Ti-6Al-4V��˿�����ӻ��뼤�⸴�����������еĺ�����״���ƣ�һ��
ʱ�䣺2022-01-30 10:14 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
ժҪ
��������ת�ƻ���PTA��-���������������������߳������ʺͽ�����״�Ĵ��ͽ���������DZ�����ڴ˹����У�����������ÿ����������Ļ�����������ˣ�������״���ƶ��ڲ�ͬ������״�ij���������Ҫ��Ȼ�������ͨ�����ݸ��ֹ��ղ���������̥Ȧ��״�Բ�������ڱ��о��У�ϵͳ���о��˲�ͬ���ղ�������������ʡ�PTA�ͼ���֮��������ֲ�����˿�ٶȡ��ƶ��ٶȺͼ������ߴ�Գ������̺�����״��Ӱ�졣
������������Ϲ��յ���Ѳ����ƶ��ǣ���˿��PTA��ȫ�ۻ����۳��ɼ�����ƣ��Ӷ�������õ���״���ȶ��ij������̡�������������ľ�仯������ʺ��ƶ��ٶȶ�����״������Ӱ�졣��˿�ٶȵ�Ӱ���Ϊ���ӣ�̥Ȧ����������ӵ����ֵ��Ȼ��������˿�ٶȵ����Ӷ���С���������ߴ�Ժ�����״��Ӱ���С�������ڸ߹����ܶȵ��µIJ��ȶ����̣���С�ļ������ߴ�ᵼ�º�����۲������⣬������˻�Ϲ����е�������״���Ƴ���Ϊѡ��ͬ�Ĺ��ղ����Ի�������������״�ṩ�˲ο������������Ķ�㵥ͨ����֤���˸÷����Ŀ����ԡ�
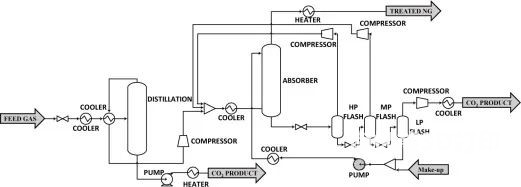
���(��������+��������)�������̡�
�磬��Ϲ���(��ͼ)����˫�����CO2����+ Selexol��������(Ross��Cuellar, 2010)������ͨ����t����CO2�������͵�20 mol%������ȥ�����裬�Լ�ͨ���������յ�DEPG��ɵ����һ����
1.����
�봫ͳ�ļ����ͳ������췽����ȣ��������죨AM�����ڴ��������˷Ѳ��ϡ���Խ϶̵Ľ������ڡ�����ģ����ģ���Լ��ϸߵ��������Զ����ܹ�ע���ڽ���AM�У���ĩ�����˿ͨ������ԭ�ϣ��ɼ��⡢��������绡��Դ�ۻ����ڲ�ͬ��AM�����У�����+�绡�������죨WAAM����߳ɱ�Ч�棬��Ϊ���ߵijɱ����ڷ�ĩ���绡��Ч�ʸ��ڼ���͵���������������ڸ߳������ʵĴ��ͽṹ�����ij������ڻ��ڵ�����ת�ƻ���PTA����WAAM�У��ѵĵ��ͳ�������Ϊ0.4�C1.2 kg/h������ʵ�ָ��ߵij������ʣ����Եͱ�������Ϊ���ۣ����´���������Ҫ���ӹ���
(a)�ų�����ϸ��ӹ��Ĺ���ԭ��( Heinz, K.; Kapoor, S. G.;
DeVor, R. E.; Surla, V. AnInvestigation of Magnetic-field-assisted
Material Removal in Micro-EDM forNonmagnetic Materials. J. Manuf. Sci.
Eng. 2011, 133, 021002 (9
pp);(b)����ϸ��ӹ�������;(c)�ų�����ϸ��ӹ������棬�ӹ�������(b)��ͬ��
��Ϲ����漰ϸ��ӹ��ʹų������ĸ�����ϣ��Ա�ͨ�������мȥ���ʺʹ�����������Ƽӹ����ܡ�����ݺ�Ⱥ�/��ä��������ϸ��ӹ���ص�����֮һ�����Գ�ϴ�ӹ�������м����Щ��м����ͨ�������绡�Ͷ�·���²��ȶ��ļӹ��������ʹ�����Ⱥͱ���������Ϊ�˽����Щ���⣬��ϸ��ӹ������������˴ų����Ը�����мѭ����ʵʩ��ֱ�ڵ缫��ת���Ĵ��������������ڼӹ���������Ч�ؽ���м�Ƴ��ס��ų�����ϸ��ӹ��е�ĥ���ܵ�����������������������ͨ����������������ʸ����ӣ���������м�����ϵĺ������������ڽ���м�����ӻ������������Ӷ���ӹ��ȶ��Ժ�MRR�����ٵ���ĥ�𣬲��������ϸ��ӹ����ܡ������ƵĹ��������£��봫ͳϸ��ӹ���ȣ��ų�����ϸ��ӹ����Բ������ߵij����ȿס��ų���Ӧ��������ϸ��ӹ��еļ�϶��࣬��Ϊ�����˼�϶�����м���䡣���ڴų���Ӧ�ã���м���������ǿ������MRR���ӡ���ͼ��a����ʾ�˴ų�����ϸ��ӹ���ʾ��ͼ����ͼ��b���ͣ�c����38����������ų�����ϸ��ӹ������ݺ�ȵ����ӡ�
��PTA������AM����ʾ���������и߳������ʺͽ�����״�Ĵ��������DZ�����������������Դ���ŵ㣨��PTA�ĸ�Ч�ʺͼ���ĸ߾��ȣ���������ʾ����PTA��������ձ�����������ơ����磬��PTA����������ȣ���ϳ��������γ�С�Ŀ����Խϵͣ����뼤�����������ȣ��������ʺ��չ���ϸߡ����⣬�������������Ƴ������ʺ�����״�����ǵ���Դ����ʵ�ֵġ��ڳ��������У�������������С�Ļ�����Ԫ���������˳�����������ձ��������ͳߴ羫�ȡ���ˣ��˽ⵥ�����ղ������Ӱ�캸����״�Լ����ʵ��Ŀ�꺸���ߴ���������Ҫ�ģ��Ա�ʵ��һ���ɿ��Ĺ��գ��Գ������ּ�����״��
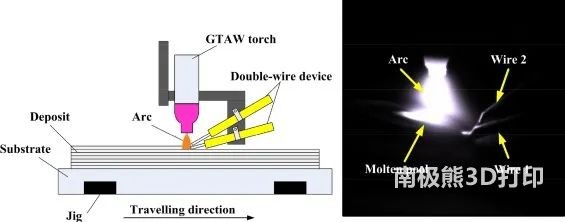
D-WAAM���̵ij���ģ�͡�
�뵥�߲�ͬ + �绡������������У�������˿ͨ��������˿����˫˿װ���ڵ绡ǰ����˿����˫˿���ۻ��������۳� + �绡�������칤�գ�����ͼ��ʾ��ͭ��þ�ĺ�������ͨ��������˿�ٶȣ�WFS�������ڡ�
���绡-������AM������δ�õ��㷺�о�����ĿǰΪֹ�������ʹ�õ绡-��������Դ�ĺ�����״�����о��������ں���Ӧ���ϡ�Ȼ�����ڻ�Ϻ����У�������ͨ�����������������˼�����С�������Խ�С�Ĺ����ߴ����С�Ȼ�����ڻ��AM�У����������ṩ����������������ۻ�����˿����չ�۳�ʱ֧�ֵ绡����ˣ��ڻ��AM�����У��������Ƹ�Ϊ���ʡ����⣬�ڴ�����Ϻ�������£���AM������ȣ�������亸˿�����ҪС�öࡣ��ˣ����Ӻ�AM֮��IJ�ͬʵ��Ҫ���²�ͬ����ѹ�������������ζ���ڻ�Ϻ��ӹ����л�õĽ�����ܲ������ڻ��AM���ա���������֪����û�й��ڵ绡������AM��������״���Ƶ�ϵͳ�о����档
�ڻ��ڵ��ߵĵ绡��AM�����У��Ѿ��кܶ�������ڿ�����������⡣Dinovitzer�����о��˲�ͬ���ղ�����������˿�ٶȣ�WFS�����г��ٶȣ�TS���͵��������ټ�����绡��GTA�����������к���������״��Ӱ�졣���ǵó����ۣ�����WFS�����ӣ�̥Ȧ���ȼ�С����̥Ȧ�߶����ӡ�TS��̥Ȧ���ȵ�Ӱ��ϴ���̥Ȧ�߶ȵ�Ӱ���С�����⣬������������������Ӷ����ӡ�����������������Ĺ����㷨��Ҫ�˽����ա�
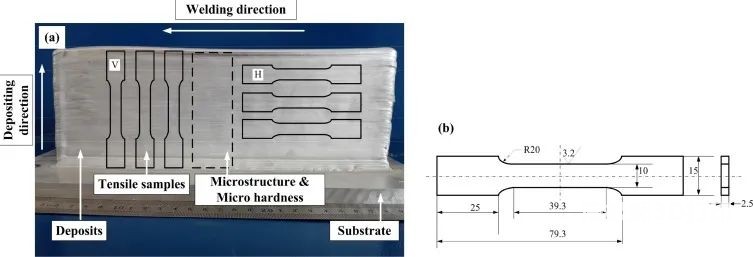
(a)ÿ��ǽȡ��λ��;(b)���������ߴ硣
����ͼ����ÿ��ǽ������(15 mm)�������������ڱ��в���������֯����Ӳ�����顣�ڴ�ֱ�����ϣ���ǽ���м䵽�˲��Ⱦ�ȡ����������������ÿ��ǽ�Ķ�������������ȡ3��ˮƽ��������������������������������ӹ�����ͼb��ʾ�����û������������(SANS 5504)����1.5 mm/min���������½��������������顣����ά����Ӳ�������(FM800)����1.96 N�غ��£�����15 s����Ӳ�ȡ�Ӳ�Ȳ��Դ�ÿ��ǽ�ײ�50 mm��ʼ���ش�ֱ�����0.5 mm����30����Ӳ�����顣
Ȼ���������ǵ��о��У�ѡ���Ĺ��մ��ڷdz�խ�����磬������Χ��Ϊ50��59 A����Martina���˶��ѵ�PTA���������˸���Χ�IJ����о������磬������ΧΪ120��300 a�������Ƿ��֣���Ч�ڿ����ŵ��������Ӻ�TS�Ľ��Ͷ����ӣ�����߶�����WFS�����Ӻ͵����Ľ��Ͷ����ӡ����˻��ڵ绡�ij��������⣬���о��˼���˿���������е�������״���ơ�Schulz���˲��ð������������˹���ͼ�����о�����˿������������ΪWFS������ʺͼ���ǿ�ȷֲ������ĺ������ȣ�������˻��ڵ绡�Ĺ��������������ƽ����
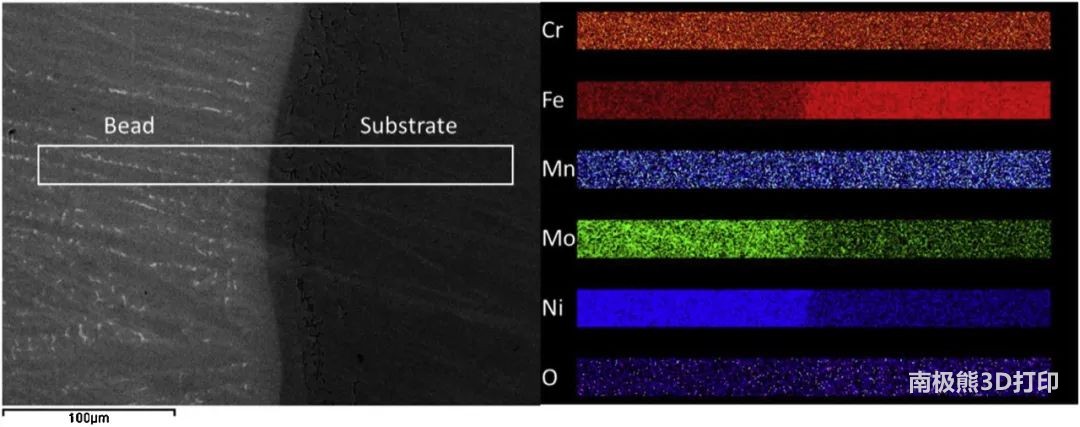
ͼA ����-��������Ԫ��ɨ�����������ʾ�ĺ�������
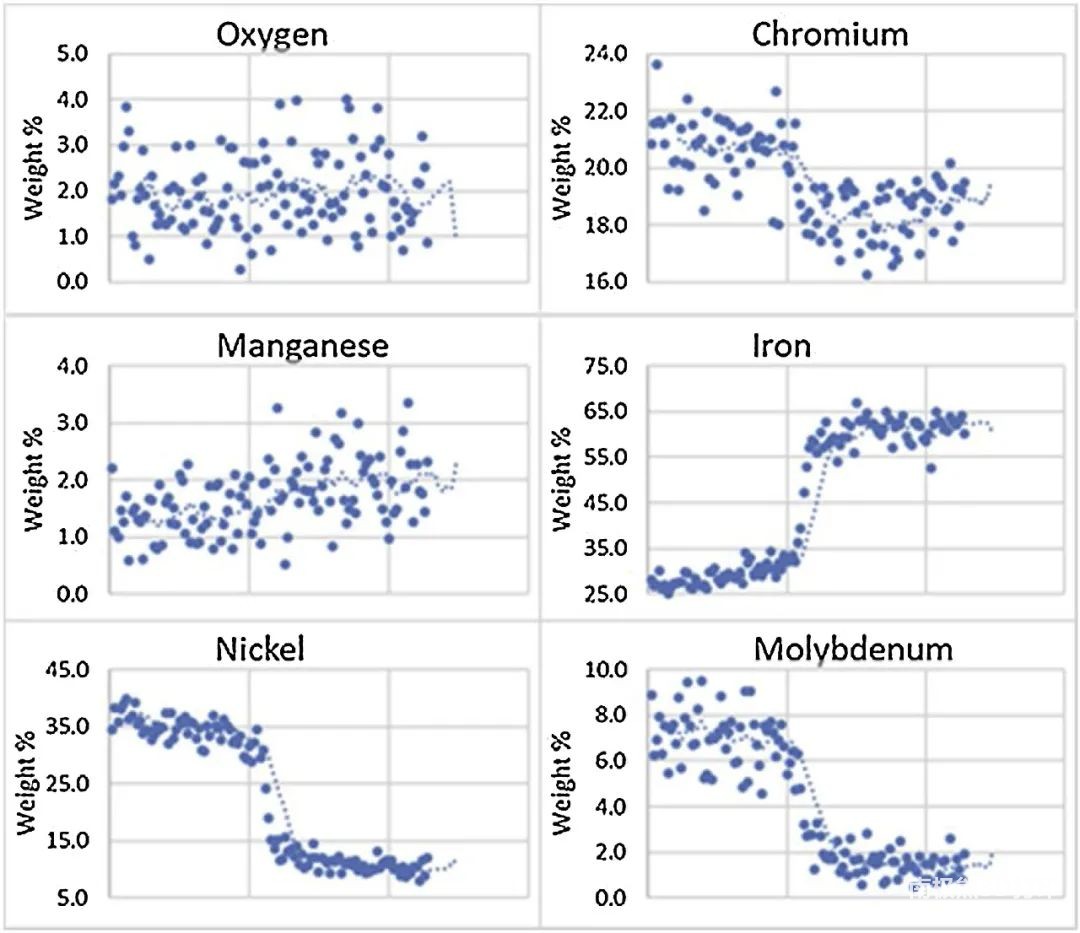
ͼB ��-������Ķ���EDS������������ͼA�б�ǵķ�����ͬ����
��������ɫɢx��������(EDS)�����������۲��˻�������֮����ɢ���ijɷֱ仯����ɫ��ͼ��ͼA��ʾ��˵���˽����м���Ԫ�ص�Ũ�ȡ����⣬�������˶���ɨ�裬�õ�����ͼB��ʾ��ͼ�Ρ���������������������Ԫ�ص�ͼ���������ʶ�������
���⣬���ǻ�����˵���ù��ն�WFS��TS�ı��ʷdz����У��ͱ��ʻᵼ��Һ�ε��γɺ��յIJ��ȶ��ԡ�Abioye���˿�����һ������ͼ������Ԥ�⼤��˿���������еĹ������Ժ��鼸����״�����ó������������WFS��TS�ͼ���ʣ������������ԣ��Ӵ��ǡ������ݺ�Ⱥ�ϡ�ͱȣ�֮��Ĺ�ϵ��Mok�����о��˼���ʡ�TS��WFS��̥Ȧ��״��Ӱ�죬������̥Ȧ������Ҫ�ɼ���ʾ�������TS��̥Ȧ�߶ȵ�Ӱ��ȼ���ʸ�Ϊ������
��Ҫ�Ի����ߵ�PTA������AM���ս������ƵĹ�������ʵ�ָ�������������������״��������֪��WFS��TS�ǿ���̥Ȧ��״��Ҫ���ǵ�������ؼ��Ĺ��ղ��������⣬�ڻ��AM�����У�PTA�ͼ��ⶼ�ṩ�������������ڽ���˿���ۻ����۳ص���չ����ˣ���Ҫ����������Դ��Ӱ�졣Ȼ������������Դ�в�ͬ�Ĺ�����Χ�����磬��PTA���������У��ڸߵ绡ѹ������ĸߵ���ˮƽ�¿��γ�С�ף���ɵ���ȱ���γɣ������ڼ���Ĺ����й���Ĺ����ܶȿɵ����������۳ز��ȶ�����ˣ���PTA�����ϳ��������У����ڸ������ܹ������룬�����ȶ��Ժ�����״�����ݵ绡�����뼤��ʵı��ʶ��仯��Ȼ������Щ�������Ӱ��������̺�����״�в���������⣬����Ҫ�ƶ�ѡ��ͬ���ղ����ij���Ϊ��Ϲ����е�̥Ȧ��״�����ṩ�ο���
���о�ϵͳ���о���Ti-6Al-4V��PTA������AM�����в�ͬ���ղ�������������ʡ��绡�����뼤���֮�ȡ�WFS��TS�ͼ������ߴ��������״�γɵ�Ӱ�졣Ŀ�����˽�ÿ�����ղ����Գ������պ�����״��Ӱ�죬���ƶ����ղ���ѡ��������ڻ�ϳ���������ʵ��Ŀ������״��
(���α༭��admin)

��һƪ�������ĩ���ۺ���������ȱ�ݽṹ��������ͼ��1��
��һƪ���������ʵĴ���������̣����ͽ���ƫ��Ƭ�����������´�ͳ��̻�3D��ӡ
��һƪ���������ʵĴ���������̣����ͽ���ƫ��Ƭ�����������´�ͳ��̻�3D��ӡ
 CNES����INTAMSYS�ۺ���FF
CNES����INTAMSYS�ۺ���FF ���������ݲ��������Ե���
���������ݲ��������Ե��� ����3D��ӡ��������Ӧ�ã�
����3D��ӡ��������Ӧ�ã� MIT��ͻ�ƣ�����뵼��Ҳ
MIT��ͻ�ƣ�����뵼��Ҳ ����ѷ��HolcimͶ��14Tree
����ѷ��HolcimͶ��14Tree ����SLS 3D��ӡ�������ϣ�
����SLS 3D��ӡ�������ϣ���������
- ��CNES����INTAMSYS�ۺ���FFF��������
- �����������ݲ��������Ե�����-��ֽ��״
- ������3D��ӡ��������Ӧ�ã��ⳡ�Ϸ�Ƥ��
- ��MIT��ͻ�ƣ�����뵼��Ҳ��3D��ӡ����
- ������ѷ��HolcimͶ��14Trees�ƶ�������
- ������SLS 3D��ӡ�������ϣ����´�ӡ���
- ��Elastium��LaLaLand�Ƴ�No-MMOQ���3D
- ��ͨ�켯�����۶�Ͷ������½����¹��״�
- ��3D��Դ�������ӡ��С�ܼ���ģ������ģ
- �����Ͷ�����ILT�о�3D��ӡ���ŷ��ⷢ��
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


