���������պ�������Ľ�����������֮��
ʱ�䣺2021-08-28 10:54 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
2.3. ����װ��
����AM���������죩������Ƚ�����װ���ڼ�������ʱ�䡢�����Ƚ�����(HXs)��ɢ����(HSs)���ȹ�(HPs)�����������ڲ�������״��������ܷ����кܴ��DZ�����Ƚ��������ں��պ���������Ӧ�ã���ɻ�������ɴ������������ܣ�������Ҫ��ɢ����ͨ�����ڷɻ��ͺ��������ӷ��档�����ߵĴ�ͳ���켼��ͨ���ֱ���ǥ������������ϳ��������Ȼ����Щ������ȱ��Ҳ�dz����ԡ���Ȼǥ����һ����Ч�����췽���������Ƚ�������ͨ������������ʱ�Ĺ�����ʵ�ֺ�����϶�ĸ߹����ͨ����Ҫ����IJ��ϣ������ֲ�������������ijɱ������⣬ɢ����������ϳ���������ܵ��临���Ե����ơ�
��Ϊ��Щԭ��AM���������������������ܺ��������������ԡ�Ҳ��ǿ����ԡ���ʵ������������ʹ������ܹ���߱ȱ�����������-����ȣ������⣬ǥ������ͨ��������Щ�������������ݵIJ��ϣ���AM�����������豸ʹ�ø����ֲ��ϡ�Gobetz���˽�����һ��֤���ں��պ���Ӧ�õ��Ƚ�������ʹ��AM���������Ե��о�����ͼʵ�ָ�ֱ�ӵ����죬������Ŀǰ�Ƚ���Ӧ���еĴ�ͳ�������װ������
Gradl��ɵ�һ�������о�ǿ����AM�ڷɻ����������ĵ���Ӧ���е����ơ����о��Էɻ�������ȴ��Ϊ�����Ƚ���AM����ڴ�ͳ���췽�����Ƚ��������еĹ��ܡ��������������г���������Ƚ�������ֱ�Ӹ���Ʒ�����ü����ĩ������ (LPBF) ���������������Ͻ�AlSi10Mg����������������AM���칤��������в�����һЩȱ�ݣ����ڲ����У����������Ը��ţ�֤����AM�Ƚ�������ʵ��Ӧ���еľ�DZ����
��ֵ��ע����ǣ�ͨ�õ����Ѿ���AM �Ƚ�������������Ŀǰ�������е�����GE9X������ϵ���У������Ͻ�(F357)Ӧ����LPBF������������ɡ��Ƚ�������Ϊ����������Ҫ������ͨ��AM���켼���ɼ�С�ߴ硢�������������ͳɱ�����������ԡ�
�� ͼ1 GE9X��ҵ����
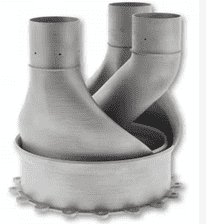
�������Һ��պ����(NASA)����Ļ��������������������һ�����dz���������Ϊ�������š��Ļ��dz���������Ѱ��Զ�������ļ����ռ���������ʯ����������δ�����ص��û��dz���2021��2�µ�½���ǣ�������11�����ý���AM��������IJ���������11������У���6������Īа(��������ԭλ��Դ����ʵ��ļ��)��ʹ�õ�AM������Ƚ���������Щ�Ƚ�������¶�ڻ��Ǵ����У����볤ʱ����ܳ���800���϶ȵij����¡�Ϊ��ʵ����һĿ�꣬�������ºϽ������Ƚ������ṹ����ʹ�ô�ͳ����������ȣ���������Īаϵͳ�����ܡ�����6���Ƚ�����֮�⣬�����Ż�������X������ʯ��ѧ����������PIXL���ϰ�װ��5������AM������Ϊ�˼���PIXL��������AM����������˫���ѿǡ���װ��ܺ�����֧��֧�����봫ͳ��������IJ�����ȣ�������Щ������������������2/3��3/4��
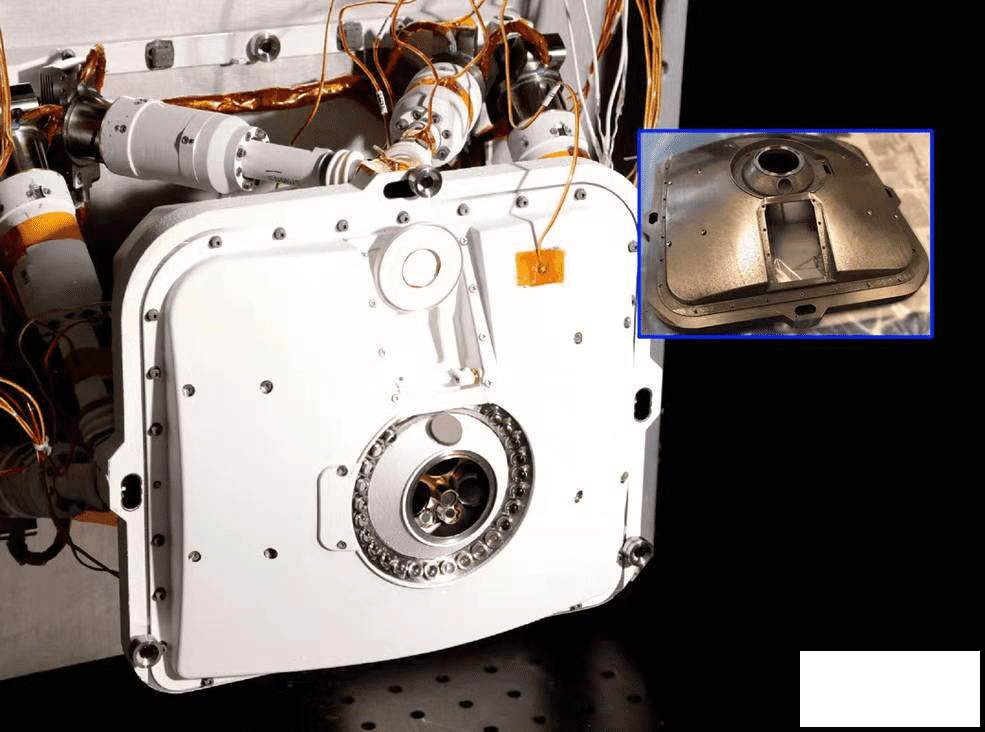
�� ͼ2 PIXL����ǣ�ǰ�벿�ֵ�˫���ѿ�
�����봫ͳ���췽����ȣ�AMΪ����ṩ��ǰ��δ�еĸ����ԣ�����ڳ���Ż��Ƚ�����(HXs)��ɢ����(HSs)��������������������������ھ����ԡ�ͨ����TO�������Ż���topologyoptimization�����¼��TO)����ʽӦ��AM�������Ż��������Ƚ�������ɢ�����е�Ӧ��Խ��Խ�ܵ���ע��deBock ���˵�һƪ����չʾ����ɢ����Ӧ����ʹ�û�Ϸ�����TO (HAATO)��DZ�����ܡ�������Щ�Ż������Դ��ڳ����Σ���ͨ�������伸�θ����ԣ������п��ܴ�����HSs��HXs�����ܡ�ͼ3��ʾ�����ǵ�AM HX��������������ŵ��ڲ������ԣ�ּ�����������˶����߶ȸ��ӵĽṹ��Դ������������Ż�����ǿ���Ƚ�������Ȼ�ⲻ�Ǻ��պ�������ӣ������պ��첿����ԭ�����ŵ�����ͬ�ġ�
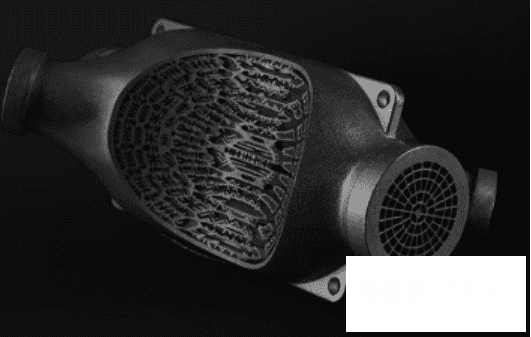
��ͼ3 Conflux F1��������Ӧ��
�ڲ���ȴͨ�������Ӵ�������ȼ�����������кͷɻ��ĸ�ѹ����ҶƬ�С���Щ����ϵͳͨ���ܵ���ͳ���켼�������ƣ��������ӡ�ǥ�������������ϳ�����ա�AM����Ϊ�ڲ���ȴͨ��������ṹ�Լ������Ƶ�ѡ���ṩ�˸���ĸ����ԡ�С�����˻���ƺ�������Cobra Aero��ͼ����AM���Ż������;���ṹ���Ľ����ǵ����˻���������ʵ�����ʼ������Ż��������ԡ�ʹ��AM������������һ�����öೡ���ģ�⣨multi-physics simulations �������壬��ģ�⿼�����¶ȳ����������ų���Ӧ������ѹ�����أ�����ʹ�Ż���Ƶ��������ͨ����ͳ���췽��ʵ�ֵ���Ƹ�����Ч�ʡ�
��ͼ4 Cobra Aero AM�;������������
�������������÷ɻ��Ϲ㷺ʹ�õķ���ϵͳ�������Ʒɻ�����ǰԵ�����Bici����̽���˾���ṹ�ڶ������е�Ӧ�á�����Ʋ�����ͨ��AM��������ĵ������ͣ������ڲ�����ṹ�����ȿ������䵽���͵�ǰԵ���Է�ֹ��������⣬�����ͨ��ʹ������ṹ����ǰԵ������������ṹӦ����
HiETA��һ���ܲ�λ��Ӣ���Ĺ��̹�˾��ʹ�ü����ĩ�����ڵ�AM����Ϊ���պ����г��������ֲ�Ʒ���ر��ע������������ȴ�豸������ʹ��AM���������ڲ���ȴ�ľ���ʽ���ֻ�Ҷ�ֺ���ǡ�����Ҷ����CM247 LC����������Ӳ���Ͷ��������������ºϽ�,ʹ���¶���1050�����£���Inconel�������Ͻ�Ͻ��Ƴɣ����и��ӵ��ڲ���ȴͨ�������ڽ��Ͳ���������ͬʱ������ַ������Ĺ����¶ȡ�
��ͼ5 HiETA�Ƚ�����
2.4. Һ��ȼ�ϻ������
��ȥ20�������Կռ�̽������ѧ�о���ͨ�����ǡ�����۲����ǡ����ʿռ�վ���������Լ���������Ϊ��ʽ������Ѹ�����ӡ�������Щ����õ������������NASA����߯��˹Artemis�ƻ�����������������г���˽Ӫ��˾�İ��������ŷ��乩Ӧ��֮��ľ������ң�����Ҳ�������Ƚ������켼������AM���ڿռ䷢��ϵͳ�������б��㷺ʹ�á����ǡ��ռ�վ�ͺ��췢��ϵͳ�ų��������������壬�����ʿռ�վ�ͺ���1600����Ԫ������Щ���ѻ��ڲ������ӡ��봫ͳ���췽����ȣ�AM�ڵͳɱ���������������ƣ��п���ʹ���������ס�
���ڷ���ϵͳ�ṩ�˽���ռ�Ļ�����ʩ����Щϵͳ��Ч�ʶ��ڽ������ϵͳ�ijɱ�������Ҫ����Щϵͳ�ĺ�������Һ��ȼ�ϻ�������������㷺Ӧ���ڴ�������ػ����Ӧ���С�ͨ���ڸ��ִ��Ļ������ϵͳ��ʹ��AM�������Ը��õ����ø��ӵ�ϵͳ�Ӷ����ϵͳ���ܡ��ǹٷ�������ʾ�����ڿ�����SpaceX Raptor�����������ߴ�40%��AM���첿�����ռ䷢��ϵͳ��֤����AM���첿������ҪӦ��֮һ��
����������ϵ�������ϵͳͨ�������ٸ���������IJ�����ɣ�Ȼ��ǥ���ӳɵ�������ͷ��ͼ6����ͨ����ͳ���켼��������Щ���������ͨ����ʱ�Ұ���AM����������������Ƚ���������Щ��������ijɱ���ʱ�䡣��������6�Ŷ���2020�귢�䣬�ǰ������ȼ������������»������Ϊ��RAMS(Reliabilit�ɿ��ԡ�y,Availability�����ԡ�Maintainability ��ά���Ժ�Safety��ȫ��)���һ���֣���������Ѱ�Ҵ��·�����Ϊ���ڰ�������5�Ļ������ٽ���40-50%�������ɱ��Լ��������ܣ�������Ŀ������AM��������������о�ڳ������ļ�������������ϵͳ ��EOS M400�C4�������� Inconel 718�������ɿ�����������ʱ�䡣
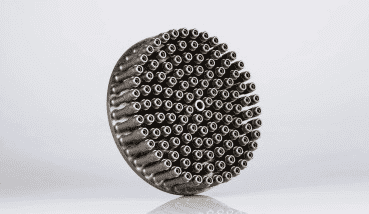
��ͼ6 ��������6�Ż����ע����о
�籾�����ǹ����˾��һ����ȫ�ڳ�ķ�Ӫ�����칫˾��һֱ��������AM���Ӧ�õ������������Խ��ͳɱ��Ŀ����ԡ��������µ�AM�����о�����ͬ������ע����������������ʹ����乤ҵ3D��ӡ��������Digital Metal��˾ר�е�ճ�ϼ����䣨binder jetting �������������켼������ġ�����ż���¹����պ���������ɵ�һ����ĿҲ�漰���պ��������ͬ��ע����Ӧ�á�����Ŀ����С���������ػ��(SSLV)�ƻ���ּ�ڽ���С�����������̵Ĺ���ɱ�����ʹ��LPBF���������ע�����ɹ�ͨ�����ԣ���ʾ�����õ�������������Ϊ�¹��������ĵĽ�һ��������ƽ�˵�·���������Һ��պ���ֻ�չʾ�����������ٴ�Һ����������Ӧ���и���ȼ�ϵijɹ��������ȵ�����顣
(���α༭��admin)

��һƪ�����⸨������˿Һ�γ����Ľ�����������
��һƪ������������Acta Materialia����ȫ��ع���������������ϵĶ��Ѻ�ƣ�ͣ�
��һƪ������������Acta Materialia����ȫ��ع���������������ϵĶ��Ѻ�ƣ�ͣ�
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


