���շ������ؼ����ϼ�����������Ľ�չ��չ������
ʱ�䣺2021-11-15 11:16 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
���⣬�������˲��ϣ����/���غϽ�����ʽṹ���ϣ��������õĻ�е���ܣ�����ʵ��Ӧ���ڷ��������֮ǰ����Ȼ��Ҫ�ϸ�ı��������ԡ���������֤����ˣ������˽���Щ�㷺ʹ�õĺ��շ��������ϵĹ��ղ���-�۽ṹ-��е����֮��Ĺ�ϵ�������ƶ����ʸ�ֵ�Ͻ�ķ�չ��Ȼʮ����Ҫ��
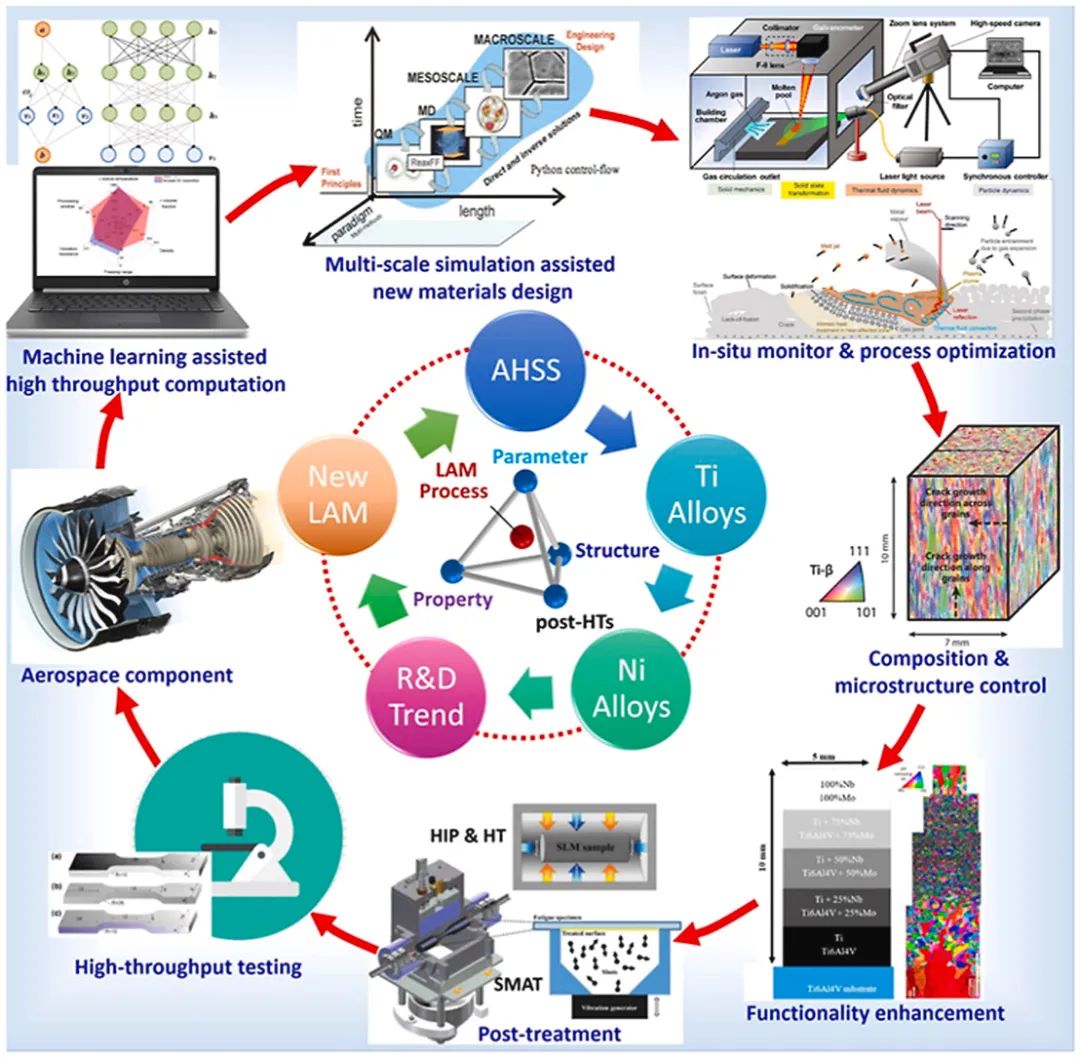
������ּ�ڶ��������շ��������ϵļ����ĩ���۱䣨LPBF���ͼ��ⶨ������������LDED���������йؼ�����������������������ܽ���Щ���շ��������ϵIJ������ԡ����ܷ�Χ����������Щ���ϵ��о���ࡣ���⣬��ǿ���˶Ժ��շ��������ϵ��о����ᡢ���Ͽ�����LAM���з�������չ����
1. ����
1��1. �������������
��Ϊ��ֵ��Ʒ��ҵ�����պ�����ҵһֱ���Ƚ����켼����չ�Ͳ��õ�ǿ���ƶ��������ź��չ�ҵ�Խ��ܼ��š����������ɿ��Ժ������Ե�Ҫ��Խ��Խ�ߣ��ɻ�������ҪԽ��Խ��ĸ����ܲ��Ϻ�����ơ���ͳ�����칤���Ѿ��ﵽ������Ҫ��ļ��ޡ���ΪAM���ж��ص����ƺͿ����ԣ����Կ˷����켸����״�����ϡ����ܺ��ܵȸ��Ӳ�������������ս�������������(AM)�Ŀ��ٷ�չΪ������Щ��ҵ�����ṩ�˿����ԡ�
��Ϊ�߾������츴�ӡ����Ϻͻ�Ͻṹ�ṩ��ǰ��δ�е�������ɣ����Ǵ�ͳ����·����ʵ�ֵġ�AM�����������ں��պ��졢���������ӡ�ҽ�������¡���������ҵ�Ĺ㷺��ҵӦ���еõ��˳�ַ��Ӻ�Ӧ�á�ȫ��AM�г���ģ��2013���Լ30����ԪѸ��������2019���118.67����Ԫ����ͼ1��ʾ���������������ʾ�����20%������AM��ҵ�г���ģ�������պ�����ҵ��2019�꽫Ѹ�ٽӽ�20����Ԫ��
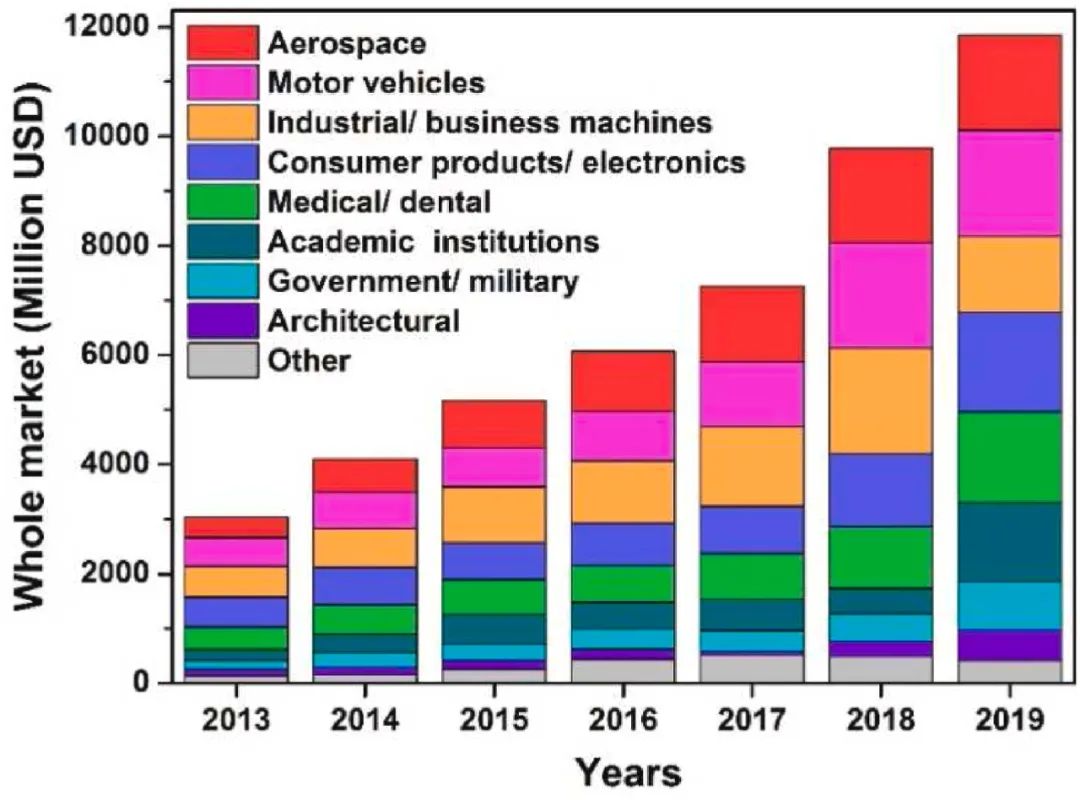
ͼ1 Wohlers������2014 - 2020�����ܽ���2013-2019�����ҵ����������г���ģ
�ڹ�ȥ��30���AM��Խ��Խ���Ӧ������õ���Ӧ�á���state of the industry����һ�����ȵ���ȡ���ҵ״�������棬��ÿ�����һ�ε��飬���ҳ�AM����;��2011�� Wohlers������������¹���AMʹ����������ݡ�
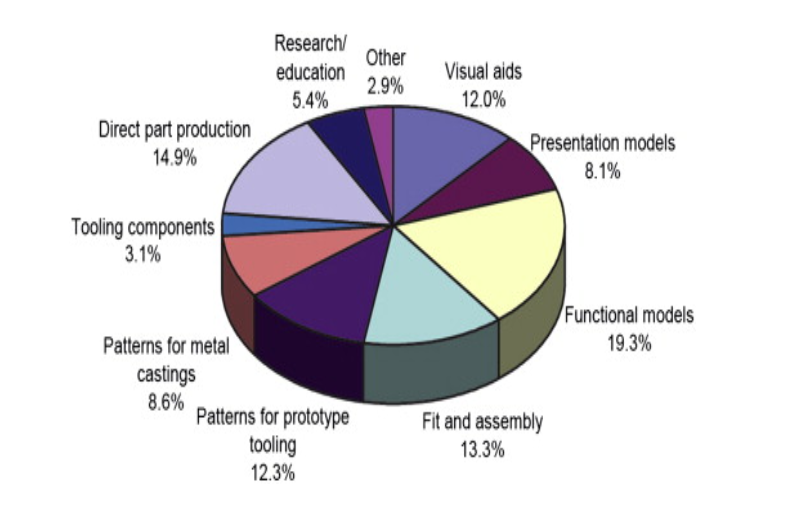
��������ĿǰӦ�õ�����ժ��T.Wohlersȫ����Ƚ�չ���棬2011��ISBN 0 975 44 29 - 6-1
�������� ��������Ժ��պ��칤ҵ�ĺô�
AM�ں��պ�����ҵ��Ӧ��ռ��������AM�г��ĺܴ�һ���֣����������������ƶԸ���ҵ�������ԡ�
(1��������ƺ��Ż������ɶȡ�AMʹ��������ԭ��ת����������ʽ��3D������縴�ӵ��ⲿ��״�ͽ������νṹ��AM�����������Ż��������������������ͨ��ʹ�þ���ṹ��ͬʱ�ṩͬ���������ߵĻ�е���ܡ�
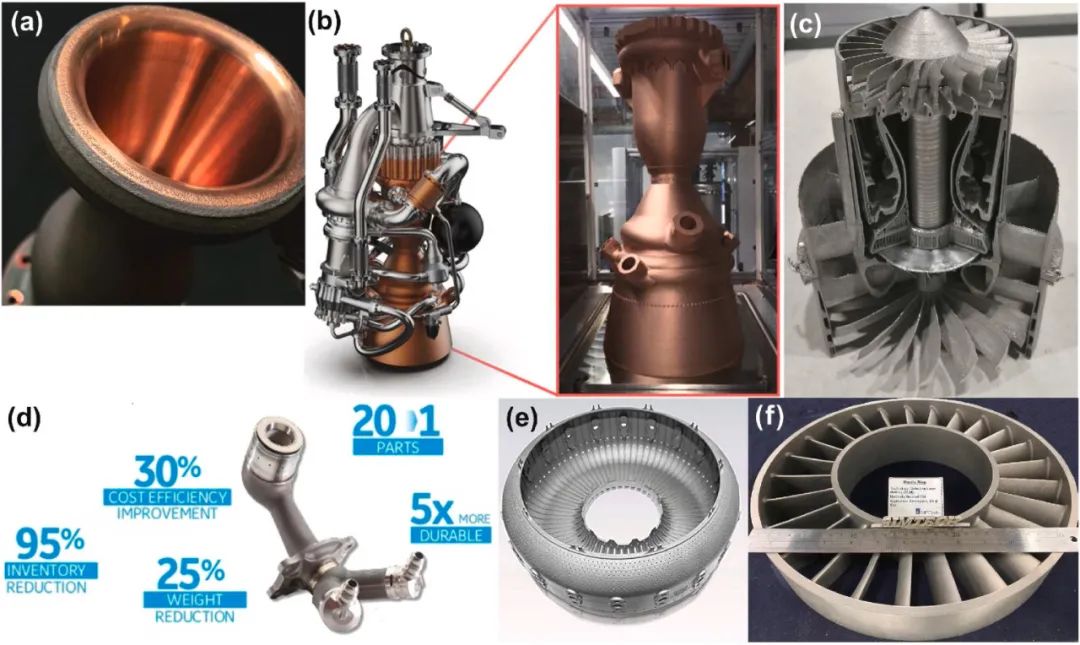
��2�����ܼ��ɺͲ������ϡ�AM�ܹ��������ж��Ʋ��Ͻṹ�ļ��ɶ�ܲ������繦���ݶȲ��ϣ�FGM����ͼ2a�ṩ��AMΪ��ǿ���ܶ������Ĺ����Զ����ȼ���ҵ�ʾ��������Inconel������ͭ�Ͻ�����ϡ����⣬������ͨ��ʹ��AMʵ��������ϣ��Ӷ�ʵ���������ɣ�����߿ɿ��Ժ����ܡ�
ͼ2 (a)
Inconel-copper�����ȼ���ң��Լ�(b)����LauncherEngine-2��LAM���͵�����ȼ���ң�ȼ���Ҹ�86���ף���������ֱ��41����(����Launcher
aerospace);(c)��������ѧAMPʵ����LAMed������;(d) GE��������������(e)ȼ����(����GE
AM);(f)��LAM������Inconel718���컷(����SIMTech)��
��ͳ�ϣ����ӵĺ��պ�������ɶ���������װ���ɣ��뼤���������죨LAM�����������ȣ�����ܻή�Ϳɿ��Ժͼ��ξ��ȣ�ͬʱ���ӳ�����ά���ɱ�����ͼ2b��ʾ�����������ĵ�����ȼ������Launcher aerospaceʹ��LAM���죬����Launcher Engine-2��ΪС�����Ƿ������ṩ����͵��ƽ������ĺ�ÿ�������ɱ��������������ϳ�һ��������Խ��ͳɱ���ʵ�ָ�����������ȴ��ơ����⣬��������ѧ��AMPʵ����Ҳǿ����ʹ��LAM��������ǧ�������������ϲ��ɶ�������Ŀ����ԣ���ͼ2C��ʾ��
��ʹ�����帨��ע����ͼ�����������ʱ���������Ե�һ�����������漰�Ķ���ɱ����������ɷ��ú�ר��ʹ�÷ѣ��豸�ɱ����Ϲ�����ʹ�õĵ���Ҳ���뿼�����ڡ����⣬ģ���ijɱ����ܻ������ע����ͣ���Ϊ����ͨ�����켼������������������뼯�ɵ�ģ���С�
��Щ���ӵijɱ������ջء������������ջسɱ���һЩ������:
����ϲ����¸��ٵ�ģ�ߣ����ٵĻ��������ʺͼ��ٻ�������װ
ʹ�õͶ�λ����
�����Ľ��IJ���
��������ʱ��
���ٵķ�Ʒ
���������(���ᣬ���ٵIJ���)
��3�����Ϻ���ԴЧ�ʡ��Ͳ���ʹ�ö��ԣ�LPBF�IJ������ԼΪ5%��Զ���ڴ�ͳ�ļ������죬��������ɲ����ߴ�95%�IJ�����ġ�ͨ�õ�����GE��ʹ��LAM��ƺͼӹ�ȼ�����죨��ͼ2d�����Լ���������25%��������ȼ�����ģ��Ӷ����ɱ�Ч�����30%��ͼ2e��ͼf��ʾ��Ƭ״ȼ���Һ����컷�ǵ��͵IJ��Ͻ�Լ���������н�����״�γɣ��봫ͳ�Ķ��������ӹ��෴�����߽��˷Ѵֲ��ϡ�
���⣬ͨ��ʹ��LAMʵ�ַɻ����������������ǽ���ȼ�����ĵķdz���Ч�Ĵ�ʩ���ݱ��������÷ɻ�ÿ����һ����������ÿ��ɽ�ʡԼ3000��Ԫ��ȼ�ͣ����������̼�ŷš�
ʵ��ȼ������ԭ��ͼ��ͼ��ʾ�������ص���һ����������ȼ�����죬�����϶ÿСʱ0.5���ء��ڱ��о��У�ú����Ϊȼ�ϣ�������Ϊ�������塣
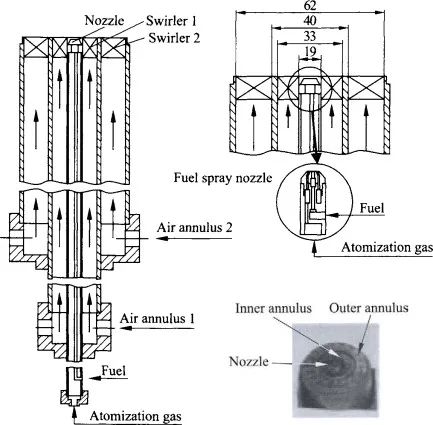
ʵ����˫ͬ������ȼ�������ߴ絥λΪmm
��ҵGTs��ȼ���Ҳ�������ȼ�������ڳģ��Ǵ��͡����Ԫ����������ӵ��������ܻ��Ͻ�(ͼ9.9)����Щ�����IJ����ȼ������ֱ�ӽӴ���ȼ���¶�Ϊ1400-1700��C��15��һ���棬ǽ��ͨ��ѹ��������ȴ�������ϵ��¶�������900��C���ҵĿɽ���ˮƽ���������е�ͻ������ɵ�Ҫ��

HGP�е�Ϳ�㲿��:�����ڳĶε�ȼ���ҡ�����Ϳ��ҶƬ��ҶƬ��ȼ���������֡�
(4)���ƺ�С�����������봫ͳ���칤����ȣ�������������LAM����������Ȼ�������ǵ�ģ�����졢�ӹ����ߺͿ��ĸ�Ͷ���ɱ���LAM���ں��պ�����ҵ������С��������������߳ɱ�Ч�档
��ͳ�����칤��·�����������˾��õ����츴����״��������ɶȣ������ǵ���ҪС����ʱ������ҽѧ��ҵ���ܴ�ͳ�������Ƶ�Ӧ�õ�һ���������ӣ���Ϊ����ҪΪÿ�����߶��Ʒdz����ӵ���״����������������̺Ϳ���ԭ�����죬�Ѿ��õ��˹㷺�Ĺ�ע���ֲ�ӹ������ķ�չ���ݱ�Ϊ�������졣
3D��ӡ�������κ���ʽ�IJ��Ͻṹ���糤˿����ĩ����֬���еijɹ��ںܴ�̶���ȡ���ڼӹ���������ˣ�ͨ�����ղ���ѡ����ʵIJ�����ʽ��ʵ��Ŀ����������������Ҫ�����á����ڸ��ϲ��϶��ԣ�ȷ������ֽ�֮��Ľ���������Ҫ����Ϊ�������㹻����Ա�����ճ����ά����ʱ�����ϲ��ϵ�ǿ�Ȼ���ߡ�������Ҫ���ǵIJ���������״���ߴ硢����ͻ���ֽ�ķֲ������ϵ��۽ṹ������ִ�еĺ��ʷ�����
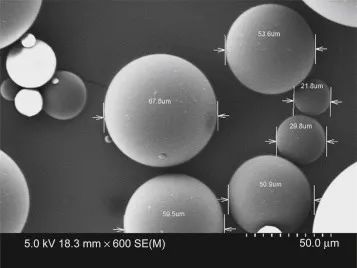
PMMA��ĩ��ɨ�����ͼ��
���磬��ͼ��ʾ����������ѡ���Լ����սᣨSLS�����յĿ����ߴ�;����Ե�PMMA��ĩ����������ѡ���Լ����սṤ�յ��Ƽ�����Ϊ50�C70��m��Ȼ�����۽ṹ�������Ϲ��ɳɼ�ӱ��������ϲ��ϵ���������ھ�����ά�ṹ���ܷ��������Ҫ���á���ijЩ����£����ϲ�����Ҫ���ȷֲ��ֽ���������ʵ�֡��������������⣬��ѧ����Ҳ��3D��ӡ�п��ǵĹؼ����ء����磬����������������SLS�����ڳ�����ģ��FDM������һ���棬�ȹ������������ڲ�������������̣�SLA������������ѡ���Լ����ۻ���ճ�ϼ����乤��ӡˢ��ɰ��ճ�����մ�����ʹ��ճ������乤�ս��д�����
(5)�����������������ڡ���������LAM�������Ľϵͼӹ�ʱ��ĺô����Լ��ٲ�Ʒ������ǰ�ڡ�Rolls-Royce����ƣ�ʹ��LAM�ɽ�ʡ30%������ʱ�䣬��������˾�����ƣ���������Ͱ�װʱ��ļ��ٵ�����ʱ�������50%���������������ö�����������ȡ���˴�ͳ�������и�ѹҺѹ������������������������35%���������������10������ˣ������������ʱ�����75%���ϡ�
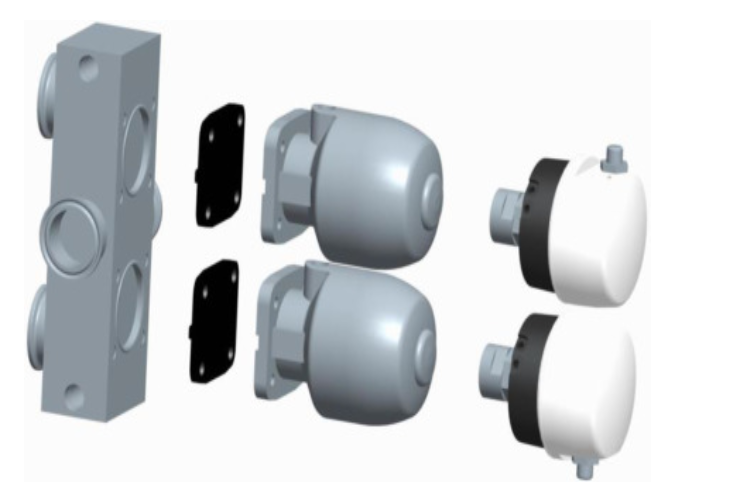
�жϷ��ķֽ�ͼ
�ڸ��Ϸ��У������Ĥ������е�ؼ��ɵ�һ�������У���ͬ�Ĺ�Ӧ���ṩ��ͬ�����ã��������ǿ����ɲ�ͬ�Ľṹ�����Ƴɡ���ͼ��ʾ��һ�����͵Ŀ����á������������е��ŵ�������͵��ڲ�������������ٹ���ϵͳ����Ĺܵ����������۵ķ��Ų������ڵ���Ĥ�����Ϸ���һ���ġ��������Ϸ���ά�ͱ���������ͬ��1.3. �����ͷ�Χ
���������Ƶ��ƶ��£����պ�����ҵһֱ��̽��ʹ��AM�����ɻ��������������ֽ�����֧�ܡ��ڲ����������ʻ�����������ƣ���������������������������ڲ���ȴͨ��������ҶƬ��ȼ�����졢ѹ�����ͼ��ɹܵ�ϵͳ��ֵ��ע����ǣ����շ������Ƿɻ������࣬���ִ���ҵ�ʹ��ϵı�ʯ�����շ�������㷺ʹ�õĸ�ֵ�����Ǹ֡��������ºϽ���ѺϽ���ͼ3��ʾ�����Ͻ���ϲ��ϲ��Ǻ��շ���������Ҫ��ɲ��֣����⣬���ع������Ͻ�Ϳ�����ǿ���������ϲ��ϵ�LAM�����½�չ����ˣ����������ص��Ǹ�ǿ�ȸ֡��������ºϽ���ѻ��Ͻ�
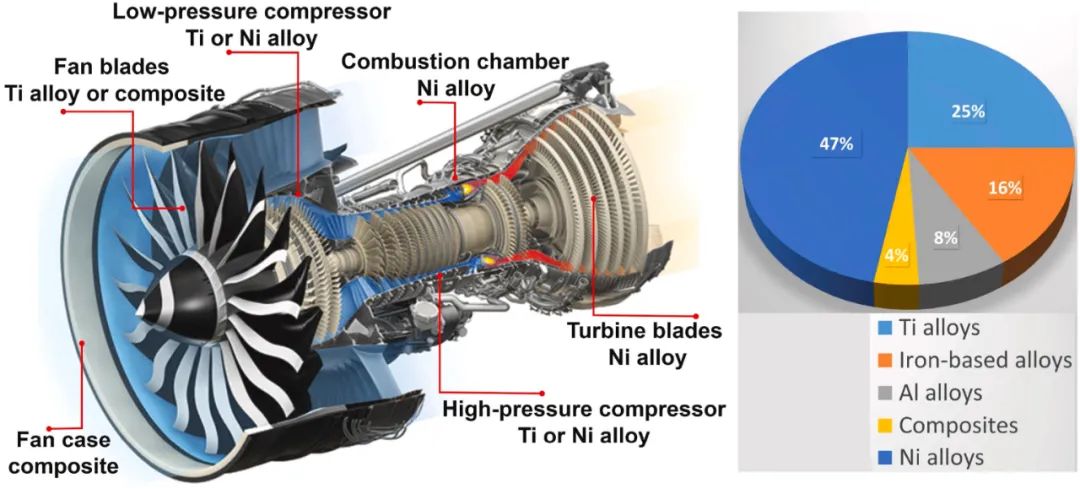
ͼ3 ����787�ɻ�ͨ��CF6���ַ������IJ��Ϸֲ���Ӧ������
����AM�о�����������ֲ��ϼ�������˹㷺�ĵ��飬��û�ж�AM��ǿ�ȸֽ���ȫ�����飬Ҳû�ж��ѺϽ���������ºϽ�������½�չ��顣���磬������������ºϽ������������Inconel 718�ϣ�Ϊ��һ�������¿������������ºϽ�����WSU 150�͵������ºϽ��ṩ�˻��ᡣ���ܶ�Ti-6Al-4V��AM�����˴���������飬������Ti-6Al-4V�Լ�TiAl�Ͻ������Ti�Ͻ�ĵ����۽ṹ��������̬��е���ܺ�Ƭ״Ti�Ͻ��ƣ�����ܣ���Ȼȱ�����㷺��ȫ����ܽᡣ
12Cr-l�����ṹ��5Mo-lW��(�ȴ���6455)���ڲ�ͬ�¶���ʱЧ1000Сʱ����50%��HNO3�е�ⸯʴ�������෴��
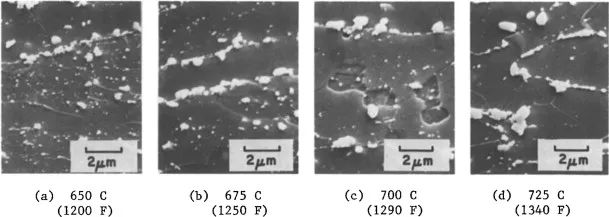
�ڲ�ͬ�¶���ʱЧ������12Cr-1.5Mo-lW�ֵ��۽ṹ��ͼ��ʾ����ʱЧ�¶�������700�棨1290�H��ʱ�����ṹ�ȶ�����700��ʱ���۲쵽һЩ������������ܽ�;���������Ĵֻ������ڴ��¶�֮ǰ��δ�������Ե��۽ṹ�仯��ͨ��x��������ȷ��������ҪΪM23C6����725C��1340F���£��۲쵽�ٽᾧ��������ֻ���������ЧӦ�������¶ȵ����߶����١�
���⣬��״�ѺϽ���һЩ��ؼ������⣬���磬������佨��״̬���յ�����չ���Լ�����ºͦ��ṹ���γɻ���ͨ��δ�����ǡ�LAM���չ����и��ӵļ���-���������ʹ�ú��Ѹ�����ͬ���շ��������ϵĹ��ղ���-�۽ṹ-��ѧ����֮��Ĺ�ϵ�������˽ⲻͬ���շ���������֮������ֹ�ϵ�������ƶ����ʸ�ֵ���շ��������Ϻ��Ƚ����LAM�豸�ķ�չ��Ȼ�������е����������ڹ�ע�����ֹ㷺ʹ�õĺ��շ����������е�һС���֡�
������Ķ����Ƕ���Щ�ض������ܺϽ��LAM�����ϸ��ר�ŵ���飬���ܽ����չ����ȷ���о�����Ͳ�ࡣ��ˣ����Ķ�LAM�����ĺ��շ��������Ͻ���������������������Ƚ��ĸ�ǿ�ȸ֡��������ºϽ��ѺϽ���������
���������Ͳ�����LAM�����ص㡢�۽ṹ��֯���ݱ䡢���γɺ�ת�䡢��ѧ�����Լ��о����ƺ�ǰ���������������ױ�����������ຽ�շ����������ڼӹ����ڡ�ǿ��-������ϡ�ƣ�����ܡ�����/�������ܵȷ���IJ�����������ͼ��������ּ��Ϊ�о���Ա�ṩ�ؼ����շ��������ϼ����������������������Ϣ���������������Ƚ����շ��������ϵļ����������췽����и��������ԵĿ�ѧ�о����Դٽ��ü����ں��շ�������ҵ��Ӧ�á�
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


