������������Ķ��Ѻ�ƣ��(7)
ʱ�䣺2022-07-06 13:05 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
7.2.3. �������ºϽ�
Ganesh�����о���LB-DED Inconel 625��FCG��Ϊ�������ڽϵ͵�Ӧ��ǿ�ȷ�Χ�£�FCG��Ϊ���Ե���������ͬ�࣬����m Ϊ~ 3.2����̬״̬�£���û�й۲쵽���졣����ֵFCG�����ں��������չ�������״��Ƭ�ϡ���Щ�Ͻ��һ�����������ǣ�����������ȴ�����ϸС�ķ�ƽ��Laves������������֦����������Щ������Ϊ��Խ����IJ�λ���������������������ѣ������ܴٽ�����ֵ�����FCG��
Konečn�����˱����ƣ�����κϽ���ȣ�LB-PBF Inconel 718�ڽ���ֵ�����FCG����ϵͣ�������������͡�����֯��ϸ�Ͳ���Ӧ������ǰ���о���������ĺ�������ͨ���������ı���ЧӦ���������Ƽ��λ���˶�����������ǿ�����ھ�����
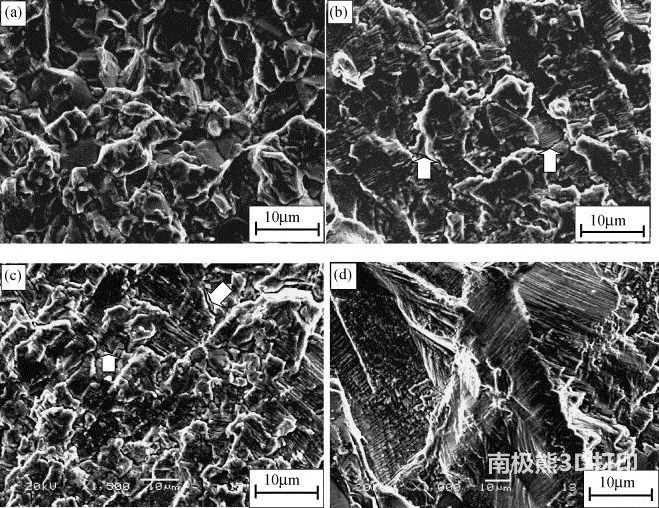
IN 718�еĵ��Ͷ�������650��C��ƣ�ͣ���a��12 ppm B����B��29 ppm B����C��60 ppm B�ͣ�d��100 ppm B��
7.2.4. Al�Ͻ�
AM AlSi12��AlSi10Mg�Ͻ���AB״̬�µ�ʵ��ֵ��Kth��1 ~ 1.3 MPa��m֮�䡣��LB-PBF����ȣ���̬�Ͻ��mֵ�ϸߣ�����������̬�Ͻ���֯�д������Խϴ��Si֦��������rp�ڵĶ��Ѻ��Ѽ�������ÿ�������ڵ������ٶȡ���Ȼ��LB-PBF�Ͻ���Ҳ�۲쵽Si֦��������̬�Ͻ����ΪAl��Si�Ĺ�����֯�Լ���ɢ�ij�����-Al������ǹ����ɷֵ����������⣬LB-PBF�Ͻ���и���ϸ����֯��Suryawanshi������Ϊ��ϸ�۽ṹ�������������´ֲڶȵ������Ʊպϣ��Ӷ�����������������FCG���ʡ���ȻLB-PBF AlSi12���ֳ��ϵ͵�∆Kth������FCG����Ҳ���������������������ӡ�
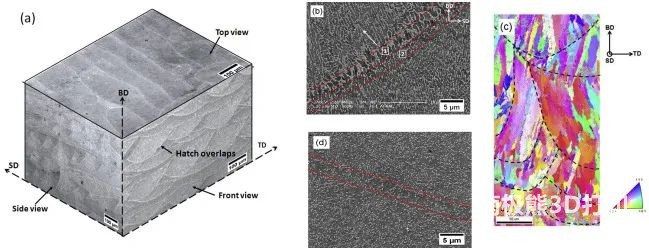
��a����Ͻ�ĵ����۽ṹ����Щ�ṹ�е���λ�Աȶ�Ϊ���ɫ������ɫ����b����AS�Ͻ��BD-TDƽ���ϻ�õĸ߱�SEMͼ����ʾ��ÿ�������۳��ڵİ�״���̡�ͼ������ص�������1��ǣ�����2��ʾ��Щ�ص�֮���Si��Ĵֻ�����λ�Աȶ�Ϊ���ɫ������ɫ����c����AS������BD-TDƽ���ϻ�õķ���ͼ����ɫʵ�߱�ʾһЩ�۳ر߽硣��d�� HS�Ͻ�ĸ߱�SEMͼ��BD-TDƽ�沶����ʾ�˹�����ľ��ȷֲ���
8����ȱ��ƣ��
AM����������Զ�AM�Ͻ�ĸ���ƣ�ͣ�HCF���������䲻������HCFǿ��ͨ�������ڸ߱���ֲڶȣ����������Ϊƣ�����������㡣����ֲڶȺͿ�϶���ڿ���AM���������ƣ���������������������á���Ȼ����Ӧ��Ҳ����Ӱ��ӽ���ֵ��FCG����Ӱ�첻̫���ԡ����ϵ��۽ṹʩ�ӵ������ͼ��Ӱ����Խ�С��Ȼ��������Ӱ��ƣ������������DZ���ڣ����HCF�����ر���Ҫ��
8.1. Ti6Al4V
��AB�����£�LB-PBF Ti6Al4V��HCFǿ�����Ե��ڶ���Ͻ�500�C650 MPa�������Ʊ�����ȿ�������ߺϽ��HCFǿ�ȣ�200�C350 MPa����Gong���˱��棬ͨ������ܶȣ�LB-PBF��EB-PBF Ti6Al4V�ֱ��45 MPa��ߵ�180 MPa��50 MPa��ߵ�270 MPa����ʹ����ܵ�SR��Ҳδ�۲쵽HCF��Ϊ�����Ը��ƣ����������Ӧ����ȷ��HCFǿ�ȷ��治��ؼ����á�
�ȵȾ�ѹ�����账���ֱ�ͨ���պ�����ͱ��渽����ȱ�ݣ����������HCFǿ�ȡ�Ȼ��������߱���ֲڶȱ��ֲ��䣬��HIP��Ӱ�����ޡ�ͨ�����账��������ֲڶȽ��ͣ�ƣ��ǿ�ȸߴ�575��610 MPa�������Ͻ��HCFǿ���൱�����账�����ŵ����ڱ��渽���������ѹӦ�������ͱ���ֲڶ������ԡ�
��AB״̬�£��ھ�������ܶȵĻ��ӹ����������ϻ�õ�HCFǿ����Ȼ���ڶ���Ͻ�ͻ�����۽ṹ�����á�ANͨ�����۽ṹ����߹���ȱ�����������ƣ�����ܣ�����ӽ���ֵ��FCG��ֱ����ء�
Kumar��Ramamurty�����ֲ�ͬ��LB-PBF Ti6Al4V��ͬ�IJ���ɨ����ת����Ʊ���ȱ�ݵijߴ硢��״�ͷֲ������HCF��Ϊ��Ӱ���������ϸ�ķ��������о�ȱ���������۽ṹ��HCF��Ϊ��Ӱ�졣��AB���ȴ���������(SP)�����½�����RBF���顣X���߶ϲ�ɨ�豻���������Ͻ���ȱ�ݵĴ�С����״�ͷֲ������ǵĽ����ʾ��ʹ�ò�ͬ���ղ�����ϵĺϽ��HCFǿ��֮�����������(ͼ15)��
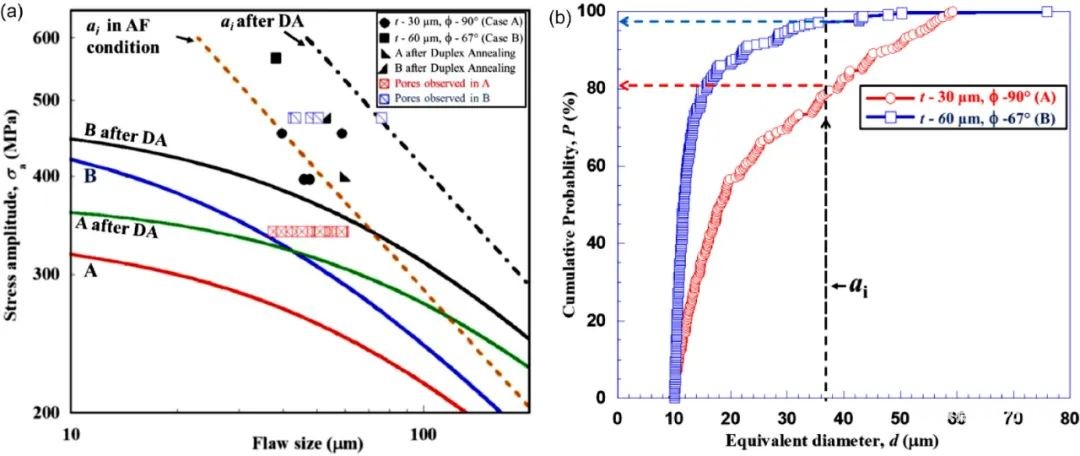
ͼ15 ��a������El-Haddad��ʽ�ı�������ͼ����������AB���ȴ�����������t-�ѡ�30µm-90���60µm-67���������������ٽ�ȱ�ݳߴ�ac��Ӧ����ֵ��a�ı仯��ȱ�ݳߴ�һ����ơ���b����t-�ѡ�30µm-90���60µm-67����������������ȱ�ݳߴ���ۻ����ʷֲ���
ȱ�ݳߴ�ͷֲ��Ĺ�����������Լ�����ֲڶ����۽ṹ��ص�HCFǿ��∆Kth֮��Ĺ�ϵ����AM����ڳ���Ӧ���еĹ㷺����������Ҫ����Ϊ����������Ԥ��ƣ��������
8.2. ��
����ʹ��EB-PBF��DED���������ĸֵ�HCFǿ�ȵĿ����������ޣ�����Ϊֹ����Ĵֹ������ǹ���ʹ��LB-PBF��������ĺϽ𡣵�ͨ��AM������316L��304L�Ȱ����岻��ֵ�LOFȱ�ݽϴ�ʱ����HCFǿ�ȿɵ���100 MPa�����Ϳ�϶�ʺͱ���ֲڶȽ�HCFǿ����ߵ�200��250 MPa֮�䣬���봫ͳ����ľ����ߴ����Ƶĸֵ�HCFǿ�����ơ�Wood���˹۲쵽SR��HCFǿ�ȼ���û��Ӱ�졣Ȼ������Ti6Al4Vһ�������账�����������HCFǿ�ȣ�20%-40%����ͨ����304L��HCFǿ�ȸ���316L��
Kumar���˱Ƚ��˲���LB-PBF��BJP�����Ʊ���316L�Ͻ��ƣ�Ϳ���������LB-PBF�Ͻ��HCFǿ�Ƚ�ΪԼ100 MPa����BJP�Ͻ��HCFǿ��ΪԼ250 MPa��ֵ��ע����ǣ�������LB-PBF�Ͻ��- 2.3%��϶����ȣ�BJP�Ͻ�Ŀ�϶��(����3.7 - 5.6%֮��)���Ը����볣������ĺϽ���ȣ���HCFǿ���������ߡ��۲쵽����Ӧ�����е㣨��ȱ�ݽǣ��κ˵�ƣ���������۽ṹ���������ǶȾ��硢�˻��Ͼ���ͦ�-�������ࣩ��ֹͣ����ͼ16��������LB-PBF�����������̰�����״������ɵĸ���ϸ���۽ṹ��ζ����ʼ��ƣ�����ƣ��ߴ�Ϊ300��400µm��LOFȱ�ݣ������谭��������
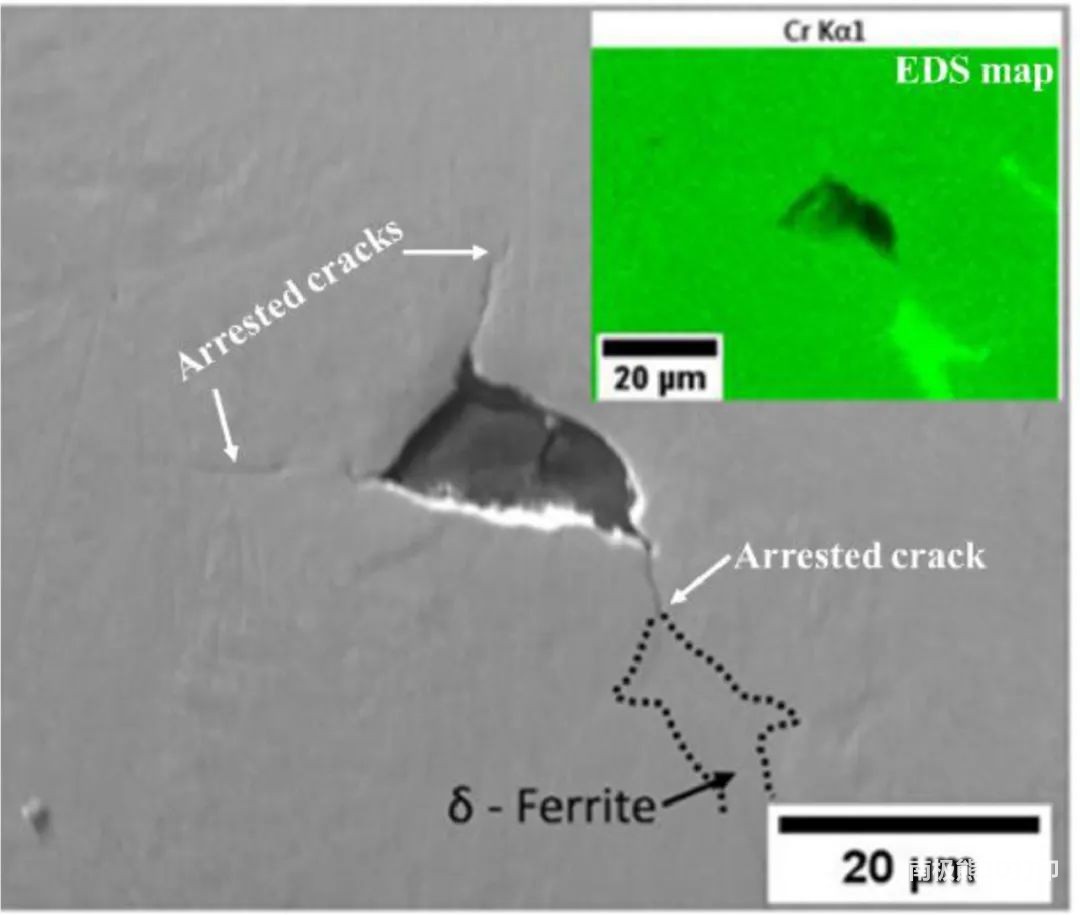
ͼ16 BJP 316L����������Ƭ��ʾ����270 MPa��Ӧ�����Ȧ�a�£�ƣ�������ı����й۲쵽�����Ƶ����н��俪ʼ��Сƣ�����ƣ���107��ѭ���д���ͼ����ʾ��EDSͼ����������һ�������Ʊ������еĦĨC��������ֹ��
Nezhadfar���˲����˼ӹ������17-4 PH��������HCFǿ��∼ 400 MPa���������ϻ������������ӡ�����״�����ֲ��䣨��δ���мӹ����⣩����HCFǿ�����ϻ��¶ȵ����߶����ӣ���H900Ϊ200 MPa��H1025��H1150����Ϊ300 MPa���������������ȱ��ʱ�������ϻ���������
8.3. �������ºϽ�
����Ϊֹ���ڸúϽ�ϵͳ�Ϸ����Ĵ����HCF�о��������ڸ������Ͻ�718�ϣ���Ҳ����AM̽���������е��������ºϽ���塣AB״̬�µĵ�HCFǿ��Ϊ150�C200 MPa��AXF��R=0.1����������Ӧ���450 MPa��ȣ�ͨ�������ڸ߱���ֲڶȺͽ�����ȱ�ݡ�
������֤�ݱ���AM-Inconel�Ͻ���۽ṹ���ԣ�����Laves�ͦ���Ĵ��ڣ��Լ�HCFǿ�ȡ����ھ���֯�������������ߴ硢��϶�ȡ��ij��������;����ǿ��ܾ���ƣ��ǿ�ȵ���Ҫ�۽ṹ������һ���棬AM���ϳ��ֳ���ϸ�ľ����ṹ��ƣ�������������á�Ȼ������϶�Ⱥͦij�����Ĵ����������ܻ�˷����ֻ���Ӱ�졣��ijЩ����£�ƣ��ʧЧ������������/̼������������������������֪̼������ڶ��������Ͻ�������ƣ�����ơ����ǵĴ��ڿ���Դ�ڷ�ĩ������������LB-PBF���̡���Щ���͵ļ�����ܴ࣬�������������������ڿ�϶��
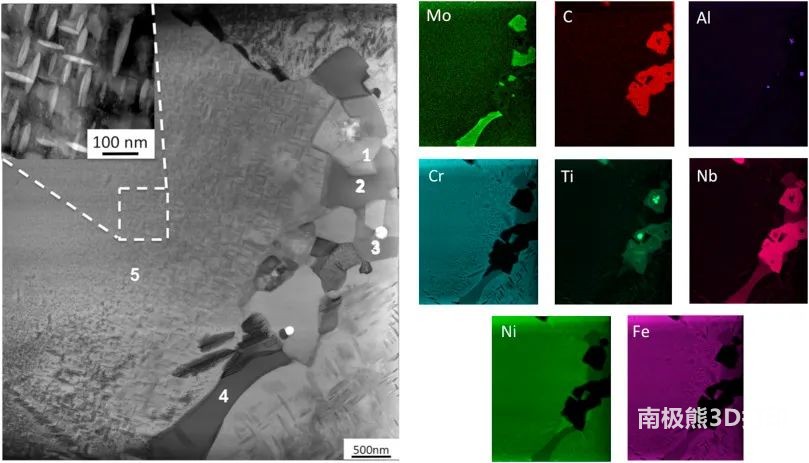
�ڴӵڶ��㵽���һ��Ĺ���ƽ���ڹ۲�Ļ��ʺ���������TEM����Ƭ��
8.4. ���Ͻ�
��AlSi12��AlSi10Mg�Ͻ��й۲쵽��һ����Ȥ��������SR�ȴ�����Ӱ�죬�������������϶��ȱ�ݳߴ硣���ȴ��������У�AM-AlSi12��AlSi10Mg�Ͻ���Si�����Ĵֻ����������ļ���ȡ�����ȴ����¶ȡ�
Todd���˱�����AB�����£����������LB-PBF AlSi10Mg��HCFǿ�ȵ�Ӱ����Ժ��Բ��ƣ���X�����Z�����������ֱ�Ϊ48��52 MPa(�ӹ������HCFǿ��������50%)��Naor�����о��˻�е��ǰ��SR AlSi10Mg�����Ч��:��������HCFǿ��ԼΪ110 MPa���Ը�������������HCFǿ��ԼΪ100 MPa��AB������ȿ�ʹHCFǿ�ȴﵽ75 MPa��ͨ���������(�绯ѧ�ͻ�е)��������Ʒ��HCFǿ�ȴﵽ��Լ105 MPa���������账������ڲ���ѹӦ��(��Ӧ�û������������������Ŀ�����)��������ʣ��Ĵֲ�����Ȼ����HCFǿ�ȵ��������͡�
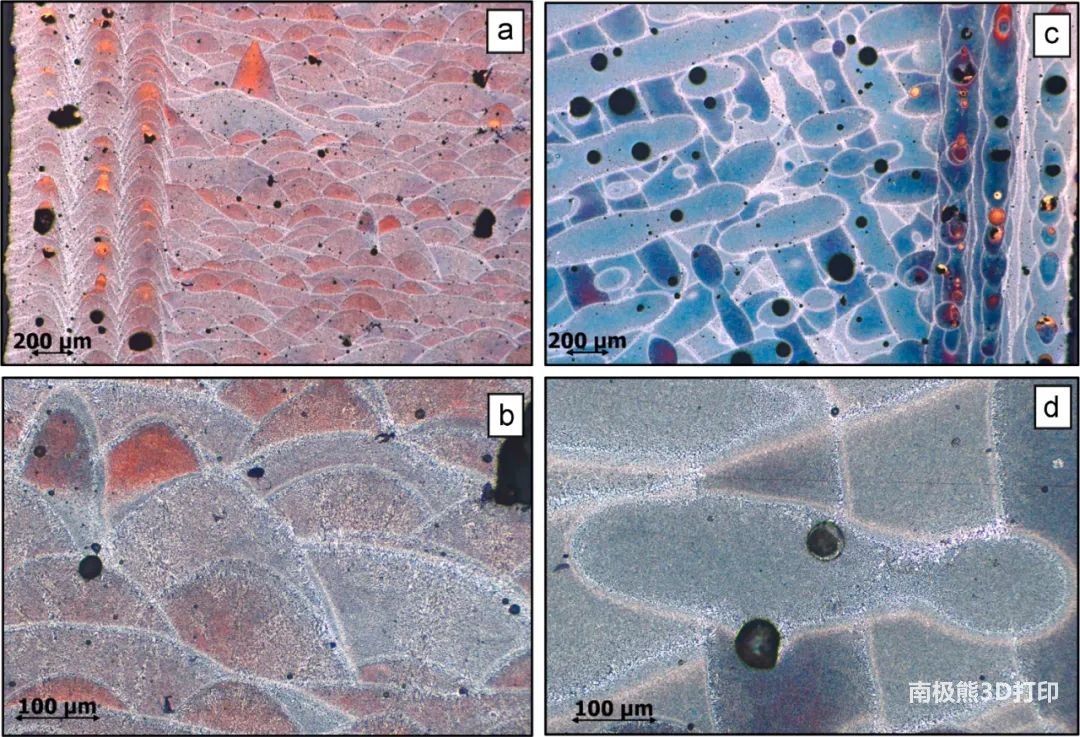
SLM AlSi10Mg�������۽ṹ��ˮƽ���죨a��b������ֱ�ڽ���ƽ�����У���ֱ���죨c��d�����뽨��ƽ��ƽ�����С�
9 ����
AM�ij���������ǰ��δ�еķ�ʽ���ı����������졣Ϊ��ʵ����һDZ����ʹAM�Ͻ��ܹ��ɹ���Ӧ���ڹ�ҵʵ�������������˽�ӹ��۽ṹ�ͻ�е���ܡ�AM���е�������������ϸ�۽ṹ����϶�ȡ�����Ӧ�����Լ�����֮�临�ӵ�����ã�ʹ��һ���÷dz����ӡ���Ȼ�Ѿ���AM�����췽���Լ��۽ṹ���������ܵ�������������˴������о������Զ������Ժ�ƣ�����ܵ��о���Խ��١�������Щ���ܶ���ȷ��AM����Ľṹ�����ԣ��Լ���֤��������Ҫ����ˣ������עAM�Ͻ��ƣ�ͺͶ��Ѷ���������Щ����������������������Ƶ�������Ҫ��
1����Ȼ��չ����һ����Ҫ�����ԣ�ͨ�������Ͻ��ڹ���ʵ���е������ԣ�����AM�Ͻ��У������ܲ���һ���dz���Ҫ�����ԡ�������Ϊ����״�IJ�����ֱ������ģ�����Ҫ��һ���ġ����λ�е�ӹ��������Ͻ����չ�Խ���Ϊһ����Ҫ���ء����ڶ������ԣ������ڴ������ͳ����ĺϽ�����Ϊ�����Ĺؼ����ܣ�����ͨ��ϸ�۽ṹ�������ǿ��������ֱ�ӹ�ע�������Ե��������Լ��������ѷ�ʽ��һ���Ż�ǿ������ϡ�
2����ijЩ����£����ڼ���յĿ������������յ������Ⱥ;�ϸ�۽ṹ�������Ͻ�Ԫ�صĹ��������ӣ����������Ը�����ϸ�۽ṹ������ǰ�߿�����ǿǿ�ȣ����߿�����ǿ���ԡ�AMΪ��ƾ�����ǿǿ��-������ϵĺϽ��ṩ����Щ���⡰���ɶȡ���δ�õ�������á�
3�����������AM����ʼ����Ϊ��ĩ״����ˣ���������в��ɱ���ش��ڿ�϶����Ȼ��ӹ����������ȵȾ�ѹ�������������٣���������������ȱ���ۺ�ȱ�ݣ������ǵ�����AM��һ�����������������������Ķ������ơ��м��ڴˣ��ƺ��Բ���AM����IJ������á�����������ơ�������ȷ���ṹ�����ԺͿɿ��Ե���ѷ����������ַ����У�ȱ�ݵĴ��ڱ���Ϊ������Ȼ����ʹ���ۺ�ϸ�۽ṹ�Խ���ֵƣ��������չ�����Ʊպ���Ϊ�����ñ����Ҫ��Ϊ�ˣ�������ϸ�˽�ӹ��������Ӱ���϶�ȡ�����ȱ�ݳߴ硢��״��λ�õȷ�����ȷ�����ƣ�������������Źؼ����ã������Ҫ���������ϸ������
4�����ʹ�û��������Ҿ��и�ʴ�ԣ�����ܶ�AM�Ͻ�Ľṹ�����Բ����ش�Ӱ�죬��Ϊ�����ࡢϸ�۽ṹ����϶�ʺ�����еIJ���Ӧ�����ܻή�����ܡ���ˣ���Ҫ��ʹ��AM�����ĺϽ��Ӧ����ʴ���Ѻ����ȷ�������о�����Щ��������û���ܵ��κι�ע��
5����Ȼ��ģ��AM���̱������۽ṹ��չ�������������൱���Ŭ������������ѧ��AM�Ͻ�ṹ����/ƣ�����ܹ�ϵ��ģ���д��о���ͨ����ЩŬ����õļ����ڲü��ӹ���������ǿ�����������ر����ã�������ϸ�۽ṹ����ǿ�����ԡ�
Ŀǰ���谭����AM����ڹ�ҵ�й㷺���ܵ�һ����Ҫ�ϰ����۽ṹ�Ŀռ�仯���߲���Ӧ����������Ⱥ�ȱ�ݵĴ��ڣ���Щȱ����ԭ�ϡ�����ͻ�����Ŀɱ��Ը��϶��ɡ����˽�սṹ���������ԣ�-��е�������ӽ������������˽�������Щ�ǹؼ��ģ�����еĻ������Ӷ���������ȷ���ɿ��Ե�����¼���AM�����
��Դ��Fracture and fatigue in additively manufactured metals, Acta Materialia, doi.org/10.1016/j.actamat.2021.117240
�ο����ף�D.D. Gu, W. Meiners, K. Wissenbach, R. Poprawe, Laser additive manufacturing of metallic components: materials, processes and mechanisms,Int. Mater. Rev., 57 (2012), pp. 133-164, 10.1179/1743280411Y.0000000014
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


