�����ĩ���۱䣺���������ϡ����ܺ�ȱ���Լ���ֵģ�������������5��
ʱ�䣺2022-09-14 13:55 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
6.2.��϶��
����LPBF����������ĩ����ȫ�ۻ�����˻�������ȶ����۳ء����⣬���û��ѡ���ʵ��IJ��������ܻ��������ȱ�ݣ����϶�ȡ�LPBF�������γɵĿ�϶���������ͣ��ۺϿס����������ס��ڼ��������ܶȲ���ĵط��γ��ۺϿס���һ���㵼�������Բ�����Ѿ��ۻ������̵IJ�Ķ��㲻�����ۻ���������²�Ľ�ϲ�������ˣ������ϣ�����ص���dz��������Ҫԭ�ͼ��������ܶȡ����ʡ����ٶȡ���ɨ��ռ�ʹ����������ȱ�ݡ���Щ��϶��Ҫ�ܹ��ղ������ƣ������ز�߽�IJ��ֻ���ȫ�ۻ���Ӱ�졣��Щ��϶��Ҫ�������Բ�������Ϊ��������
�෴���ڼв�֮�����������ɽ�ϵ������У��ÿ�϶��������С�����ۺϿ�Ҳ�Ƿ�ĩ֮�䲶�������Ľ��������Щ�����ݳ�ʱ�������γ�Σ�յ�ɨ��·�������Ź��̵ļ��������ſ�ǻ���γɣ�������������ѹ��ƽ�⣬����Һ��̮����������϶��
���һ����������ص���ȱ�ݣ����кܴ�Ŀ��ܲ���������Ӧ��������һ���г������������������ܲ���ܶȵ͡�������㹻�ľ������������Ե����ڽ�������������۳ص����������������ٶȽ��������������϶�������ٿ�϶�ʡ����������£���ˮ�ʷdz��ߣ�����������Һ�����е��ܽ��ˮƽ��ͬ����ˣ�Ϊ�˼�����϶�ʣ��ڽ���������Ӧ��֮ǰ��Ӧ��ָ������ۡ���ĩ����Ԥ��Ҳ�а�������Ϊ�۳��е����ܽ�ᵼ�����صĿ�϶�ʡ�LPBFed Ti6-Al-4V����Ŀ�϶��ͼ36��ʾ��
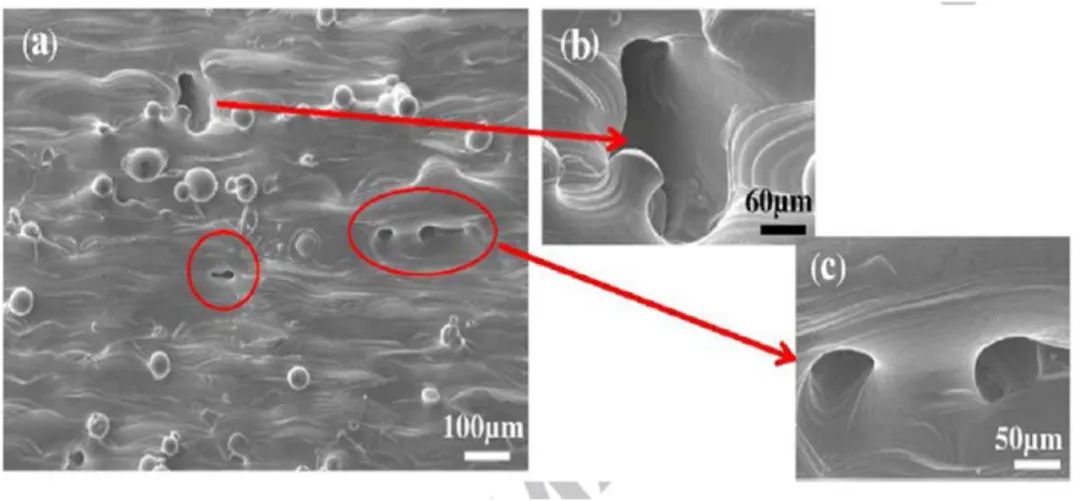
ͼ36 ��a��LPBFed Ti6-Al-4V����Ŀ�϶����b�����ſ�϶�ķŴ�ͼ��ͣ�c����Ѩ��϶�ķŴ�ͼ��
6.3.����ֲڶ�
����ͨ��LPBF��������������������������һֱ���ܹ�ע����Ҳ��AM�����е�һ����ȱ�㡣�ڸ���AM�����У�DED�ڱ�����ȷ��������ã������LPBF��Ȼ����EBM����ָ������ɱ���ֲڶȵ���Ҫԭ�������ڴ�������Ĵ��ںͲ������ڷ�ĩ����������ճ�������µ���������LPBF����һ����δʹ�õķ�ĩ�Ӳ��뿪���������ʼ�����ڷ�ĩ�������С���Щ�������п���ճ����������档��ճ���ڱ����ϵĿ�������Ĵֲڶȵ�ƽ����С�������ĩ��ֱ����ͬ��
�����۳������ڲ��ı��������ݶȣ����۳����γɵ�С���������۳ص����ܡ�Ȼ���Ե���̣����±���ֲڡ���ˣ�����ͨ���ṩ�������ܶȡ����ٶ��µĸ���ʡ��Ͳ��ȺͲ��ʵ���ͼ������������ٱ���ֲڶȡ����⣬��ߴ����������ȫ�ۻ�����ˣ��������������������Ƚϵ͡�
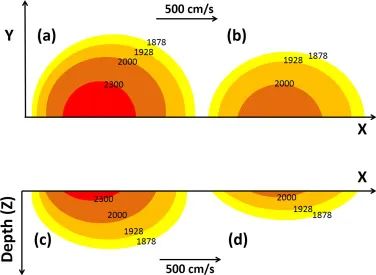
��500 cm/s�ĺ����ٶ��£�DLD�ڼ��۳ص��¶ȵ�ֵ�ߣ�a��-��b������XY��������ƽ���е���״���ƣ���c��-��d������ʾ��ͬ�۳���ȵ���ӦXZ�����棩ƽ��ͼ��
6.4.���ƺͲ���Ӧ��
��LPBF�����п���ʶ���������Ҫ�����ơ���Щ�������ƺ������ơ�������Ҳ��Ϊ�������ƣ�ͨ���������̹��̵����Ρ���������Ҫ���������̹���������Ĺ���ṹ���ζ��γɵġ����⣬Һ�������еĶ���������ܻ���������ơ�
�ṹӦ������������ڼ䲿�ַ�����������Ͷ������ġ�������ڲ��IJ���Ӧ����������Ӧ��ʱ������������λ�����������ͷ�Ӧ����LPBF���ֵĿ��ѷ�Ϊ�����֣�Һ�����Ѻ����̿��ѡ������IJ��������������������������ѭ�����������������ǻ���/�ĵ��¶Ȼ���ǰ�̻��IJ�Զ�������ۻ��IJ㡣��ˣ��²����������ǰ����IJ��ö࣬���Ҹò���Ҳ�������谭���²��ѹ������������̺Ϳ����ڼ������ۻ������γ�Ӧ�����������̿��ѡ�Һ�����ѷ����ڲ����ۻ���ĩ����������Щ�����ټ��ȵ���ijЩ�����ۻ����ر��ǵ��۵�̼����������ȴʱ����������������Щ�������£��ۻ���̼����䵱����������λ�á�
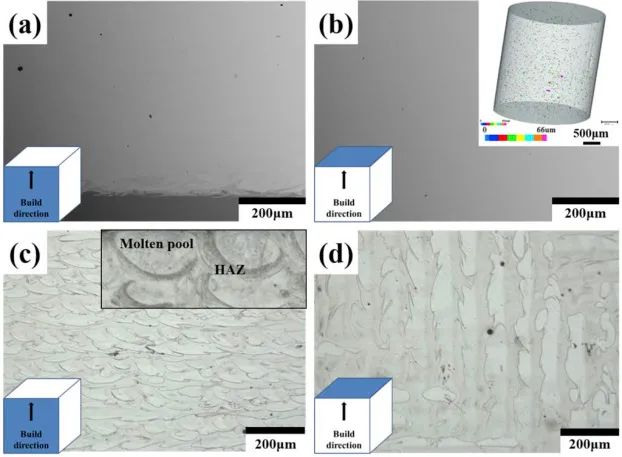
��a�Cb���ֱ�Ϊ3DӡˢZr��BMG��SEM-BSE����Ƭ�IJ���ͼ����ͼ����b���еIJ�ͼ��ʾ�˿�϶�ķֲ�����c�Cd����ʴ���3Dӡˢﯻ�BMG�IJ���ͼ����ͼ����ͼ��ʾ���۳غ���Ӱ������
6.5.�Ͻ�Ԫ�ص���ʧ
�ӷ��Խ�������Ҫ��Mg��Zn��Al�ȣ������¶ȷdz��ߣ����״��۳�������������������Ӵ�ʱ����ЩԪ�صĸ�����ѹ�͵ͷе㵼�����������۳ص��¶�Զ����Ԫ�صķе㡣��ЩԪ�ص������ı����������������ɣ����ı��˻�е���ܡ��ı��������Ҫ���۽ṹ��ǿ�ȡ���ʴ�ԡ������쳤�ʡ�
�������������۳ع��ȶ������ġ���ˣ�����������£����������ܶ���һ����Ҫ���ء����������۳صIJ��ȶ��Ժͳ�������ɵı仯������Ҳ���۳����γɷ���ѹ��������ѹ���ƿ���������Һ�壬������һ�ֳ�Ϊ������ЧӦ����ȱ�ݡ���������������������ܶȽ��ͣ���Ϊ�������˿�϶�ʡ��Ѿ������˲�ͬ��ʵ�����۲�ijЩԪ�ص���������LPBF�´���TiAl��Ʒ���۲쵽����������ʧ��Cu-4Sn��LPBFed����������������ʧ��������������Ӱ�����ܲ���������켣�IJ��ȶ��ԡ����ǿ��Կ�����������ʧ��ͨ������۳��¶Ⱥͼ��������ܶȣ����Խ�����С�������ǣ����ڵ������ܶȽ�����Ԫ�ص���ʧ����������������IJ������ԣ������ܵ�������ƫ����������Լ���
6.6.�����������
������ļ����Dz��ɱ����ȱ��֮һ����Ҳ�ή����������������ܡ������ǰһ���ϴ���������㣬���������³����IJ��ϡ����ڼ����ܵ���������Ӱ�죬����Ҳ��������������ָ�����Ͻ�Ԫ����������һ�μӹ��ڼ佫�����������۳ء��Ѿ��۲쵽�����κ����Ͻ�������ijЩԪ�أ���Si��Mg����ı��γɵ�����������ʡ������о���Ա����Ѱ�ҶԿ����Ͻ������Ľ����������Ϊ���������кܴ����������ʹ�ڵ���Ũ����Ҳ���γ������
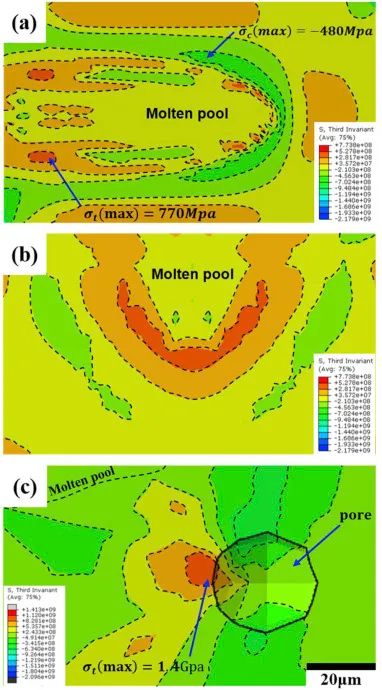
��a�Cb���ֱ�Ӳ���ͼ����ͼ���۳���Χ����Ӧ������������Ԫģ�⣻��c��Ӧ�����з������۳ظ����Ŀ�϶�С�
6.7.AM�����ļ���
����ƣ�ͼ�������ġ������ԡ���һ�������ս��������������в������۽ṹ��ȱ��ֱ����ء�������ϲ�ɨ����̽��ر����������Ӽ��νṹ�еĶϲ������Ч����֮һ���Ѿ����������������������ʹ�ü�ֵͳ�Ʒ���X����CTɨ��������ŵ�����ơ�
���о�ʹ����ʱͬ������X������������ϲ�ɨ�裨SR-CT������LPBF�����AlSi10Mg������250��Cԭλ����-����ѭ���غ��£�180-38000��ѭ����������ƣ�������ڵ������ۻ���������ѭ��ƣ�ͻ����£�Patriarca�����ṩ��һ��ȷ�����Ӧ�����������ϵĸ��ʷ�������Щ��������ȷ�����ϲ�����ƽ��ֵ�ͱ仯��Ȼ�����������ؿ���ģ�⣬������Ŀ��ʧЧ������ȷ�����Ӧ�������о�������ȷ����ȫԣ�ȣ��ð�ȫԣ����ȡ����Ӱ���е���������ۻ���Ԫ���Ĺ��пɱ��ԡ�
7.��ֵ��ģ���Ż��ͻ���ѧϰ����
7.1.���ȷ����Ŀ��Ʒ���
Shiva���˲����˴��ȷ�����һ����ԣ��������ڸ�˹�ֲ��½��У����һ����������ڶ����ͷ����������ʧ��˲̬�ȷ�������ȷ�������Ϻͷ�ĩ���ϳ������ϵ�ÿ���ض�����¶���ʷ��
7.2.LPBF���̵���ֵģ��
AM�����˴���ƿ�ʼ������Ͷ��ʹ���Լ���������Ĺ�����ʽ�ı仯��AMͨ�����ͳɱ������츴�Ӳ�����ʹ������ҵ�����˸����Եı仯������Ʋ����У����ʦ������г������µ�����������������Ԥ��ʹ���ض�������������������Ժ����ܡ��������ڼ��ٳɱ���ʱ�䡣�����ּ�����Ҫ���κ����������ӡˢ�����з���������������������ϸ���˽⡣��Ҫ�ϰ�������������������֮��Ĺ�ϵ�������������϶��졣LPBF������㷽��������������������ۻ���ĩ���γ�3D��������ڿ��Կ϶���˵���������ӵĹ�����Զ������ȫû��ȱ�ݡ����������ٵ���ս������ȱ����С�IJ�Ʒ�������Ż����ղ�����
�о���Ա���ڿ����Ż����ղ������·���������ֵģ�⡣ͨ��ʵ������ʮ����������Ľ����Ż����ղ����ĵ�����Ҫ������ʱ�����Դ����ֵ��ģ����Ҫ�ŵ��Dz���Ҫ�κ�������Ʒ�������о�����ˣ���ʡ��ʱ�䡢ԭ���Ϻͳɱ�������ģ��֮һ���Ȼ�еģ�ͣ����п�������������ʷ�Ͳ���Ӧ����������֪������ʵ����Ż��DZ�Ҫ�ģ�����ֵ��ģΪ�о���Աͨ���κθ��ӹ�����������ṩ��һ���ȶ��Ŀ��ˡ����������ڽξͶ����˸ù��̣����ڿ����Ż��ù����Ի����ѽ����
���������о���Ա���о��ģ�LPBF�����е���������Ӱ�������Ʒ���Ե���Ҫ����֮һ��Ȼ�������ݲ�����Ŀ�꣬�ڲ�ͬ���о���ע���һЩ�仯��Tan������LPBF��ʹ���˼��������������˹�ֲ����Գơ����⣬���ƶ����˹����ɨ����н�ģ�����˽⾭��LPBF�Ĺ���ģ���е��¶ȷֲ��������������о������У�����Դ���ո�˹�ֲ���ģ����LPBF�У���������ͨ����Ϊ�����ߵ��ض������䣬�����н�ģ�Ը��Ƽ������ĺ���Χ����ǿ�ȡ�
(���α༭��admin)

��һƪ�������ĩ���۱䣺���������ϡ����ܺ�ȱ���Լ���ֵģ�������������4��
��һƪ��3D��ӡ�Ƿ���°��������ȷʹ�ã�ѧУ���ѡ��3D��ӡ����
��һƪ��3D��ӡ�Ƿ���°��������ȷʹ�ã�ѧУ���ѡ��3D��ӡ����
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


