���������պ�������Ľ�����������֮��(2)
ʱ�䣺2021-08-28 10:54 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
��NASAλ�ڰ��������ݵ���Ъ��̫�շ�������(Marshall Space Flight Center-MSFC)�����������������AMӦ�����ڽ��д������з������������Stratasys Direct Manufacturing��˾����������LPBF����������������һ��ע����ϵͳ����ע������Inconel 625�Ƴɣ����ж��ص������ԣ�ֻ��ͨ��AM��������ʵ�֡�Ȼ��MSFC��������Ͳ�����75%��AM�����ɵ���ʾ�������������2010��������NASA�Ѿ�����������������AM���������ͭ�Ͻ�(GRCop-42��GRCop-84)ȼ���ҡ�Һ���Һ��ȼ�ϱá�J-2X�ϵ�ά���˿ڸ��Լ�����һ��ʽpogo z�����pogo���������(ͼ7)������һЩ�������ֱ�װ�ڼ��������Ŀռ䷢��ϵͳ�µ�RS-25Һ�����������ϡ�
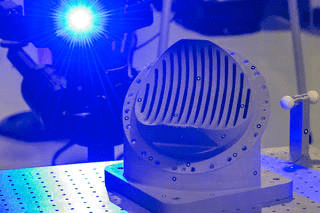
��ͼ7 RS-25�������ϵ�pogo z����
��������͵����ƽ�������Aerojet RocketdyneҲһֱ������AM�������µĻ��������AR-1ϵ���е�Ӧ�á�AR-1ּ��ȡ��Ŀǰʹ�õĶ���˹�����RD-180����������Ԥȼ�Ҳ���AM������Ԥȼ����Mondaloy����һ��ר�е���ȼ�������ºϽ�����ģ����Բ���ʹ��ĿǰRD-180�ȸ������������ձ�ʹ�õĸ��ӽ���Ϳ�㹤�ա��ⲻ��Aerojet Rocketdyneʹ��AM��������Ͳ��Եĵ�һ�����������2017�꣬�ú��칫˾ʹ��AMΪ��RL-10������������첢������һ��ͭȼ���ң����ƶ���AM�ڿռ�Ӧ���е���Ҫ����
�������ȣ�Arianne������������첢�����ȫ�ߴ���ʾ������������Ȼ����飬�÷�����������AM����IJ�����������LPBF�������ͷ��ȼ���ң��ֱ�ʹ�������Ͻ�Ͳ���ֲ��ϡ���Ϊ��������6�ſ����ƻ���һ���֣���Щ�µ�AM���첿������2022����ذ���������һ�������
AMӦ����ʱ�����ڻ���L-PBF�Ļ����Ĺ���������ƣ���Щ����ֻ�������������IJ���(��������ҵϵͳͨ��Ϊ300�C600�������ף����ܸ����ϵͳ���ڿ�����)���ڳ������������½���Ļ��ȼ����ͷɻ�����ͨ�����ó�Ϊ�����ṹ��ƣ���Ϊ Isogrid���ֶಿ�ֽ������죬�ڴ˹����л�������������˷ѣ���Ϊ�������������ͨ��ʹ��ϳ�������ӽϺ��ԭ���ϰ��ϼӹ����ɡ�����ԭ���ϵĸ߶��˷Ѻʹ��ͻ����������ij�Ǧ��ԭ���ϣ�����˸ò������䰺��
����ֱ��������������(DED)���ܳߴ�����ƣ��ϴ��Һ��ȼ�ϻ�������Ѿ���ʼ��ʹ�ô˼�����һ�������Ӧ��������ʹ��DED��������ȼ���䡣ʹ��DED�������п��ܽ��������ȼ����ӡˢ�ɵ������ٵö�ĸ����������˷����Լ��٣����蹤��Ҳ�ٵö࣬�Ӷ������Щ�����ijɱ���LockheedMartin��˾���Ϊʹ��EB-DED(������ֱ����������)���������ȼ���俪����������һ����Բ����ֱ��Ϊ1.16��Բ������Ŀǰ����������LM 2100����ƽ̨�ϵĿɱ�ߴ�����ĸ��ӡ�ʹ����Щ���켼�����ù�˾��ʡ�˱��������ʱ�䣬ͬʱ���������˲����˷ѡ�����һ���պ��칫˾����RelativitySpace��˾�ƻ�ʹ��һ��ר�кϽ��AM�����������ǵ�����Terran 1�Ż�� (ͼ8)��ֵ��ע����ǣ��ù�˾�ƻ�ʹ��AW-DED����ֱ��Ϊ2������ȼ����ͻ������������˲����˷ѣ���չʾ�͵��������̽·װ�á�����ʹ����Щ���������IJ�����������û�и߶����ƣ���˸ò���������ȼ������ܳ���10�ߡ�
SpaceX�����ǵ���ӥ9�ţ�Falcon 9������ϳɹ�������������һ��AM������������������������������ǵ�Dragon V2�ɴ���SuperDraco������ϵ�С�SuperDraco��������������ؼ��ķ�������ϵͳ����ϵͳּ�ڵ��ɴ���������з����������ʱ�����Ա���͵���ȫ�ĵط�����ϵͳ����Inconel�Ͻ��Ƴɵ�AM�������գ�����������ɴ�����ҪAM����������Ӧ��֮һ����������ɴ���Demo-2�� Crew-1 �����������γɹ��ؽ��Ա������ʿռ�վ��ͼ9չʾ����װ�õ�Superdraco��������������Ȼ������в���̨�ϵķ�������
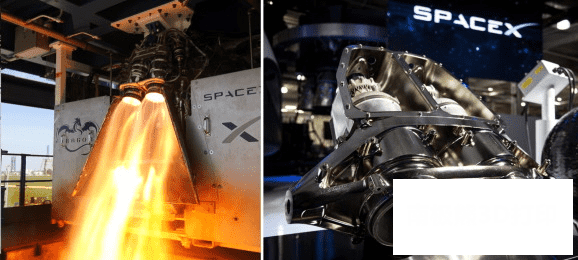
��ͼ9 SpaceXӦ��AM��Superdraco������
ʹ��AM����������Ҫ�����������Ѿ����ܲ�λ�ڼ��ݵĺ��պ��칫˾RocketLab�õ��˴��ģӦ�á��ù�˾��һ��С�����Ƿ����ṩ�̣���2013��������һֱʹ��AM��������Rutherford����������ϵ�������Ҫ���������ص���ȼ���ҡ�ע�������ú����ƽ������Լ�������������ʹ�õ�������ĩ���ں� (EB-PBF) ��������ģ�����Ϊֹ�Ѿ�������18�β��ԡ�����ͷ��䡣
ȼ���ҡ���������������ͨ��ʹ�ö��ֲ��Ϻͳ�ǧ������������죬����ڵ��������AMӦ���б��ܡ��谮��������һ��������Relativity Space��˾�����Aeon1�Ż���������������������ᵽ�� Terran1�����ػ���Ϸ��䣬���ص������������������ȼ���Һ����춼��ʹ��AM������Ϊһ����һ��������ġ���һ���ܲ�����ŦԼ�ķ��乫˾���ƻ�ʹ����Ҫ��AM����IJ�������С�����Ƿ���������������ߵĻ�������������ǵĻ����������E-2���������ĵ�����ȼ���ҡ������������������ȫ������L-PBF��������C18150(ͭ-��-�)�Ͻ��Ƴ�
������������һֱ��ʹ�ø���AM��������Һ��ȼ�ϻ���������������²��Ϻ�Ӧ�������ⷽ���ͻ������������������ֿ��ٷ����������ƽ�(Rapid Analysis and Manufacturing Propulsion-RAMPT)��Ŀ�Ϳռ䷢��ϵͳ(SLS)��Ŀ�µ������²��ϵ���Ŀ���ֱ�������������ָ����о�����(Glenn Research Center-GRC)�����������MSFC������GRCop-42�����������HR-1��ͼ10 GRCopϵ��ͭ����Ͻ������NASA HR-1�����Ͻ���Ҫ��Ϊʹ��AM�Ļ��ȼ���Һ����Ӧ�ö������ġ�

��ͼ10 ��ʹ��L-PBF GRCop-42��˫����7k����ң�����HR-1 DED���������У���������ң�ʹ��L-PBF GRCop-42�����HR-1 DED�������˫����40k��
��������ֻ�չʾ�˴��ģ�ֲ�ʽ���������Ӧ�ã��ر��ǵ�ѹ�ֲ�ʽ���硣������ֵ��ص��ǻ�������������������ͨ��������Ͷ���ͷ�����������������ȼ�������Ƶ���ƣ�������˾�ϸ����ɫͨ������������װ�����о����漰��ǥ����ͷ�ʹ�����Ҫ�Ĺ��ߡ��������MSFC��ҵ������չʾ��һ��65%������RS-25����������ͨ��LP-DED���죬ֱ��1.52�ף��߶�1.78�ס�֮ǰ�����컹�ڽ�С�Ĺ�ģ��չʾ�˵�ѹ-ֱ��һ�廯ͨ��������������˼��θ�ռ�ձȵ��Ȼ����顣����֤������ȫ�ߴ�����н���ͳ������������������1100������ٵ�����10��������DZ�������������ʹ��DED������������ʾ���������ִ�����ܺ����������RS-25����ͷ��ǡ���Щ�����ܶ�ʹ�öͼ����������죬���д����Ļ�е�ӹ�����������ͨ��ʹ��DED�Ķ̳���ʱ����ʾ�������ijɱ��ͽ��Ƚ�Լ��ͼ11����
��ͼ11
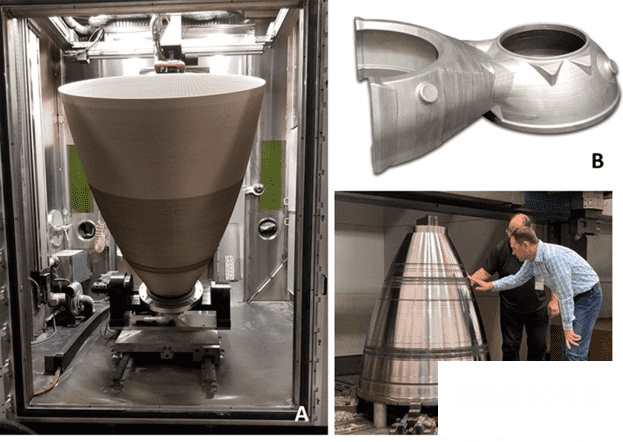
�������Һ��պ���ִ��ģDED�����ӡ�A��ֱ��Ϊ60Ӣ��(1.52��)�߶�Ϊ70Ӣ��(1.78��)��LP-DED����ͨ����ܣ����������90���ڳ���HR-1�Ͻ�
B��ʹ��������Ͻ�718�Ķ���ͷ��ǣ��Լ�C����ģΪRS-25��LP-DED JBK-75���(��ͨ��)��
������ڻ����ܲ�����ʹ��AM�;���ṹ�ѱ������о���������������ܸ����ۺϻ�е���������ۺϻ����غɣ�����Ż����������ѡ�Cellcore��SLM Solutions֮��ĺ���������һ������L-PBF���ۺ���������ƣ���չʾ���ں��պ��칤ҵ�е�DZ��Ӧ�á���ͼ12��ʾ�����������������һ���ṹ����Ҳ����Ϊ����������ȴ�в㡣���һ��ʽ���������������ʱ�����һ̨SLM 280��ӡ�������������ˡ���Ϊ�����ʹ���� Inconel 718������һ���ر��Ѽӹ��IJ��ϣ����Һ��������������������������̶ȵر����˰���Ĺ���ĥ�𣬽�ʡ���൱��ɱ���ͬʱ������һ�ּ������ʵĽṹ������ƻ���������ȫ���ɵ�����������һ�����������ջ����Ƶ���������������˸����ԡ���Ȼ�����չʾ�˶������DZ�ڼ��ɵ�ʾ�����������������Ļ����кܺõ��������帺�أ������������Ż�������AM���̡�
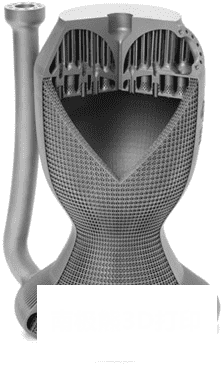
��ͼ12 Cellcore���������ڲ���ȴͨ��������
���ڴ�������������������ȴͨ���ĸ����ԣ������Ż��ͽṹ�Ż������ڻ������������е�Ӧ��Խ��Խ�ܵ���ע��������TO���˹�����������������Ŀ�����Hyperganicʹ�����϶��µķ�����ʾ�˸�������ܵ��Ż�Ӧ�ã���ȼ���ҡ���ܺ���ȴͨ���ȼ����������ɵ�һ�������IJ����У�����ʹ�ý���AM����ӡˢ��ͼ13��һԭ���������EOS M400-4��ӡ������Inconel 718����ġ�������������û�תʽ��С���澧����ơ���Щ����ṹ����Ȼ�����Ǵ��ڵģ�����ͨ������֧�ŵģ���������ϵ��κε㶼������ƽ�����ʵ�������ʹ��Ӧ���ڽṹ�ڵķֲ����Ӿ��ȡ���Щ����չʾ��һЩDZ��������Щ�����δ�ڷ��в����й㷺���Ի���ã�Ŀǰ�Դ�����ƺ�����֤�Ρ�
��ͼ14 Hyperganic��Ƶļ����ڲ���ȴҲ���ⲿ���������
�ܽͨ����a��b���ֵķ����������˽����Ĵ��ຽ��AMӦ�ã����Է��ֽ����������켼����AM��������Ӧ�ü����������������պ��칤ҵ�С�
(���α༭��admin)

��һƪ�����⸨������˿Һ�γ����Ľ�����������
��һƪ������������Acta Materialia����ȫ��ع���������������ϵĶ��Ѻ�ƣ�ͣ�
��һƪ������������Acta Materialia����ȫ��ع���������������ϵĶ��Ѻ�ƣ�ͣ�
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


