������������Ķ��Ѻ�ƣ��(3)
���������Ķ�AM�Ͻ��нṹ-��������Եĵ�ǰ���������ȫ��عˡ�
4�������������
AM�Ͻ����빤����ص������ɹ㷺�Ĺ��ղ���������������ƣ����������ع���ԡ���ĩ�����ͽ���ϵͳ��BJP����µ�ճ�ϼ������Լ�����ƽ̨�¶ȡ����⣬�����ơ���λ��֧�Žṹ��Ӱ�����ղ�Ʒ������������ȱ�ݣ��������δ�ۺϣ�������Ӧ���ͱ�����ȡ������۽ṹ�⣬��Щ���Ի���������Ӱ����ϵĻ�е���ܣ��������������ʹ��ƣ�����ܷ��档�ڱ����У������ܽ��˼���AMϵͳ�г���������������ԡ�
4.1. ȱ��
ASTM
E3166��ȱ������Ϊ���ס�ȱ���ۺ�(LOF)����������ͣ�����ӡ�����λ�������ۺϲ���/���ۡ���Щȱ��ͨ�������ܶȵ���ʧ��Ȼ��������Ҳ���������Ƶ���ʽ���֡���ʹ�����Ź��ղ������ʱ����ǰ��AM������������ʵ�ָߴ�99.9%���ܶȡ���BJP�У�����������ܶ�ֱ����������ɫ�ε�����ܶȣ����ڷ�ĩ�������սṤ�յ��������ס�ֵ��ע����ǣ��ܶȺ�����֮�������Э�����߶����ܵ�����ز�����ʱ��ʹ�ø��ߵ��¶Ⱥ������ս�ʱ�䣬��������ӽ���ȫ���ܵ�����������и��ߵijߴ�������
�����о�ּ���Ż����ղ���������Դ���ԡ���¶���ԡ��������ȡ���Ի�������ܵ��ܶȺ���С��ȱ�ݳߴ硣��ĩ���ϵ�����������ۻ�֮������Ÿ��ӵ�ƽ��;�������㵼�·�ĩ�IJ����ۻ��������γɡ�ȱ���ۺ�(LOF)���͡�δ�۷ۿ��������͵�ȱ�ݡ��෴���������������ᵼ���۳ز��ȶ������·ɽ����������Ӷ��γ����к�Կ����ȱ�ݡ������Ų���Ҳ�ᵼ�¹켣����������ұ�������ͷֲ㡣
��ѭ�����������£�ȱ����Ϊ���������㣬��˶�ƣ��������������Ӱ�졣ȱ��ֱ�����ߴ磩����״��������뾶������״��������λ�ã����������ȱ�ݺ͵����ɱ���ľ��룩���Źؼ����ã����ܶ���Ϊ��һ���ϲ�����ʹ�ò�����ȫ������ȱ�ݶ�AM�Ͻ�ƣ��������Ӱ�졣ͼ7�ܽ���LB-PBF
316L�й۲쵽��ȱ����̬������ȱ�����Ե������ؼ���������ȣ���Բ�ȣ��������Ⱥͳߴ磨ֱ������
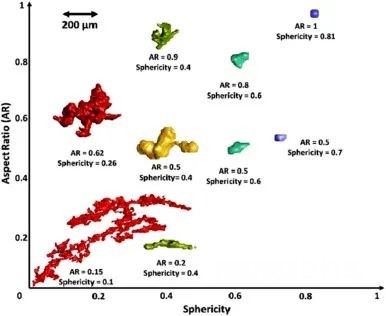
ͼ7 �����ȣ�AR�����LB-PBF Ti6Al4V��CT������ռ���ȱ�ݵ����ζȡ�
���������ȱ�ݽӽ����Σ���˾��и����ζȺ��ݺ�ȡ���һ���棬LOFȱ����״������Ե���������ǿ��ܰ���δ�ۻ��ķ�ĩ����������ͨ�����нϵ͵����ζȺ��ݺ�ȡ�����ȱ�ݵĴ�Сͨ�����۳ش�С��ء���EB-PBF��LB-DED��ȣ�LB-PBFͨ���������С��ȱ�ݡ�LOFȱ�ݵĴ�Сͨ����ͼ��������˳����ͬ��LOFȱ�ݱ���Ϊ�ǵ���PBF��DED������ƣ��ʧЧ��������Ҫԭ����BJP�У�ȱ�ݳߴ����Խ�С���Ҿ��и��ݺ�ȡ�
Kumar��Ramamurty[�о��˹��ղ�����϶�LB-PBF
Ti6Al4V�п�϶�ȷֲ���Ӱ�졣�ؽ�����CTͼ����ʾ��ȱ�ݳߴ�ͷֲ������õĹ��ղ������С���ʹ��90���ɨ����תʱ���۲쵽ȱ���ڹ��������϶��룬����ɨ����ת67��ʱ��ȱ������ֲ�����ͼ8a��b��ʾ����ʹ��������µ���������ܶ����ơ���ͼ8c[��ʾ��ͨ������67���ɨ����ת��ͨ������ͼ���������ȷ�������۳�֮��ĸ����ص�����������������Խϴ�ȱ�ݵ�Ƶ�ʡ�
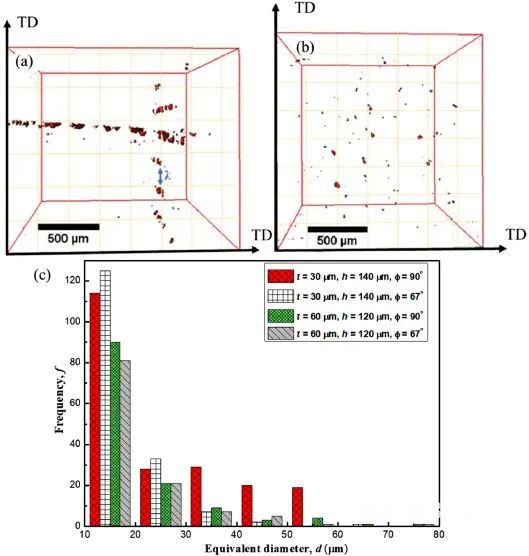
ͼ8���t��=30µm��ͼ������ࣨh��=140µm��LB-PBF Ti6Al4V��Ʒ���ؽ���CTͼ����ͼ��
4.2. ����ֲڶ�
������칤���븽���ڱ���İ����ڿ����Լ��DZ���ͱ�������ȱ�ݵĴ������ϣ�����AM�Ͻ�����ı���߶ȴֲڣ���ͼ9��ʾ������ֲڶ��ܹ������ͺ����ò�������ĩ�ߴ硢���ȡ����������״�Լ���������ڹ�������ķ����Ӱ�졣���磬��б�Ƕȵķֲ��������С�¥�ݡ���̬�ı��棬���¶Ȼ�������ÿ���λ�ý��ơ����⣬������Դ���������ƽ̨�ķ���ͬ�����³���IJ���ᵼ�²�ͬ�ı�����̬�����������ȣ������Ĵֲڶ����Ը��ߡ�
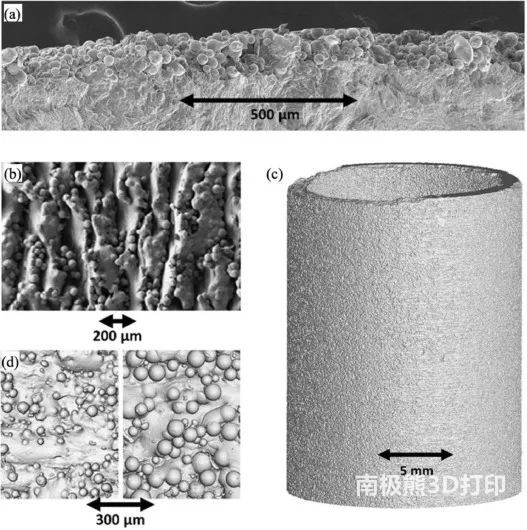
ͼ9 ��a�� LB-PBF Ti6Al4V��SEMͼ��b�� SEMͼ��EB-PBF Ti6Al4V����c����a����ʾ��������CTɨ�衣��d�� LB-PBF Ti6Al4V��ͬ����������������ֱ���Ϊ1.5��m��
ͨ������£�DED���յı��������ã�EB-PBF�����磬Ti6Al4V��ƽ������ֲڶȣ�Ra���ı���ֵΪ18.5��6.5µm��LB-DED����35��12.3µm��LB-PBF����131��45.5µm��EB-PBF�������ڼ���͵������Ĺ���ʹ�ø�ϸ�ķ�ĩ�Ͳ��ȣ����ڷ�ĩ�������Ե�սᣬ��Щ��ĩ�Ͳ������ס����ǡ��γɡ�Ȼ���������߿��Ͳ����������DED������ʹ�ý�����״�������ڼӹ����ṩ���ռ�����״�ӽ��������������״����״�������ܵ����ơ�
4.3. ����Ӧ��
��BJP��ͬ���ǣ���BJP�У���������еIJ���Ӧ�����Ժ��Բ��ƣ�PBF��DED�����ܵ��߲���Ӧ�������ţ�����������ͨ�������������һ��λ�õ���һ��λ��֮�䷢�������仯����Ӿ��˸߲���Ӧ������ЩӦ�����ܻᵼ���ֳ����ѡ��ֲ㡢���������DZ�ڵĽ���ʧ�ܡ���˸ߵIJ���Ӧ������Щ���̹��еľֲ�������Ϳ�����ȴ�Ľ�����ֲ������ڱ����������ټ���ʱ�������ܵ��ڽ����ϵ����ƣ���ͨ���ᵼ��ѹ������Ӧ�䡣������ںϽ�Ŀ�����ȴ������������¸�����Ӧ����
��DED 316L��ʹ������������еIJ�������������Ӧ��ԼΪ�Ͻ�����ǿ�ȵ�50�C80%��LB-PBF Ti6Al4V��Inconel 718�б��������Ƶ�ֵ����ЩӦ���ع�������Z����������������ѹ�����ⲿ���ɱ������죬���Ҹ������ڹ���ƽ̨���渽����
����Ӧ���Ĵ�С����ɨ���߳��ȵ����Ӷ����ӡ����ǵ���һ�㣬�������������Ӧ���ۻ������������ʵʩɨ����ԣ����㻮��Ϊ��С�ġ��������������Ӷ�������IJ�����г̡�PBFϵͳ��Ҫͨ����ÿһ��֮����ת��Դ��ɨ�跽��������Ӧ�����ۡ���߶�Ҳֱ��Ӱ��Ӧ���ֲ�����Ϻ�IJ���ȣ���ϸ�IJ㵼�¸��ߵ�Ӧ���ݶȡ�
�߲���Ӧ����Ӱ���������ʹ�ù����ж���������⡣���������ºϽ���ٵ�Ӳ�ʽ����У������۲쵽���۳�·���γɵ�С���ƣ���ͼ10���ݱ������ϴ��������������Ӧ�����ۻ��ᵼ�����������֧�Žṹ��ƽ̨�ķֲ㡣����������Σ��ߴ繫��Ҳ�ܵ�����Ӱ�졣����Ӧ��������ƣ���ڼ���Ϊ������������������Ӷ��ٽ�������������չ��
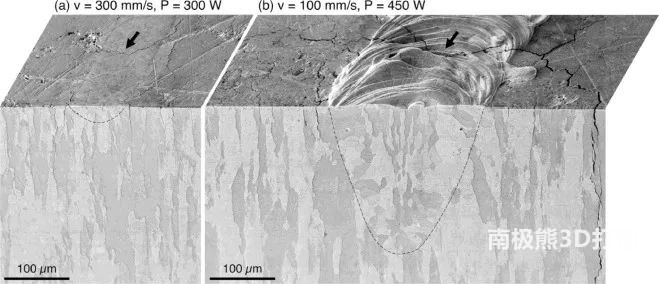
ͼ10 LB-PBF���е��������硣ͼ����ʾ�����ֵ��²�ͬ�۳سߴ�ļ����ع���ԣ���a���н�dz������b���н����ɫ��ͷ��ʾ�������ơ�
4.4. ���ƹ���������Ե���������
�������Ҫ����������ܽ�AM����ת��Ϊ������;������ͨ����ȥ������ķ�ĩ���ӹ���ƽ̨���и���������ӹ���֧�Žṹ���ɲ��ö���ĺ����������빤����ص����ԣ������ȴ����Ը����۽ṹ��/�����Ӧ�����ȵȾ�ѹ��HIP���Լ��ٿ�϶�ȣ��Լ�ij����ʽ�ı��澫�ӹ���ʵ������ı�����Ⱥ���λ���
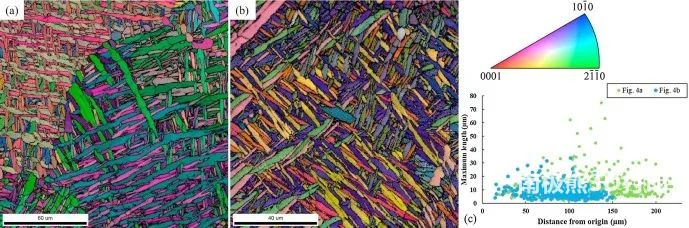
���ȵȾ�ѹ�����ļ���PBF Ti-6Al-4V�У�Զ��ȱ�ݺ��������������λ�õ�EBSD��λȡ��ͼ��
�ȴ���ͨ������AM
Ti6Al4V��SS���������ºϽ�����Ͻ�SR�ȴ����漰�ָ���LB-PBF��DED���ͨ���ڴӹ���ƽ̨���и�֮ǰ����Ӧ���������������뼸�ι���Ҫ���ƫ������˻�ͨ���ᵼ�¾�������������ȡ��ı仯�����ɴٽ��������۽ṹ���γɡ���ͨ��������ǿ�Ƚ��͡���չ�����Ӻ������Խ��͡�Ȼ���������ȴ�������������ܶȺͱ�����ȡ�
�ȵȾ�ѹ��һ���ձ��Ƽ��Ĺ��գ����ڼ���ʹ��AM���������еĿ�϶�����磬�Ѿ�֤�����Ապ�LB-PBF�������ºϽ��Ti6Al4V�е��ڲ�ȱ�ݺ����ơ����⣬��������������Ӧ����������������ȱ��û����ȫ�պϣ������ȴ����������´����ǡ���LB-PBF
Ti6Al4V���о���������Ȼ�ڲ�ȱ����EDE���ڼ�պϣ�������ͽ�����ȱ���Բ���Ӱ�졣��ijЩ����£��ȵȾ�ѹ����ͨ�������ľ������������ı�AM����ľ����ṹ��
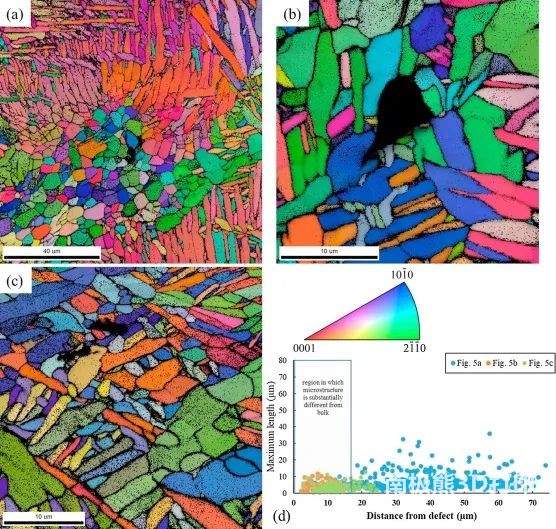
�ȵȾ�ѹ�����ļ���PBF Ti-6Al-4V��ȱ�ݸ�����EBSD��λ����ͼ��
���AM���������ȵ���÷�����ʹ�������գ���ϳ���ͳ��������мӹ�������AM�����ļ��θ����ԣ�CNC����ͨ���DZ�Ҫ�ģ���Ҫ�������״���̣���DED�����ʹ�á�Ȼ����AM�ṩ�ļ���������Ҫδ����ļ��ι��̡��ݱ�������������߱�����ȵļ�����������ĥ����ѧ�⡢���⡢�����еĥ������SMAT���ͳ���������������ԣ�UNSF�����Լ�����ת�������ʹ��ɰ��ĥ�����ĥ������ƽ�棩��Bezuidenhout���˱�����HF-HNO3���Խ�LB-PBF
Ti6Al4V�ı���ֲڶȽ��ߴ�90%����ͼ11��ʾ��Ȼ������Щ���̿��ܺ��ѿ��ƣ����Ҳ�����������������������ı������账��Ҳ���Ƽ�Ϊһ�ֱ��洦����������Ȼ��һ�����������Ʊ�����ȣ������ϱ���Ļ�е�ӹ������ѹ������Ӧ����
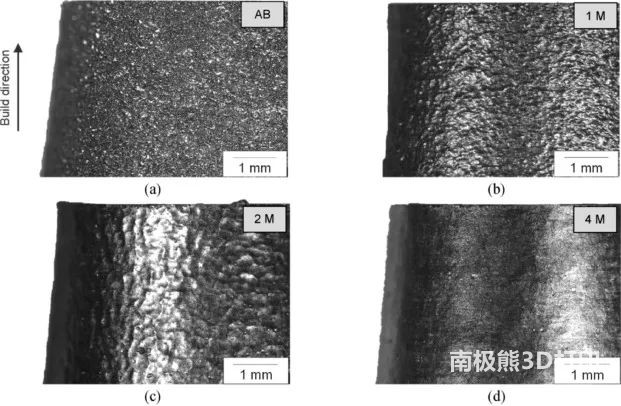
ͼ11 ��ѧʴ��LB-PBF Ti6Al4V��a��AB���棨AB����ı�����ȣ��Լ���ѧʴ�̣�b�Cd����ͬĦ����M����ҺŨ�Ⱥ�ı�����ȡ�
5����������
AM�Ͻ����̬����������Ҫ�����е��۽ṹ���ƣ�����϶�ȡ�����ֲڶȺͲ���Ӧ�������ò�̫������������ˮƽ̫��������չ�Եͣ������3��������ֱ�����췽�����۽ṹ���ã��������̰�״�ṹ���봫ͳ�������۽ṹ��ȣ����־�ϸ����ʱ�����ȣ����۽ṹ���нϸߵľ�̬ǿ�Ⱥͽϵ͵���չ�ԡ�������AM�Ͻ��У���������ǿ�ȣ�YS������Hall-Petch��ϵ������ζ�Ÿ���ϸ���۽ṹ�����ǹ۲쵽������ǿ�ȵ�ԭ����һ���棬ʹ��BJP����ĺϽ�������봫ͳ���������ơ�
AM�Ͻ���������ܣ���YS��������ǿ�ȣ�UTS���Ͷ����쳤�ʣ�EF��ͨ���Ǹ������Եģ�YS��UTS�ڹ�������Z���ϸ���Խ��EF�еĸ�������ͨ����Ϊ���ԣ��ڴ�ֱ�ڹ�������X��Y���ķ����Ͼ��нϸߵ�ֵ��������Ϊ���������Ե�ϸ�۽ṹ����ijЩ����»������ھ���ṹ����ijЩ����£��Ż��Ĺ��ղ�������ͨ��������ĵ����۽ṹ����������������ٸ������ԣ�������������
Ȼ�����ڴ��������£���Ҫ���к����ȴ����Ը�����̬�������ܡ����ִ���ͨ���ή��ǿ�ȣ���������չ�ԣ��ڴ��������£�������ǿ��-���������Ȼ���ϱ���Ҫ�����磬��Ti6Al4V�С��ȴ���ͨ���ή�������ԡ�Ȼ��������AM�Ͻ���е�ϸ�۽ṹ��ͨ���Դ���һ���̶ȵĸ������ԡ������ܽ���ʹ��AM�����������ض��Ͻ�ϵͳ�������ܵIJ�ͬ������
5.1. �ѺϽ�
��1������AM Ti6Al4V��ѡ���������ܡ�Ϊ�˱��ڱȽϣ����г��˶���Ti6Al4V�����ܡ����п��Կ�������ȻAM�Ͻ���Դﵽ��������ASTM�淶��YS��UTS����EFͨ���ϵ͡�
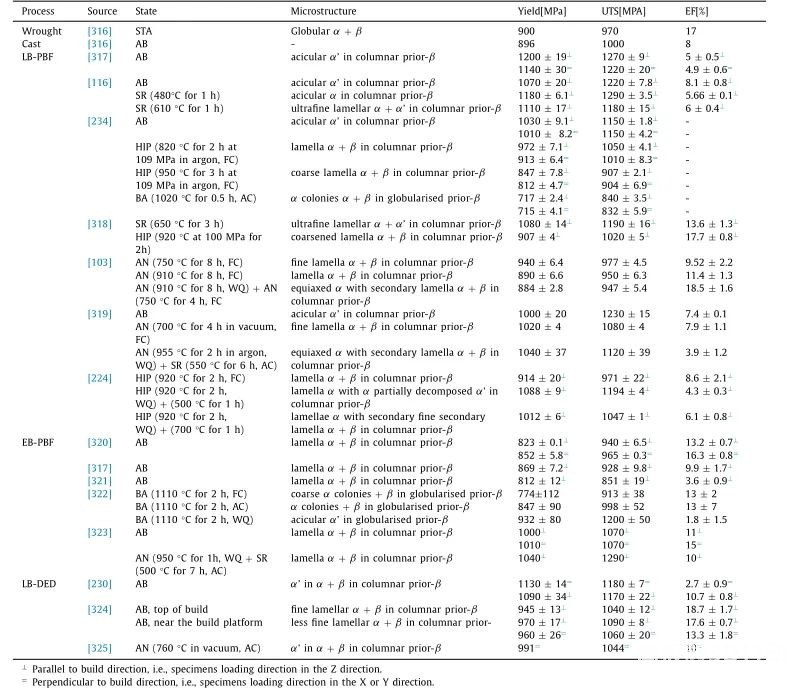
��1 ͨ����ͬAM���պ��ȴ�������������Ti6Al4V���������ܡ�
Xu���˱���˵��ͨ����ϸ����LB-PBF����������Ⱥ��������������ͨ����'ԭλ�ֽ�ķ�ʽ���Ƴ������е��¶�ѭ�����Ӷ��γɸ������ĸ�ǿ��-��������ϡ�LB-DED�Ͻ���нϵ͵�YS��UTS(∼
960��∼1100 MPa����������ȴ���ʽϵͣ�EF��10%��18%֮�䡣EB-PBF���ղ����ĺϽ��YS��UTS��������(∼ 880��∼
960 MPa�����������ڴ˹�����ʹ���˼��ȹ���ƽ̨��EF�����9%��16%��
��LB-PBF��ȣ�ʹ��LB-DED��EB-PBF����������AB�������չ�Ը��ã���Ϊ����дֻ��Ͳ�״���ṹ���ڦ»����У�����������EB-PBF�й���ƽ̨�ļ��Ⱥ�LB-DED����Խ�������ȴ�ٶȵ��µ�ԭλ�ػ�Ȼ����Choi���˱������չ�Ե���2.7%�������������LB-DED�е�����Ⱦ����Ϊ���Կ��Ƹù����еĻ���������������֪���������������ǿ�Ⱥͽ�����չ�Ե���Ҫ���ء���ˣ���ʹ��ѧ�ɷֵ����ֱ仯��С��Ҳ����ʹ������������й۲쵽�IJ�������������ڲ��ù���ƽ̨���ȵ�LB-PBF�����к����ԡ�
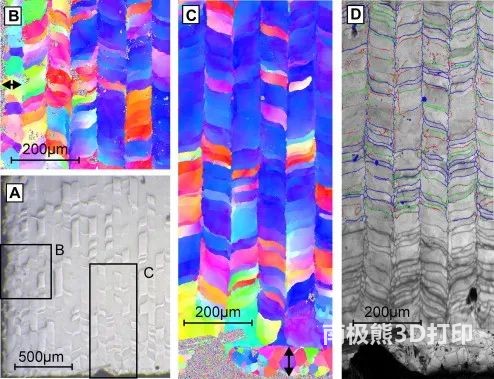
Ta0�㸩��ͼ��LOM��EBSDͼ��a�� LOMͼ����ʾEBSD�漫ͼͼ��b���ͣ�c����λ�á���d����c���ĵ㵽��ͼ�������ͷ����������֮�����ת�Ƕȣ���������
�ȴ�������ϸ��'����ڦ»�����ת��Ϊ�ֻ��Ͳ�״�������γ�������ͨ��EB-PBF���ջ�ͳ����·��õĦ�+�½ṹ����Щ�۽ṹ�仯����YS����UTS�����٣�EF���ơ�Ȼ���������µ����������������Խ�YS���͵�715
MPa����Զ���ڶ���Ͻ����ʵ����ȴ�����LB-PBF��EB-PBF֮�����ʵ�����Ƶ�YS��UTSֵ��Ȼ����LB-PBF
Ti6Al4V����չ��ͨ�����ڶ��������Ͻ���LB-PBF-Ti6Al4V�У�ͨ��˫���ȴ������Ի���ɵ����������Ͳ�״���Φ�+�½ṹ��ɵ�˫����֯���úϽ��EF���������16�C20%��
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ�- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��

