��������ֵĹ��ս�չ�Լ����ٵ���ս���壩
ʱ�䣺2022-02-21 11:59 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
�������
���ְ����岻��֣���316L��304L����ʹ�ò�ͬ��LAM�������мӹ���L-DED����õġ���4�ܽ��˽�����LAM�ڲ���ַ���Ĺ������ص���ԭ�ϡ��������͡���϶�ʺͻ�е���ܣ���Ӳ�Ⱥ��������ܣ�����ͼ1��ʾ��316L��LAM��õİ����岻��֣���Ϊ���ۺϻ�е���ܡ���ʴ�Ժ�AM�ӹ��ԡ�����ɼӹ��ԡ�ּ������ԭ�ϲ���ͨ��LAM�ɹ��ӹ��ɿ�״���϶����������ϵ��������Լ������ض�Ӧ�õĻ�е��ұ�����Ҫ���������
Ȼ����û����ʽͳһ�Ķ���������Է����������ض����ϵĿɼӹ��ԡ�һ����˵���������ú����ԵĺϽ���ܾ������õ�AM�ӹ��ԡ���ˣ�����ұ���գ�������L-DED���յ������ԣ��ֵĿɼӹ����������Բο��㷺�����Ŀɺ��Խ�������⣬���4��ʾ������Syed����ͬ��ʹ��316L�����˿�⣬���������о���Ա��ʹ��������10��180֮������η�ĩ�Ԧ�mΪԭ�ϡ���4��������LAM�����Ĵ����316L��������������ȫ���ܡ���4���ܶ���Խϵ͵ļ�������������ʹ�õ�δ�Ż����ղ���[���硰LAM�ӹ�������Ӱ�족һ��������ͨ���Ż��ӹ����������Խ���LAM�ӹ��ֵĿ�϶�ʣ���ͼ6����
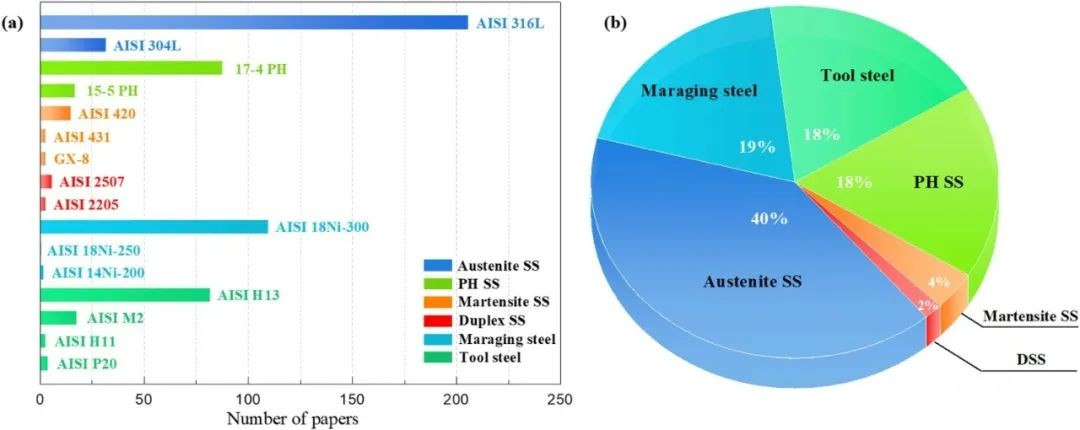
ͼ1 (a)�������ڸ���ֲ�LAM����������;(b)��ͬ���ֵ�LAM�о�������ռ�İٷֱȡ���������2020��4��֮ǰ���������ġ�
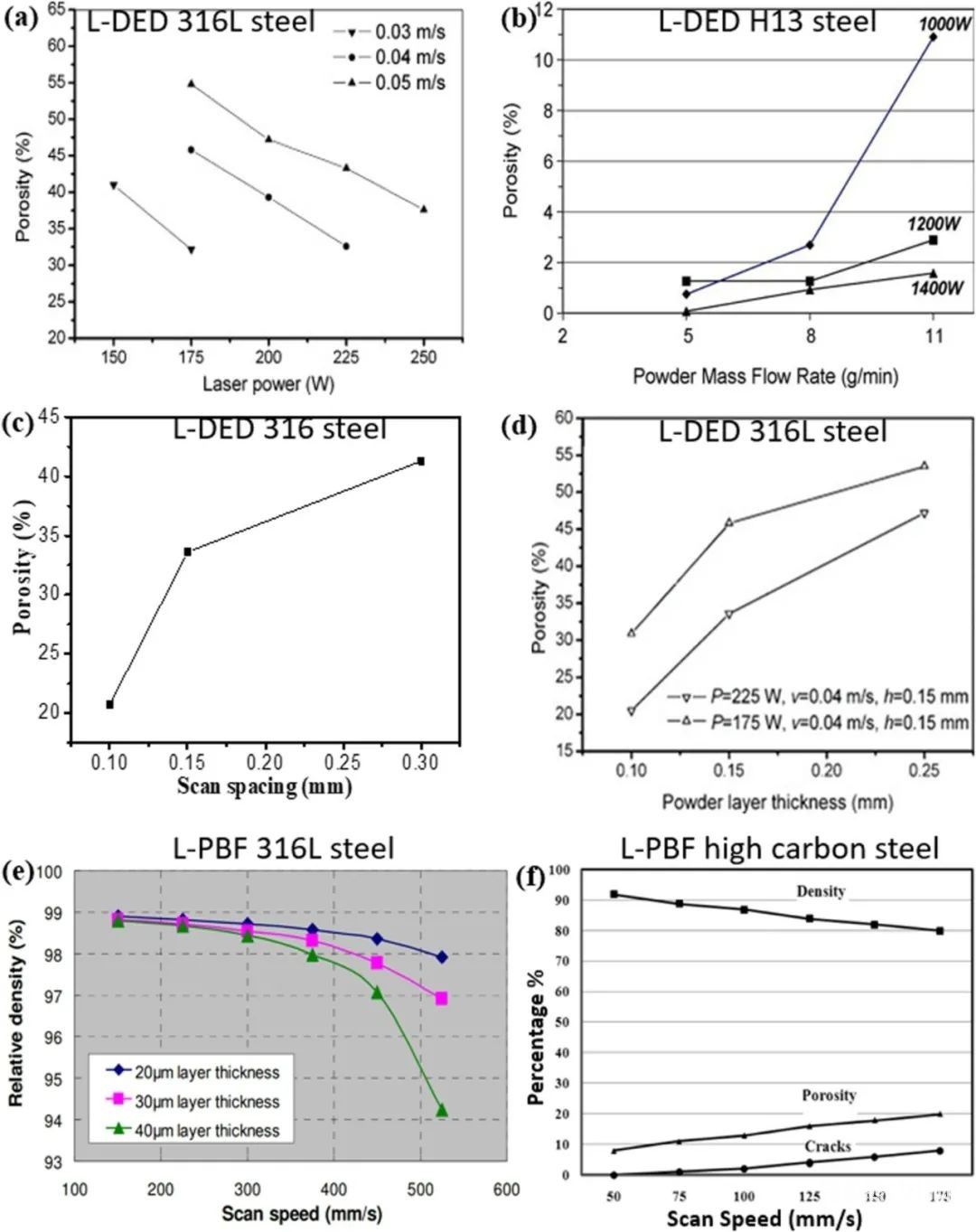
ͼ6 ���ղ�����L-PBF��L-DED�Ʊ��ĸ����������ʵ�Ӱ��:(a)�����;(b)�۽����ٶ�;(c)ɨ����;(d)Ϳ���Ⱥͼ����;(e)ɨ���ٶȺͲ��;(f)ɨ���ٶ�
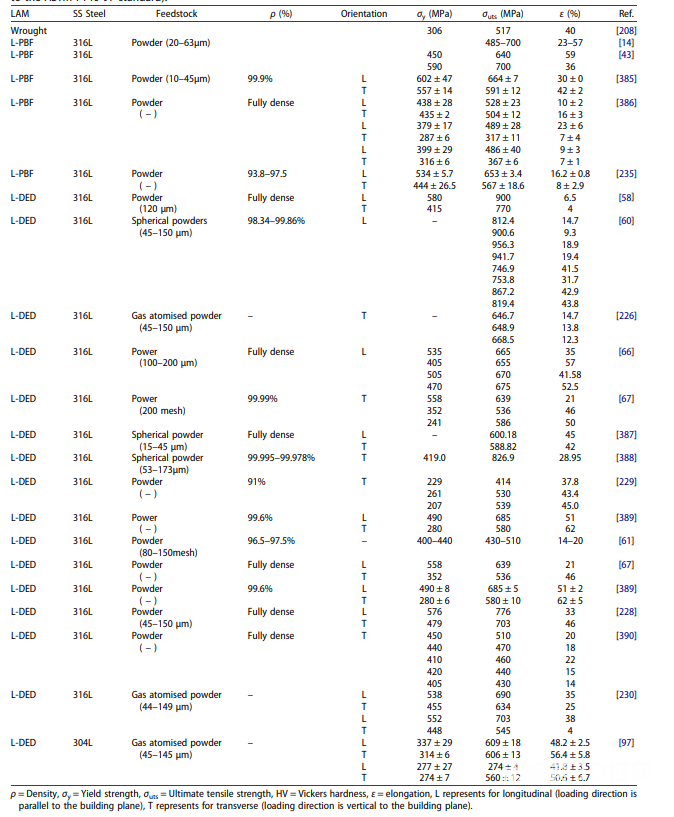
��4 316L�������Ʒ����������(Ӳ��ֵ����ASTM F140-97��ת��ΪHV)��
��ͼ26��ʾ��L-DED�Ͱ�����ֺ�L-PBF�Ͱ��������Ʒ�����ֳ������Ե��۳������������IJ���۳ر߽�ɼ���Wen���˱������۳ر߽總���ǽ���Ԫ��(��C��O��Si)�ijɷֲ��������LAM�����������к���һЩ�о���Ա������˵�����۳�������ȣ��۳ر߽�(mpb)�����ľ������֣������Ϊ�۳ص���Ϊ�����ں��ӵ���Ӱ����(HAZ)��������������ڹ���������ʱ��������ص�̫�࣬���в�ͻ���ȡ���ˣ�����ʵ��Ż����ղ���������������LAM�����İ����岻����к��ٱ�����(��ͼ9��19��22)�����֮�£������EBSDȡ��ͼ��ʾ������mpb������ȴ�ٶȽϸߣ�������������ȣ�mpb�����ľ�����ϸ(ͼ9)���Ա�ͼ26(a)��ͼ26(d)���Կ�����������L-DED��������Խϸߵ���������ͽϴ�����ߴ磬L-PBF������316L�ֵ�����سߴ�(��ȺͿ���)��L-PBF����������������
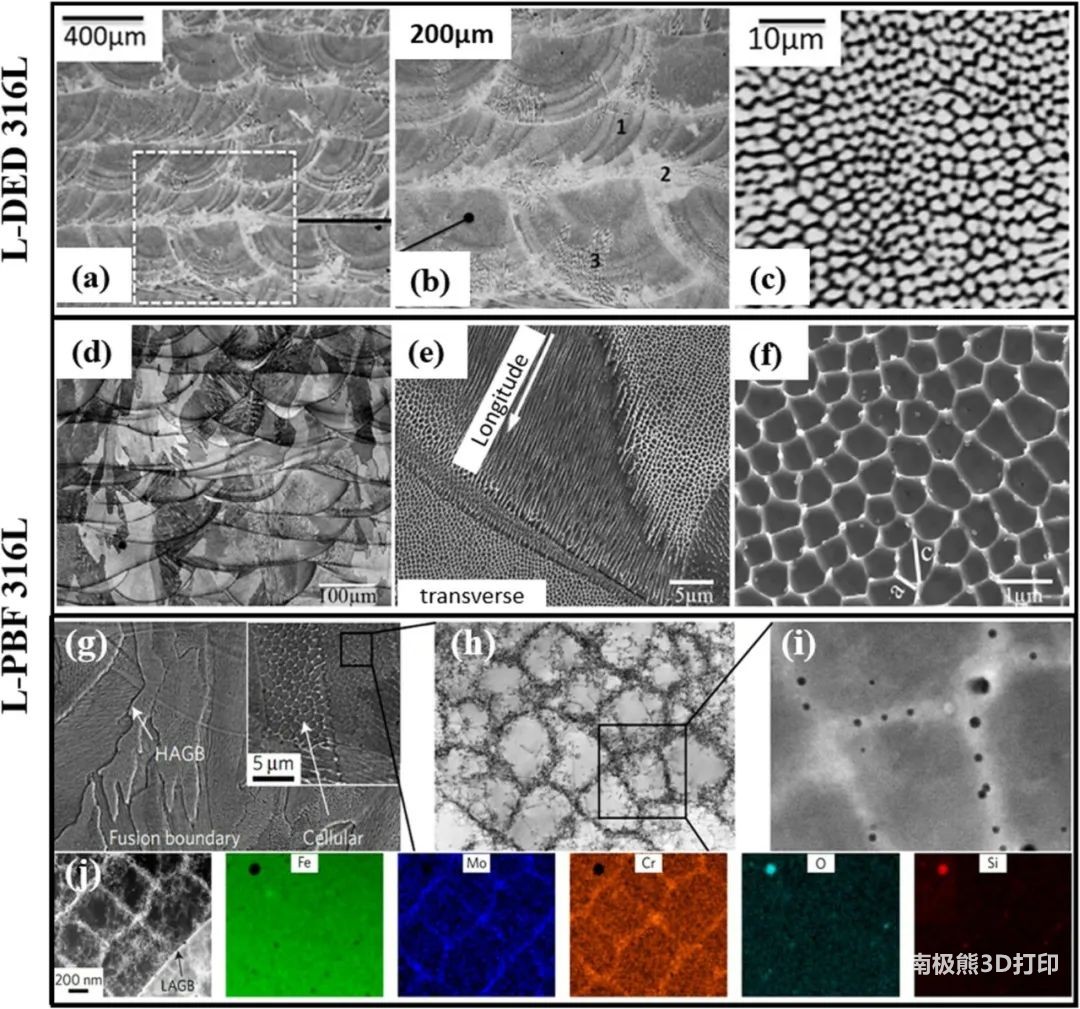
ͼ26 (a-c) L-DED����ĺ�(d,e)
L-PBF�����316L�������Ʒ������غͰ�״�ṹ�ĵ�����̬;(g)
L-PBF�Ʊ���316L�����������SEMͼ��;(h)��ʾ����ϸ����������羵ͼ��;(i)�߽ǶȻ��ΰ���STEMͼ����ʾ����ϸ������h��ʾ;(j)ϸ���ṹ��TEM-EDSͼ��
��Cu K��������PANalytical�����Ͻ�����x�������������������Ʒ�IJ�����Ϊ0.01�㡣����Ƭ�ߴ�Ϊ14 �� 36 �� 10 mm3��Ȼ��ͨ����ӹ������ӹ���������Ƭ�ߴ�(����ͼ(d))����Ʒ����320ɰֽĥ������1000ɰֽĥ������������Instron��̬������(5569ϵ��)�Ͻ��У�Ӧ������Ϊ2.65 �� 10−4/s�����ж�֮ǰһֱʹ�ô�������ơ�ÿ�����ٲ�����������Ʒ��
����SLM AM��������������Ե�����ͼ������
LAM������316L��304L��Ʒ�������������Ǿ������������FCC������ṹ�ĵ������塣����ͨ����ͳ����ӹ�������IJ�Ʒһ�£���3�����������ڰ�����ֵ�Creq/Nieq��ΧΪ1.25�C1.95����������AF��FA����ģʽ��ż���ڴ���L-DED�����У�����֦���߽紦������ƫ������ȴ�ٶ���Խϵ�ʱ����֦����߽��ϼ����������壬���������������γ�Ԫ�أ���Cr��Mo���С�Ȼ������LAM�����İ����岻����л�û�����������ı�����
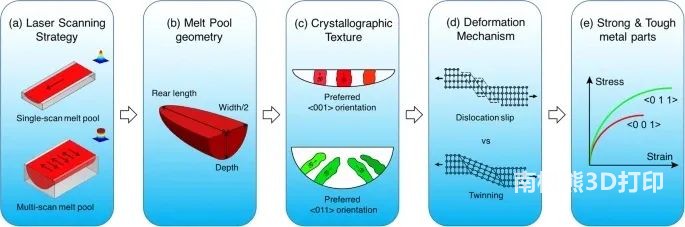
ͼ9��19��22��ʾ��LAM������316L�ֵľ�����̬��֯��������ͨ���ĵĶ������ͷţ��ع�������������ϸ����״������һ��������������������̹���������������������������ṹ����״����������<001>�������������������������������ݶȣ��෴����ˣ��ڰ�������У�ͨ��������ع�������ġ���ɢ��·���෴��ǿ��<001>����֯������ǰ�������ڡ�LAM�ӹ�������Ӱ�족һ���У�<011>���ڲ�ͬ��LAM���ղ��������۳ؼ�����״�IJ��죬�ع�������Ľᾧ֯��Ҳ�����档
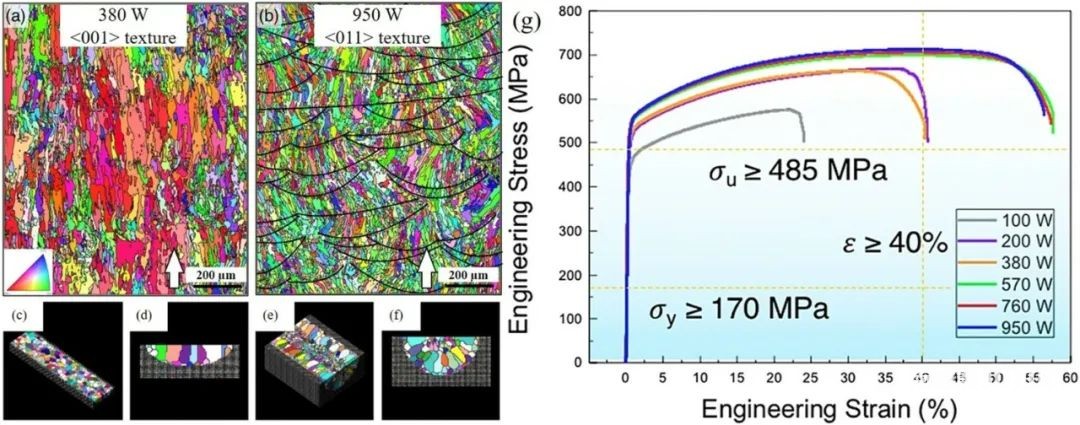
ͼ9 ����ʷֱ�Ϊ380 W (a)��950 W (b)ʱ��L-PBF�Ʊ���316L�������Ʒ�ľ���֯��(a,b)����������(c)�����巽������������۲죬��ͼ(a)��ʾ��ͷ��ʾ��380 W (c,d)��950 W (e,f)[23]��Ʒ�Ķ���ѧ���ؿ���ģ�����ĵȾ��������ͼ��

ͼ19 EBSD��λͼ��L-PBF���316L������Ʒ�Ĵ�����ϣ���ͬ���(a)�����(b)��
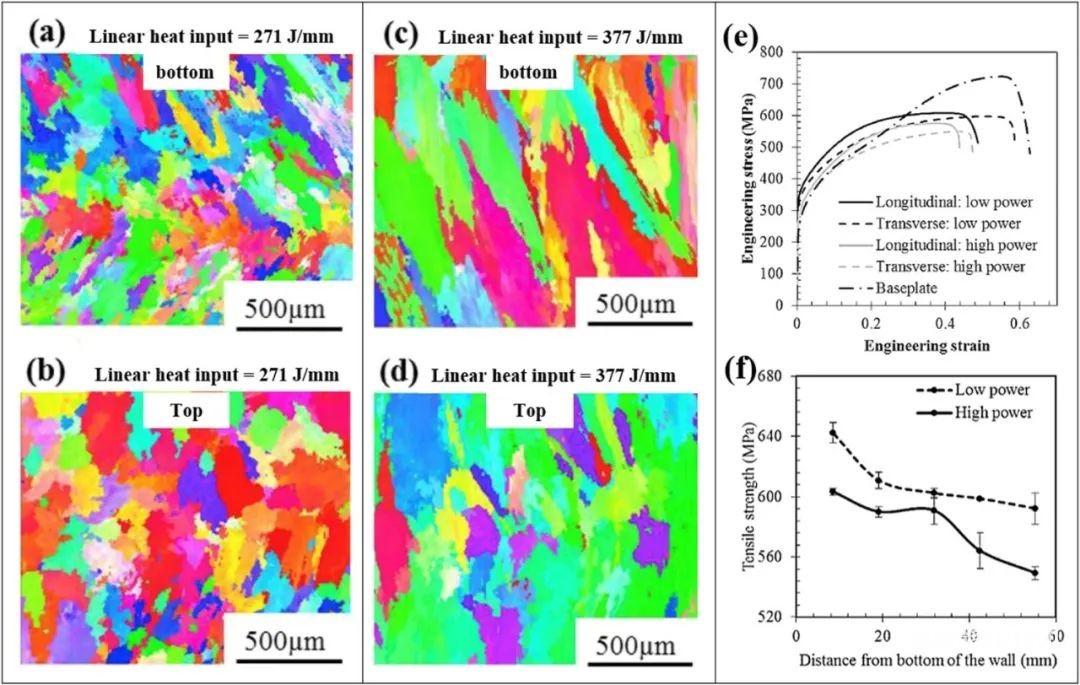
ͼ22
��ͬ����������������L-DED����304L������EBSD�漫��ͼ����a��b������������ = 271
J mm�C1����c��d������������ = 377
J mm-1����e���ӵ��ʱں߹��ʱ�����������ȡ��304L��Ʒ���Լ����˻������ȡ����Ʒ������Ӧ��-Ӧ�����ߣ���f�����������Ŀ���ǿ���污�������ײ�����ı仯��
��ͼ9��ͼ22��ʾ������L-DED��������Խϵ͵���ȴ���ʣ�L-DED������Ʒ�еľ����ߴ����L-PBF��������еľ����ߴ硣�Ͻ�������֯����̬ȡ����G/R��G��R���ۺ�ЧӦ������G�����ݶȣ�K m�C1����R���������ʣ�m s-1������ֵG/R��������ģʽ������ƷG��R���������۽ṹ�Ĺ�ģ������G/R�ȴٽ��˴�ƽ�浽��״��Ȼ����״֦���͵���֦������̬ת�䣬������G��Rֵ��ϸ���������۽ṹ����ˣ�L-DED�����нϸߵ������ܶ�ͨ���ᵼ�½ϵ͵�G���Ӷ����½�С��G��Rֵ�����Ӧ�ڽϴֵľ�������ˣ�L-DED������Ʒ���۽ṹͨ����L-PBF�����Ķ�Ӧ��ֲڡ���Ȥ���ǣ���Ҳ�������Ǿ����ṹ����ͼ11��ʾ�����⣬L-DED�����нϵ͵����ݶ�Ҳ��Ӧ��С��G/Rֵ����ˣ���L-DED�У����ڸ��������룬��ͻ������ϸ��������������Ȼ�������ڸߵ����ݶȣ���L-PBF�����316L��Ʒ�У��Ǿ����ṹ��֦��������δ������
��ÿ���۳ع켣�ڣ�ͨ���ڰ�������й۲쵽ϸ�Ǿ����ṹ�������״����ʱ��֦״�ṹ����ͼ26��a�Cf����ʾ��ֵ��ע����ǣ���ͼ26��e����ʾ��ϸ������ͻ�ṹ������ͺ����Ͽ�������ͬ����Щ�Ǿ����ṹ��α��������Ϊ����[60]��ֱ��EBSDͼ�׳���ͬһ�����е�ϸ��������ͬ��ȡ��һ����˵��L-DED�����316L����ֵ�ϸ���ṹ�ߴ��L-PBF����Ĵ�öࣨ��ͼ26��c��f����[63]��������������Ҳ����Ϊ��L-PBF������ȣ�L-DED���յ���ȴ������Խϵͣ�G��Rֵ�ϵͣ������⣬L-DED�����нϵ͵����ݶ�Ҳ�ᵼ�½ϵ͵�G/Rֵ����ˣ���ʹ�ø߹���L-DED��������Ʒ�У���ʱ�����Ǿ����ṹ����֦״����������ϸ��������Ȼ�������ڸߵ����ݶȣ���L-PBF�����316L��Ʒ�У��Ǿ����ṹ��֦��������δ��������
���⣬����Щ���װ�״�ṹ�ıڹ۲쵽���ܶ�λ�����߶�ƫ��������Cr��Mo�������������γ�������ͼ26��g�Cj��������Ʒ316L�ֵ�λ���ܶ�ԼΪ1014�C1015 m mm�C3��Զ�����˻������Ʒ��109�C1010 m mm�C3������L-DED�����316L����Ҳ���������ƵĽ����������Ϊ�����ֹ����п������̹����е�������Ӧ���������Ӧ�䣬�Ӷ��������ܶ�λ�������ƺ��뺸�ӹ������ơ�Ȼ����Saeidi���������λ���ĸ��ܶȿ�����㷺�����İ�״�ṹ�йأ��⽫�ڡ�˫��֡�һ���н�һ�����ۡ����⣬��LAM������316L������У��ذ���ڵ��߶�ƫ���ѱ��㷺��������ʹλ���������Ը��ƣ��Ӷ������Ͼ���Ȼ�������ʷֲ��IJ������Ժͷ�ƽ���۽ṹҲ��֤���ή����ʴ�ԡ����⣬����LAM�����е�ԭλ��������ϸ����ڼ�������̵������ͼ26��i�Cj��������Щ�����ﱻ��Ϊ�ǵ�����ʴ�Խ��͵���һ��ԭ����Ҫ��һ���о�LAM�����İ����岻��ֵĸ�ʴ��Ϊ��
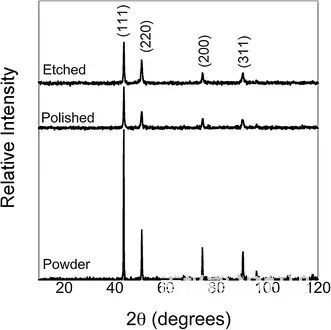
316L��ĩԭ�Ϻ�PBF-L�Ͻ������ʴ�������µ�XRD���ס�����ɨ�����ʾFCC��������Ĵ��ڣ���PBF-L 316L�����У�ϸ�ķ�ֵ�ӿ������Եġ�
(���α༭��admin)

��һƪ�������˽ҵ������3D��ӡ������γɾ����ܹ������ϵĿ�������
��һƪ������3D��ӡ316L����ֵ��۲���Ӧ��������ģ�����
��һƪ������3D��ӡ316L����ֵ��۲���Ӧ��������ģ�����
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


