不同光栅角度下熔融沉积成型PEEK的表面特征、微观结构和力学性能
2022年2月28日,国家药监局器审中心发布增材制造聚醚醚酮植入物注册审查指导原则的通告(2022年第3号):为进一步规范增材制造聚醚醚酮植入物的管理,国家药监局器审中心组织制定了《增材制造聚醚醚酮植入物注册审查指导原则》。这意味着3D打印-增材制造聚醚醚酮植入物进入到了产业化落地的阶段。
在所有的增材制造方法中,熔融沉积成型(FDM)是最常用的、低成本的热塑性材料3D打印技术,它一直是加工PEEK部件的替代方法[9,10]。然而,由于PEEK的熔化温度高、熔化膨胀率大,特别是其微观结构的堆积现象,在成功实现FDM打印PEEK方面仍然存在一些挑战[11]。目前,打印参数对成型性和力学性能的影响越来越引起人们的兴趣,应深入研究以扩大FDM打印PEEK的生物医学应用范围。
陕西科技大学辛骅研究团队对不同光栅角度下熔融沉积成型聚醚醚酮(PEEK)的表面特征、微观结构和力学性能进行了研究。这项研究的结果可以为PEEK FDM 3D打印提供参考,使得这一技术在骨科植入物等应用中得以实现。本期谷.专栏将分享这一研究成果。
 Polymers 2022, 14(1), 77; https://doi.org/10.3390/polym14010077
Polymers 2022, 14(1), 77; https://doi.org/10.3390/polym14010077
![]() 研究背景
研究背景
聚醚醚酮(PEEK)是一种潜在的生物材料,由于其良好的生物相容性和优异的机械性能,可以取代传统的金属或陶瓷部件用于生物医学领域[1-5]。与传统的注塑成型和挤出技术相比,增材制造(AM)在设计和制造定制的复杂功能部件方面具有许多优势,灵活性更大和制造成本更低[6-8]。
在所有的AM制造方法中,熔融沉积成型(FDM)是最常用的、低成本的热塑性材料3D打印技术,它一直是加工PEEK部件的替代方法[9,10]。然而,由于PEEK的熔化温度高、熔化膨胀率大,特别是其微观结构的堆积现象,在成功实现FDM打印PEEK方面仍然存在一些挑战[11]。目前,打印参数对成型性和力学性能的影响越来越引起人们的兴趣,应深入研究以扩大FDM打印PEEK的生物医学应用范围。为了研究在3D打印机上加工PEEK的热塑性模型,Valentan等人开发了一种新的FDM机器来生产PEEK医疗植入物,并对制成品的主要力学性能进行了研究。结果显示,FDM-PEEK样品的强度约为成型PEEK拉伸强度的一半[12]。
Vaezi等人表示,为了确保良好的层间粘合并最大限度地减少翘曲和分层,需要仔细控制热条件(如挤压温度和环境温度)[13]。由于温度波动会直接影响层间结合,Kumar等人研究了熔融层造型过程中工艺参数(腔体温度、床层温度、螺杆速度、沉积速度、喷嘴之间的间距和床面)对层间结合、层厚和宽度的影响[14]。
吴等人的研究表明,腔体温度对FDM-PEEK样品的翘曲变形的影响比喷嘴温度的影响更大,FDM-PEEK样品的翘曲变形随着腔体温度的升高而减小,而随着喷嘴温度的升高则有抛物线上升的趋势[15]。此外,胡和他的同事的研究表明,FDM打印过程中温度场的均匀性对于确保PEEK的高机械性能至关重要[16],可以使用热控制器来监控挤出温度。通过有限元分析,王等人研究了FDM制造过程中PEEK的熔化条件和流动性[17]。
建议加热温度为440°C、打印速度为20 mm/s、打印层厚度为0.1 mm的参数,以减少内部缺陷,提高结合强度和表面光洁度。杨等人研究了FDM工艺中各种热加工条件(环境温度、喷嘴温度和热处理方法)与纯PEEK材料的结晶度和机械性能(拉伸强度、弹性模量和断裂延伸率)之间的关系[18]。
除了上述打印参数外,PEEK产品的机械性能还受到填充率、构建方向和光栅角度的显著影响[19-21]。
显微CT扫描证实,在100%的填充率下,无论应用的构建方向如何,仍然存在一些内部空隙[20]。就宏观机械性能而言,打印方向和加载方向的一致性很重要[21]。吴等人研究了层厚(200、300和400 µm)和光栅角度(0°、30° 和45°)对FDM打印的PEEK的机械性能(拉伸、压缩和弯曲强度)的影响[22]。
结果表明PEEK的最佳机械性能是在采用300µm的层积厚度和0°/90°的光栅角度时,但是这项研究仅关注拉伸强度和弯曲强度,不足以评估PEEK的综合性能。所有这些研究都极大地促进了打印参数对FDM打印PEEK的设计、控制和实现的影响和理解。
除了机械性能外,FDM打印的PEEK的生物相容性也在不同的体外细胞培养实验中得到了研究[23,24]。
在成骨细胞系中暴露5天后,观察到细胞粘附、代谢活性和增殖显著增加[23]。此外,赵表示,在FDM-PEEK制造过程中未发现任何细胞毒性产物[24]。这些初步研究结果有利于FDM-PEEK在骨科领域的应用,但仍需进行长期的动物试验。当PEEK被用作植入物时,适当的表面层特征和表面机械性能是至关重要的。例如,表面粗糙度和润湿性与细胞附着和蛋白质吸收密切相关,进而影响宿主组织的整体反应[25]。此外,表层硬度是衡量耐磨性的一个关键指标,它间接决定了人工关节的使用寿命[26]。然而,关于FDM打印的PEEK的表面特征的信息很少。
上述研究主要集中在研究FDM工艺参数(环境温度、喷嘴温度、打印速度、打印层厚度等)对PEEK打印件机械性能的影响。然而,目前对PEEK部件的机械性能、微观结构和表面质量的研究还不够完善与深入。特别是缺乏对FDM-PEEK的剪切强度和表面特征的研究;对基本的失效机制的介绍也不详细。本研究,系统地评估了FDM-PEEK的机械性能(拉伸、弯曲和剪切)和表面层属性(湿润性、硬度和粗糙度)。进行了一系列的机械测试,随后进行了必要的材料检测和表面层表征,以研究FDM工艺对PEEK的微观结构和失效机制的影响。此外,还研究了光栅角度对PEEK产品的整体机械强度和表面层属性的潜在影响。
![]() 研究亮点
研究亮点
增材制造提供了一种新颖而稳健的方法来制备具有解剖匹配几何形状和定制机械性能的医疗产品。在这项研究中,系统地研究了熔融沉积成型 (FDM) 制备的聚醚醚酮 (PEEK) 的表面特征、微观结构和机械性能。在FDM过程中,PEEK 材料的晶胞和热属性保持不变,而表面层通常变得更加亲水,表面硬度明显降低。光栅角对机械强度有明显的影响,但对失效机制没有影响。在实践中,FDM 制造的PEEK 更像是一个层压板,而不是一个完整的结构。其主要失效机制与内部空隙有关。结果显示,水平填充方向下30°栅格角有希望获得更好的综合机械性能,相应的拉伸、弯曲和剪切强度分别为(76.5±1.4)MPa、(149.7±3.0)MPa和(55.5±1.8)MPa。这项研究的结果为FDM-PEEK提供了指导方针,使其能够在骨科植入物等应用中实现。
![]() 论文核心
论文核心
1. 材料与方法
测试样品由P220 FDM3D打印打印机(Apium AdditiveTechnologies GmbH, Karlsruhe, Germany)制造,使用直径为1.75 mm的PEEK长丝(Apium® PEEK 450 Natural)。打印机的打印精度为0.05 mm。样品的几何形状是根据下面描述的各项测试的相应标准(拉伸测试样品为ISO527-2(2012);弯曲测试样品为ISO178(2010);剪切测试样品为ASTM-D5379M(2012);圆盘样品标准是基于摩擦磨损试验机的夹具)在XY平面上制作的,如图1所示。在本研究中,以注塑PEEK的数据作为参照,评估FDM-PEEK样品的机械性能。本研究中FDM-PEEK试样所采用的加工条件和参数见表1.
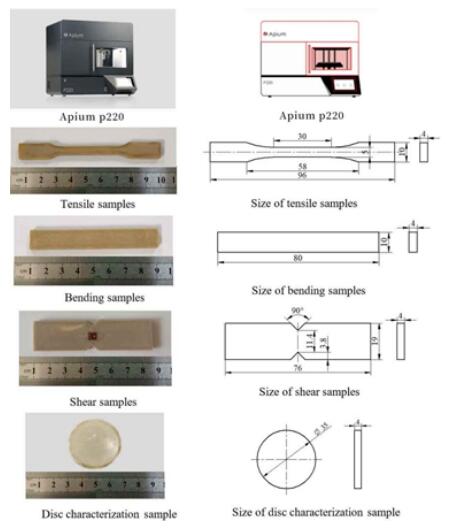 图1. 拉伸样品、弯曲样品、剪切样品和圆盘表征样品的形状和尺寸。
图1. 拉伸样品、弯曲样品、剪切样品和圆盘表征样品的形状和尺寸。
表 1. 制造商提供的 FDM 加工参数。
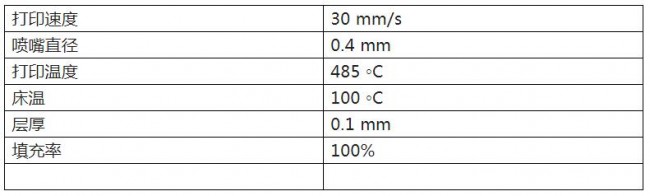
图2给出了四个不同光栅角度(PEEK-XY-0°、PEEK-XY-90°、PEEK-XY-30°和PEEK-XY-45°)的拉伸试样的FMD打印路径。所有样件均采用水平方向打印(x-y平面),首先构建外壳创建轮廓,随后采用不同栅格角度进行100%填充。FDM打印的测试样品的最终尺寸精度约为0.1mm。每个光栅角度准备五个试样,其他测试相同。在进行表面检查之前,盘状样件在蒸馏水中冲洗两次,并在丙二醇中超声清洗20分钟。最后,用丙酮擦拭,并置于无尘容器中自然干燥[27]。在这项研究中,采用单因素方差分析与成对多重比较来对比结果。所有的统计分析都使用Sigma-plot Version 11.0 (Systat Software Inc., Palo Alto,CA, USA)进行,显著性水平设定为P < 0.05,并使用误差条代表标准偏差。此外,选择了注塑成型的PEEK450G部件作为对比参照。
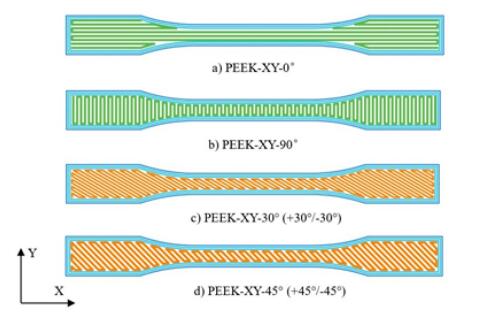 图2. 拉伸样品不同光栅角度的打印路径示意图。
图2. 拉伸样品不同光栅角度的打印路径示意图。
2.1.物理性能
2.1.1.微观结构和热性能
进行微观结构分析的目的是研究FDM制造工艺对PEEK聚合物体晶胞结构的影响。使用了D/max 2200PC XRD 仪器(Rigaku Corporation,Tokyo,Japan),辐射源为1.524 Å的CuKα。工作电压和电流分别为40 kV和40 mA。扫描范围为5-50◦,步长为0.02◦。
FDM打印的PEEK零件的热性能由差示扫描量热仪(DSC-1,Mettler Toledo,Columbus, OH)测定。选择 50°C min-1 的扫描速率是为了尽量减少分子重组和重结晶现象的影响[28]。单次加热扫描后,获得的热图用于确定PEEK 450G 和 FDM 制造的 PEEK 的热属性。
有资料显示, PEEK 的分子链呈现锯齿形空间结构,其晶体晶胞具有正交结构[35]。
从图3可以看出,FDM打印的PEEK部件的衍射图案与注射成型的PEEK(即PEEK 450G)相似。在2θ(19°、21°、23°和29°左右)观察到明显的衍射峰,它们分别对应于110、111、200和211平面。此外,从第一次加热扫描得到的热图,可知PEEK 450G和FDM打印的PEEK是相似的。如图4所示,始终仅能看到单一的熔化吸热峰(接近340℃),没有观察到再结晶放热峰。对于PEEK450G来说,所获得的DSC结果与文献中的结论[35,36]较为一致。根据XDR和DSC分析,可以得出结论,PEEK材料的微观结构和热属性在FDM制造过程中没有被改变。
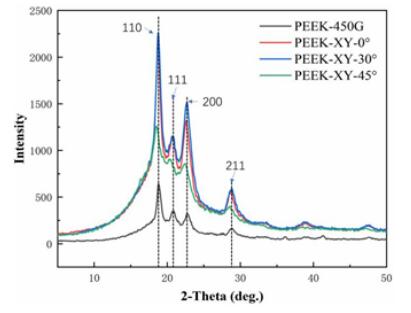 图3. PEEK 450G和FDM打印的PEEK部件的XRD扫描图。
图3. PEEK 450G和FDM打印的PEEK部件的XRD扫描图。
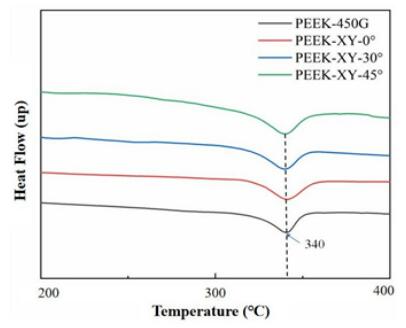 图 4. PEEK 450G 和 FDM 打印的 PEEK 部件的 DSC 热分析图。
图 4. PEEK 450G 和 FDM 打印的 PEEK 部件的 DSC 热分析图。
2.1.2.结晶度
从DSC收集到的热图,根据公式(1),用200和400◦C之间的峰面积来计算体积结晶度。
![]()
其中 Xc 是 PEEK 的结晶度,ΔHf 是熔化热,而 ΔHc 是 100% 结晶 PEEK (130 J/g)[29] 的理论熔化热。
然后使用无损拉曼光谱(DXR,美国威斯康星州麦迪逊热电科学公司)间接测量FDM制造的PEEK的表面层结晶度。采用氦氖532 nm激光源和一个900 line・mm-1全息光栅。四十个检查点均匀分布在整个标本上。C-O-C 基团 (1146 cm-1)和苯酚环 (1598 cm-1) 之间的峰强度比用作检测指示 [30]。
(责任编辑:admin)

 中南大学:增材制备可生物
中南大学:增材制备可生物 2024年二季度,中国3D打印
2024年二季度,中国3D打印 《Bioactive Materials》
《Bioactive Materials》 增材制造中机器学习研究综
增材制造中机器学习研究综 高性能水凝胶的3D生物打印
高性能水凝胶的3D生物打印 研究人员开创使用X射线和
研究人员开创使用X射线和 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复

