��������ֵĹ��ս�չ�Լ����ٵ���ս���壩(2)
ʱ�䣺2022-02-21 11:59 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
PBF-L 316L�Ͻ��XRD��������ͼ��ʾ������ԭ�Ϸ�ĩ�ϻ�õIJ���ֵ��ء����ȶԵ�����Ʒ���б����������Ȼ���ʴ�̱�����в������Լ����������γɡ���ĩ��Ʒ�ϵķ���ָ����ʾ����FCC�������࣬����ͨ��PBF-L����������PBF-L��Ʒ�з��չ����ǿ�Ƚ������ڿ������̺Ͻ����۽ṹ��ϸ����Ȼ������ֵ��Ȼ̫���������ִ�С��Ӧ��ӿ��������ӿ�����ˣ�ͨ�����ա�����ķɭ-����������-�����ͺշ������㾧����С����ȷ��ʾ������С��������ʴ����Ʒ�Ĺ�����ͬ������ʴ�̹��̲��������ı���������������������ࡣ
Wang����ͬ�±���ƣ�L-PBF�����316L����ֳ��ֳ��㷺�ľ����ߴ�ֲ��������ֵͽǶȾ��磨LAGBs��2�㣩−10��, ��41%��GBs���Ͳ���״������״����ΪLAM��������LAGBs�ĸ��ܶ��볣���ľ���ȡ������йء���ͼ19��22��ʾ��������������ɫ��ϸ�����������������Ǿ�����ľ�����ȡ�����Andrew����ͬ��[245]���е�3D EBSD������������״�����е���Щ�����ڴ���������ֲ��ģ�����������״�����Ĺ���/���̷������ӵģ���ߵĴ���ۼ��ھ������������������Χ��������Ϊ��ȡ�������ۻ��뾧���ڵ�����ƫ���йء����صĸ߶Ȳ����ȵ��۽ṹ����˻�е���ܣ��⽫�ڡ���е���ܡ�һ���н�һ�����ۡ�
�������
����������ȣ�������־�����Խϵ͵�������ϵ������˸��ʺ�����Ҫ�ϸ���ƣ�Ϳ�����Ӧ�á�Ȼ����ֱ��Karlsson��������о�����L-PBF�����AISI 441�ֵ��۽ṹ�ͻ�е��Ϊ�Ŷ����ֲ���ֵ�LAM�������о���AISI 441����һ�ֵ��͵Ĺ�����ǿ�������岻��֣���������Nb��Ti����߸����µ�ǿ�ȡ�
ͨ�����ڳ���������L-PBF�����AISI 441���У��������Ϊ����������bcc�������塣Ȼ�������3��ʾ��ż����������Ʒ�й۲쵽�����꣨C��N���࣬����L-PBF��Ʒ��û�й۲쵽������������ȴ�ٶȼ��ߡ�106K s�C1[8]��LAM�����У�������TiN��NB��C��N������γɡ����⣬��LAM�����İ����岻��֣�ͼ27�����ƣ�L-PBF�����AISI 441�־����������۳�������ͼ27��a������EBSDͼ��ʾ��AISI 441���۳��еķǾ��Ⱦ�����̬�����п��Թ۲쵽�����۳ر߽��ϸ���ᾧ������ͼ27��a���е����߱�ǣ����ɵ��۳����ĵ�ϸ��״������
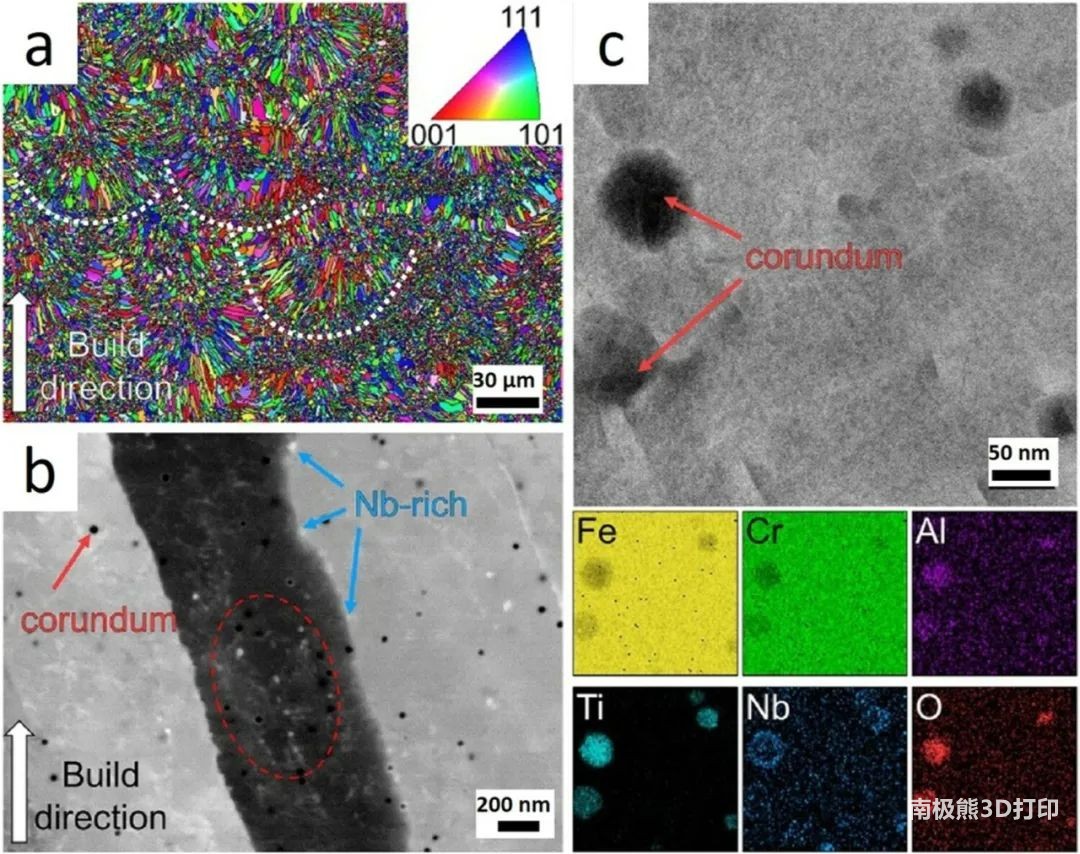
ͼ27 L-PBF�����AISI
441�ֵ��۽ṹ�������Ϊ60W��ɨ���ٶ�Ϊ120 �� s�C1������a��EBSDȡ��ͼ��IPF��ɫ�����������ȡ������������ʾ�۳ر߽磻��b���߱�SEM����Ƭ����ʾ�ɸ����������ɫ��ͷ������ƫ������ɫ��ͷ��װ�ε�ϸ���ṹ����c��
HAADF����Ƭ����Ӧ��EDSͼ����ʾ�˸����������ɡ�
������������������۳��в�ͬλ�õ�����ʷ�仯��������LAM�ͺ��ӹ����еõ�֤ʵ[8149]��Ȼ��������LAM�������д�ġ�����������״�����İ����岻��ֲ�ͬ��ͼ9��26����L-PBF�����AISI 441�־��и�ϸ��ƽ�������ߴ硫1.7��m�����⣬�������ȡ����ᾧ�����γ�Ҳ������L-PBF�����AISI 441���е���֯���۽ṹ����ͼ27��a����ʾ��IPF��ɫ��֤ʵ������ϸ�����۽ṹ������ͺ��Ӷ�Ӧ�������б�����������Ϊ����L-PBF������صļ�����ȴ����(��106K s�C1�������۽ṹ��ϸ�������⣬��L-PBF�Ʊ�������ԭλ�γɵ�TiN������Ҳ�����ھ���ϸ����Durga���������һ���о�����ƣ���L-PBF��������У�AISI 441���е�Ti��N������Ӧ����Һ�����γ�TiN��������
����TiN��������֮��ľ���ʧ��̶Ƚϵͣ�TiN����������Ϊ�����κ˵㣬������ʱ�ٽ���������κˣ��Ӷ��γ�ϸ�������۽ṹ��Ȼ�����ڿ���ɭ�Ĺ����У�XRDû�м��������������Ϊ����������ϵ͡���L-PBF�����AISI 441�֣�ͼ27��b�������۽ṹ�����˸���ϸ�ļ�飬��������м�ϸ�İ�״�ṹ��������ͼ27��ʾ�İ�����֡����θ��Ѹ��������СΪ��50 ��ͼ27��c����ʾ��EDS����֤ʵ������ɢ��ϸ���ڡ����ɢ�ֲ���������Щ����ֱ����Һ���γɡ����⣬�۲쵽Nb�ؾ����߽�ƫ�������ں��˻��������ǿ������Fe2Nb Laves���γɡ�
˫���
˫���֣�DSS�����۽ṹ���ɼ���������������Ͱ�������ɡ��ڹ�ȥ�ļ�ʮ���У�DSS���ھ��и��ߵ�ǿ�Ⱥ���ʴ�ԣ���Խ��Խ���Ӧ���ڸ�����ҵ���绯�������̣�����ȡ�������岻��֡�����LAM�����о�������˫��֡�������2507��UNS S32750����2205��UNS S31803��DSS����ĿǰΪֹ��������Щ˫�����Ʒ����ʹ��L-PBFװ������ġ�
L-PBF������2205 DSS��EBSD��λͼ��ͼ28��a��b������������������Ʒ������ȫ���������(��99%������������������徧�������������塣��������LAM������DSS��Ʒ�б��������Ƶ�����ɡ�Ȼ�����ڴ�ͳ���ӹ����У���������ı���Ҫ�ߵö࣬�ߴ�68%������������IJ�������ȴ�ٶ��йء�ͨ����L-PBF���յĹ��ʣ�ͨ������1 ����Զ���ں��ӣ��Ӽ�ǧ�ߵ�50ǧ�ߣ�ǧ�ߣ����Ӷ����������ܶȣ��Ӷ������ȴ�ٶ�(��106K s�C1������L-PBF�ڼ䣬�ڽϸ��¶ȷ�Χ�����Ʀ�-��������������ת�䡣
��ˣ��봫ͳ���ӹ��ղ�ͬ�����ȴ������ڻָ�L-PBF�����DSS��Ʒ�е�˫��ṹ�DZ�Ҫ�ģ��⽫�ڡ�������һ���н�һ�����ۡ�������������L-PBF������ȣ�L-DED�����ڼ�������ܶ���Խϸߣ�����ܵ���L-DED������Ʒ�еİ����庬���ϸߡ���ˣ��ڲ����к��ȴ���������£�ͨ��L-DED���տ���ֱ�ӻ�ý�����ȵ�˫��ṹ������Ҫʵ����֤��
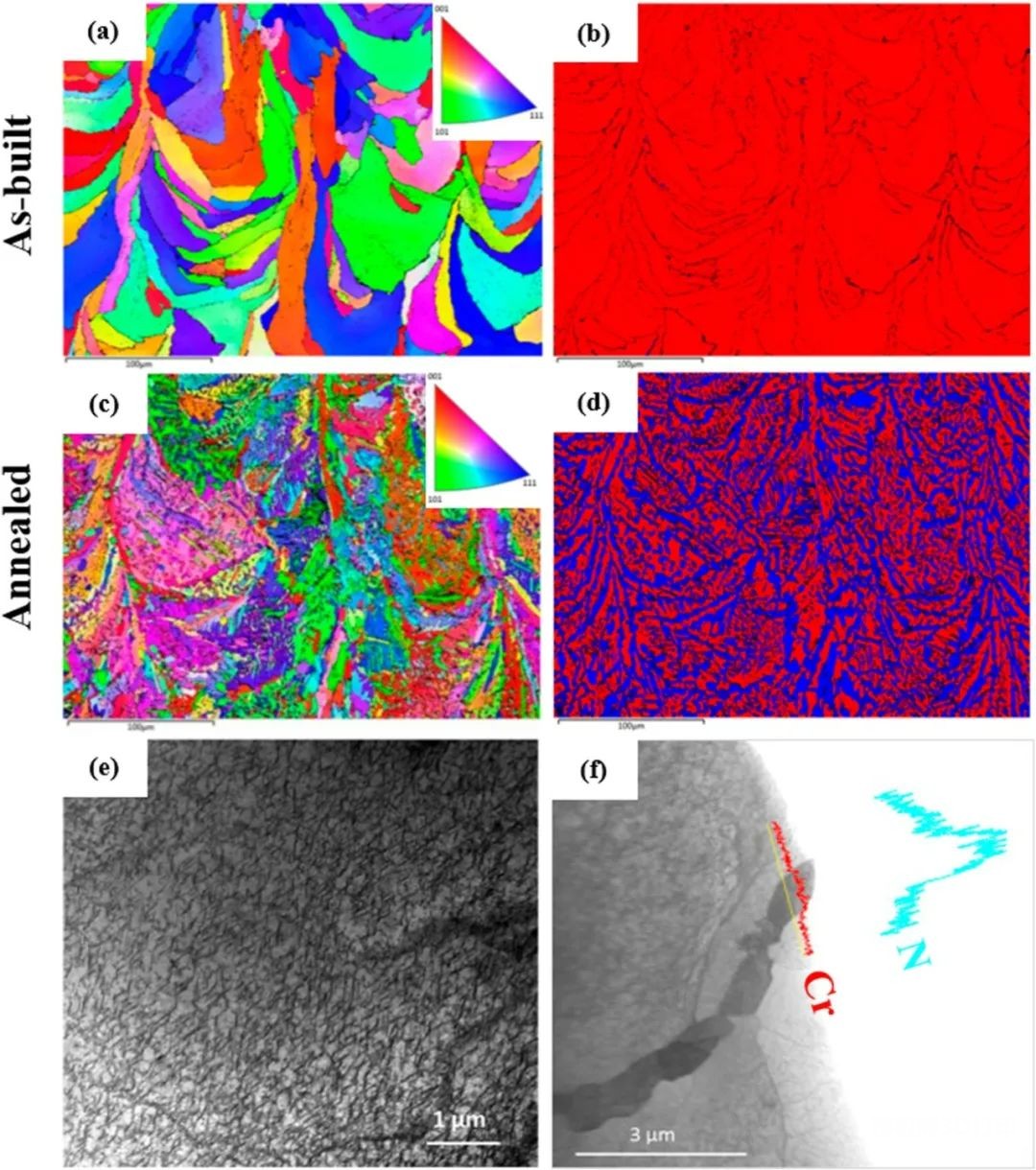
ͼ28 EBSDȡ���ͼ(a, c)����λ��ͼ(b, d)��L-PBF����2205 DSS�ı걾(250
W�ļ���ʡ�ɨ���ٶȵ�850 mm s - 1����0.05����0.1���ķ����ռ�)��(a, b)��(c, d)�ȴ�������1000��c
60���Ϊ1:����������Ⱦ�˺�ɫ�Ͱ����������ɫ�ε�ͼ;TEMͼ����ʾ����L-PBF�Ʊ���2507��DSS��Ʒ(�����Ϊ190
W��ɨ���ٶ�Ϊ750 mm s-1�����Ϊ0.02 mm��ȱ�ڿռ�Ϊ0.1 mm)�д��ڸ��ܶȵ�λ��(e)�͵�����(f)��
���ù�ѧ������316L�����ʴ�̱��������֯�������о���������ε�316L��Ľ����˱Ƚϡ�����ͼa��ʾ����Vilella��ʴ30���Ӻ��߱��ֳ�����ľ����ṹ�������ߴ�Ϊ10 ~ 20��m���෴����pfc - l316l��Ʒ�Ͻ���25���ӵ�Vilella��ʴ����ʾ����ͼ2b��ʾ�ķǾ����۽ṹ���ɼ���ɨ��ģʽ�;ֲ��ۻ�����Ŀ��������γɵ���״�۳����гɱ�֯״�������ۻ��Ŀ���������֯��PBF-L�Ͻ��кܳ������������������ɷ���ͬ�ı��β��ϣ�������֯���ȳ߶��кܴ�IJ�ͬ��
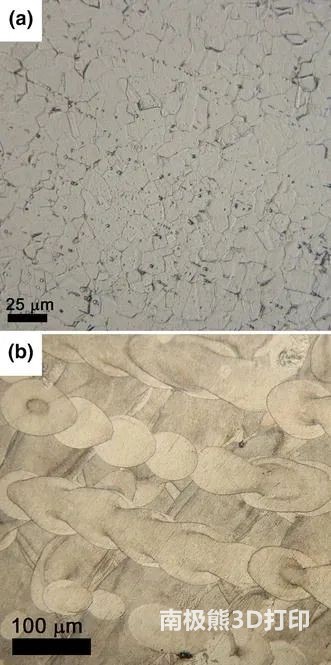
(a) 316L�����Ƭ��Vilella�Լ���ʴ��30���Ӻ�Ĺ�ѧ��ͼ��(b) PBF-L 316L�������Vilella�Լ���ʴ��25���Ӻ�Ĺ�ѧ��ͼ��
��ͼ28��e����ʾ�����ѽ���2507 DSS����������������п��Թ۲쵽���ܶ�λ����������LAM�����İ���������ƣ�ͼ26��h����������Hengsbach���ˣ���λ���ܶ��Ǻ����ȴ������ٽᾧ�Ͱ������κ˵���������ֵ��ע����ǣ�LAM������˫��ֺͰ�������и��ܶ�λ�����γɻ��ƿ��ܲ�ͬ�����ڼ����ۻ���316L�֣�λ�����ֲ��ڰ�״�߽總����������������ڿ������̹����д�Moԭ�Ӿ��ȺϽĻ�������ѧ���ɳɷֲ����γ��˰�״�ṹ��Saeidi�����������Ʒ�����Ǿ���ĸ��ܶ�λ�������ڰ����徧���д�λ��ĸ�����
���⣬���Ǿ����γ�������������Ҳ������ֲ�Ӧ�����ٽ�λ����ֳ�����봫ͳ���ӻ����ֲ�ͬ�����ߵ�λ��ͨ���ᱻ�յ��ĸ�Ӧ��������Ȼ������L-PBF������DSS�У�û�й۲쵽���͵������ѽṹ��λ���IJ�������Ϊ�Ǽ�������յ��Ĺ����Ϳ�λ�Ľ������LAM���յĿ������̹����У��������Ԥ�ƻὫ�����Ϳ�λ������վ��塣��λƫ�������ݵ��¾��������λ�����Ϳ�Ѩ���γɡ���ע�⣬��ĿǰΪֹ����LAM������DSS��û��ƫ���ͳɷֲ����ı��档��ˣ�LAM������˫��ֺͰ������֮��λ����ֳ���ƵIJ��������һ���о������ڰ�״�ṹ���γɻ����Լ���Ӧ��λ����ƫ����������ĸ���ϸ�ڣ������������ҵ���
�����������ƣ���L-PBF������2205 DSS�й۲쵽�ع�������ȡ�����״������������������������ǿ<001>֯���㷺�����ھ�����������ṹ��LAM�ӹ��Ͻ��С���L-PBF�����2205��2507 DSS�����У��ڽ��������ϵ�ǿ<001>������ȷ��[250255]��Ȼ����������ÿ��֮��ʹ��66����תɨ������������Ʒ����ѡ����ȡ���ǿ��Ҫ���öࡣ��ˣ���תɨ������ƺ�������Ч����С��������
��Դ��Laser additive manufacturing of steels��InternationalMaterials Reviews��doi.org/10.1080/09506608.2021.1983351
�ο����ף�Gibson I, Rosen DW, Stucker B. Additive manufacturing technologies.Vol. 17. Cham, Switzerland: Springer; 2014. Brandt M. Laser additivemanufacturing: materials, design, technologies, and applications. Duxford:Woodhead Publishing; 2016.
(���α༭��admin)

��һƪ�������˽ҵ������3D��ӡ������γɾ����ܹ������ϵĿ�������
��һƪ������3D��ӡ316L����ֵ��۲���Ӧ��������ģ�����
��һƪ������3D��ӡ316L����ֵ��۲���Ӧ��������ģ�����
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


