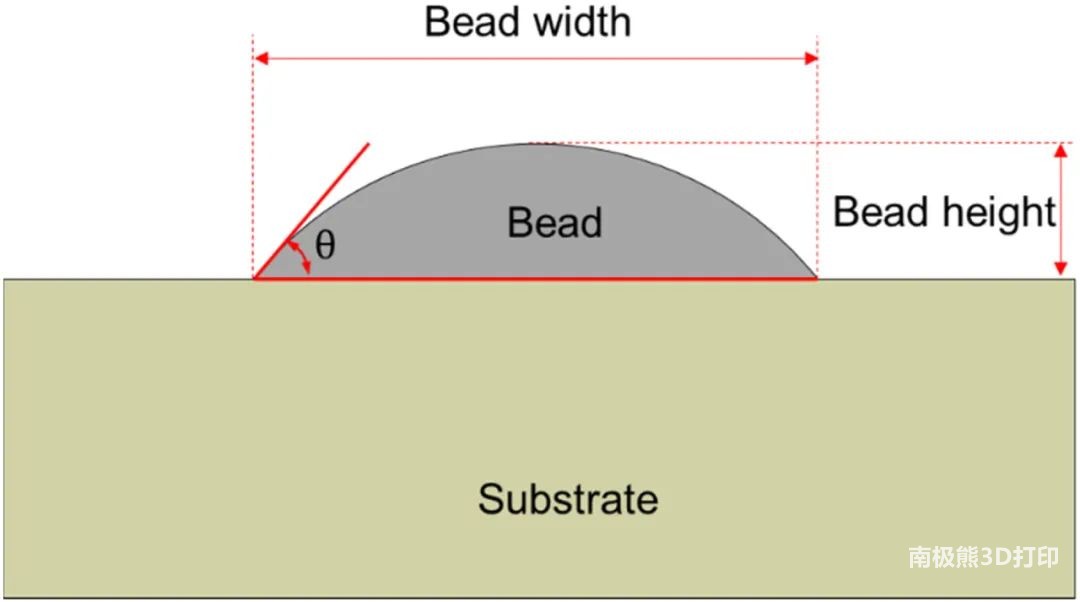
ͼ3 ��ʾ�������ȡ������߶ȺͽӴ���(��)�Ľ���ʾ��ͼ��
��1 ���ղ��������о����������Ժ�����״��Ӱ�졣
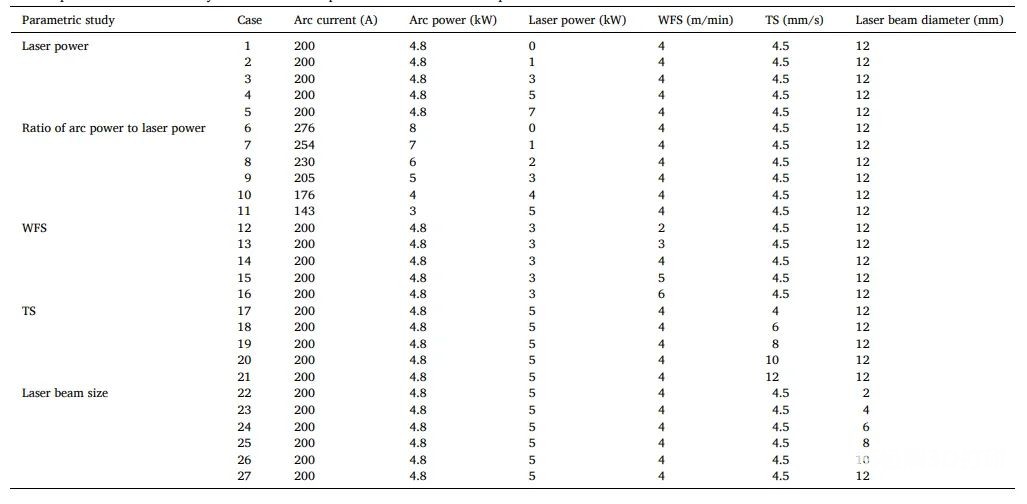
����һ��ʵ���У��о��˵绡�����뼤���֮�ȶԺ�����״��Ӱ�죨����6-11����1��������ʴ�0���ӵ�5ǧ�ߣ����绡���ʴ�8���ٵ�3ǧ�ߣ����ܹ�������㶨��8ǧ�ߡ�PTA����������Ǹ��ݵ绡�������������ӵ�ѹ�͵�������ġ�Ϊ���о�WFS��̥Ȧ��״��Ӱ�죬WFS��2 m/min���ӵ�6 m/min������Ϊ1 m/min������12�C16����1�������⣬Ϊ���о�TS��̥Ȧ��״��Ӱ�죬ͨ�����������������䣬TS��4 mm/s���ӵ�12 mm/s������Ϊ2 mm/s�����17�C21����1����
Ϊ���о��������ߴ�Ժ�����״��Ӱ�죬������ֱ����2�������ӵ�12���ף�����Ϊ2���ף�����22-27����1�������⣬�ڲ�ͬ�ļ�����½����˲�ͬ������ֱ����5��12��15.6mm���ij�����
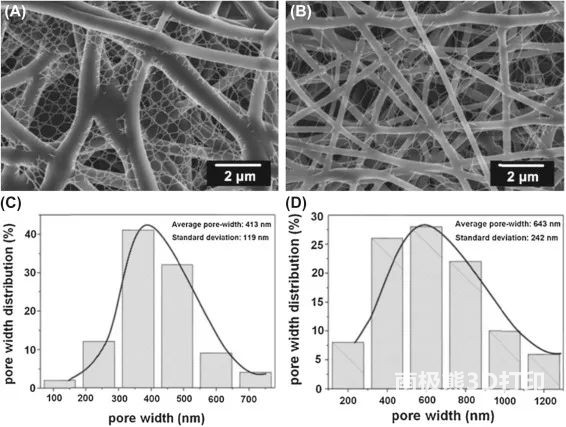
�ڣ�A��20�ͣ�B��40 kV��ѹ�»�õľ۰���/NaCl������Ĥ�ij�����ɨ���������ͼ��C���ͣ�D���ֱ���ʾ��A���ͣ�B������ʾ���������ֲ���ֱ��ͼ��
��ӵ�ѹ�Ǿ����˿�����е���Ҫ����֮һ���Ծ����˿������ά/��״Ĥ�Ľṹ������Ҫ�ĵ������á���ˣ��о���Ա����ӵ糡ǿ�����ά��������ṹ֮��Ĺ�ϵ�����˹㷺���о������Ǽ�������Ϊ�ϸߵĵ�ѹ����������������γɡ���PA-6��Һ�ĵ����������У������ˣ�2006���ó����ۣ�ͨ����ߵ�������ѹ��Ĥ���������ĸ������������ӡ���һ����ɹ�����������ӵ�ѹ�����ӣ�����������ǿ���´���Һ�ε��γɸ������ӣ��Ӷ��ٽ��ܼ������ͷ�ĭ������롣Hu���ˣ�2011�꣩���棬����PU�����������ڽϵ͵�ѹ��20 kV���ͽϸߵ�ѹ��40 kV�����Ʊ��������ŵ�ѹ�����ӣ���������������ά/���ߵ�ֱ����С���������Ŀ�������������ͼ��ʾ�����ң���һ��������ø��ߵĵ�ѹ����Taylor��ȫ������̵ĸ��߲��ȶ��������ͣ��Ӷ�������������Ľṹ�����ȶ������⣬������Ĥ�е���ȱ���ܶ�ͨ�����ŵ�ѹ�����Ӷ����ӣ�����������Ĥ��Ӧ�����ܡ�
���⣬����������������ͬ����״����ͬ�������ʵĶ�㵥���αڣ���֤����Ϲ����е�����״���Ը���������ij�����п��ơ�
������һЩ���Ӻ����������ڽ��к���桢�Ȱ�װ����ĥ�������Kroll�Լ���ʴ�̣���ʹ�����������۲������ԣ��������������������������ӵij�����ͬ��Ϊ120 mm�����ӳߴ��ھ�����ʼ��30 mm��60 mm��90 mm����������ʹ��ƽ��ֵ��Ӧ�ἰ���ǣ�ʹ��AxioVision������������������Ӵ��ǡ�
��Դ��Bead shape control in wire based plasma arc and laser hybridadditive manufacture of Ti-6Al-4V��Journal of Manufacturing Processes��doi.org/10.1016/j.jmapro.2021.07.009
�ο����ף�T. DebRoy, H.L. Wei, J.S. Zuback, T. Mukherjee, J.W. Elmer, J.O.Milewski, et al.
Additive manufacturing of metalliccomponents �C process, structure and properties��Prog Mater Sci, 92(2018), pp. 112-224, 10.1016/j.pmatsci.2017.10.001
(���α༭��admin)

��һƪ�������ĩ���ۺ���������ȱ�ݽṹ��������ͼ��1��
��һƪ���������ʵĴ���������̣����ͽ���ƫ��Ƭ�����������´�ͳ��̻�3D��ӡ
��һƪ���������ʵĴ���������̣����ͽ���ƫ��Ƭ�����������´�ͳ��̻�3D��ӡ
 CNES����INTAMSYS�ۺ���FF
CNES����INTAMSYS�ۺ���FF ���������ݲ��������Ե���
���������ݲ��������Ե��� ����3D��ӡ��������Ӧ�ã�
����3D��ӡ��������Ӧ�ã� MIT��ͻ�ƣ�����뵼��Ҳ
MIT��ͻ�ƣ�����뵼��Ҳ ����ѷ��HolcimͶ��14Tree
����ѷ��HolcimͶ��14Tree ����SLS 3D��ӡ�������ϣ�
����SLS 3D��ӡ�������ϣ���������
- ��CNES����INTAMSYS�ۺ���FFF��������
- �����������ݲ��������Ե�����-��ֽ��״
- ������3D��ӡ��������Ӧ�ã��ⳡ�Ϸ�Ƥ��
- ��MIT��ͻ�ƣ�����뵼��Ҳ��3D��ӡ����
- ������ѷ��HolcimͶ��14Trees�ƶ�������
- ������SLS 3D��ӡ�������ϣ����´�ӡ���
- ��Elastium��LaLaLand�Ƴ�No-MMOQ���3D
- ��ͨ�켯�����۶�Ͷ������½����¹��״�
- ��3D��Դ�������ӡ��С�ܼ���ģ������ģ
- �����Ͷ�����ILT�о�3D��ӡ���ŷ��ⷢ��
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


