顶刊《Acta Materialia》:揭示粉末扩散对激光粉末增材制造金属产品质量的影响机理(2)
时间:2022-04-05 11:01 来源:材料学网 作者:admin 阅读:次
图4 光学显微镜图像,由Hastelloy-X合金粉末制成的立方试样的横截面,传播速度为V为20、120和240 mm/s,线性能量密度分别为250、500和3000焦耳/m。S136模具钢粉和K21镍基高合金粉末的类似结果包含在图中。补充材料的S1。
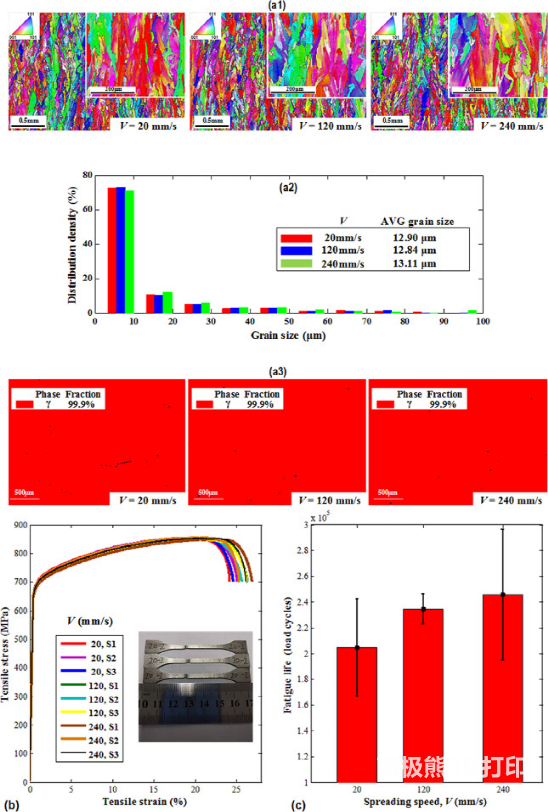
图5
用不同传播速度的Hastelloy-X合金粉末制成的拉伸样品的典型微观结构和力学性能,其中激光能量密度为500 J/m(P = 400 W,u =
0.8
m/s):(a1)颗粒形态,(a2)颗粒尺寸分布,以及(a3)EBSD测试样品的相位含量;(b)拉伸测试结果;以及(c)疲劳测试结果。相位含量和AVG粒大小从每个样本部分随机采摘的五个区域中平均。高循环疲劳测试的测试频率为20赫兹,应力比为σmin/σmax=
0.1,其中最大应力σmax = 480 MPa根据屈服强度确定。S136模具钢样品的类似测试结果包含在图中。补充材料的S2。
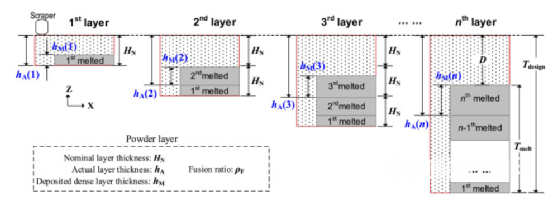
图6 显示实际粉末层厚度hA和沉积稠密层厚度hM的演变的示意图,这些变化是由逐层收缩引起的,其中HN是标称层厚度。
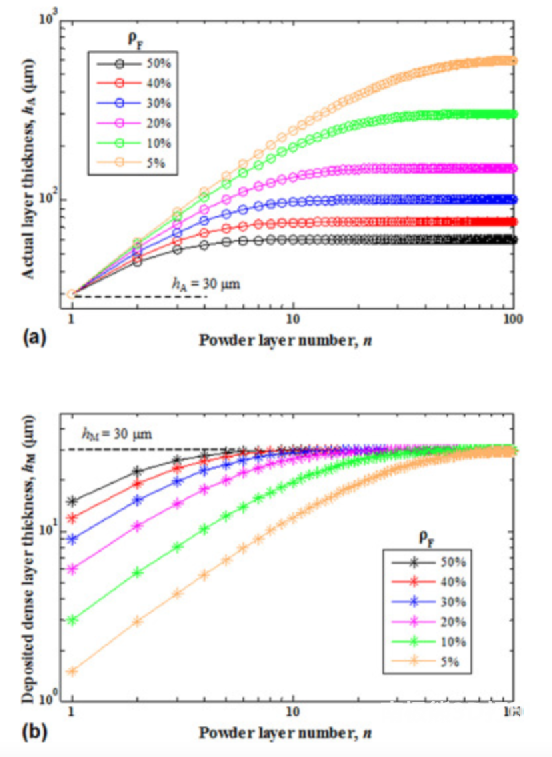
图7 根据等式,显示(a)实际粉末层厚度hA和(b)沉积稠密层厚度hM的演变,根据等量。(4)。标称层厚度HN为30微米,融合比ρF从5%到50%不等。
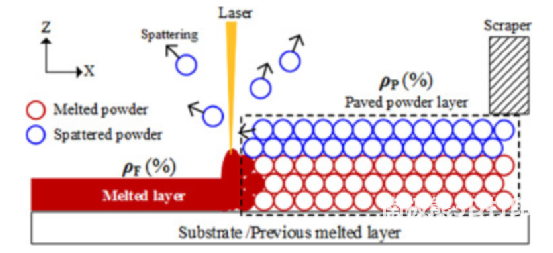
图8 显示LPBF过程中相对填料密度ρP和聚变比ρF之间相关性的示意图。
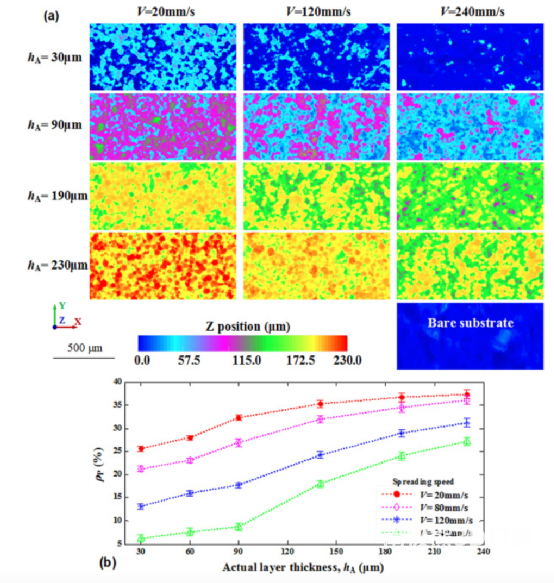
图9 Hastelloy-X合金粉末具有不同传播速度V和实际层厚度hA的单层粉末扩散试验:(a)CLSM对粉末层的形态;以及(b)粉末层的相对包装密度。
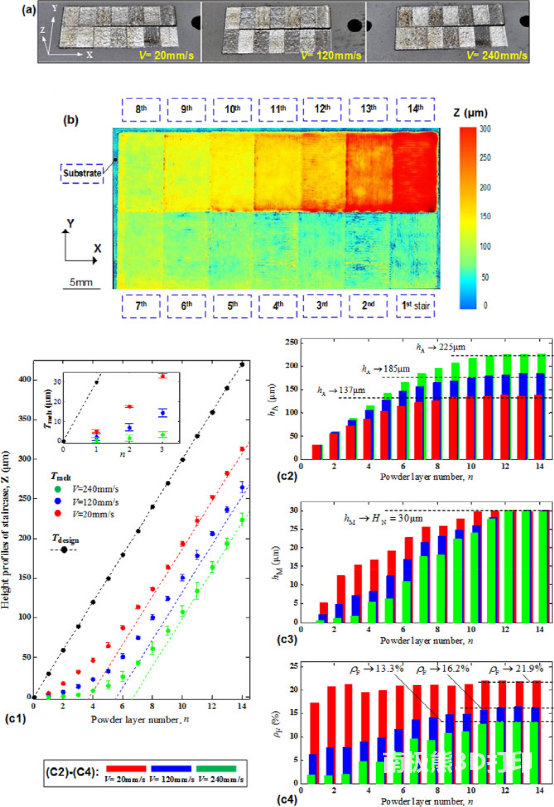
图10
由Hastelloy-X合金粉末制成的楼梯标本,传播速度不同,其中标称层厚度为30微米,激光功率P为400 W,激光扫描速度为0.8
m/s:(a)楼梯样本的照片;(b)楼梯样品的CLSM高度图示例(V = 20
mm/s);以及(c1)楼梯设计的总高度T设计和楼梯实际总高度Tmelt的演变,以及(c2)实际层厚度hA,(c3)从CLSM高度图计算的每层沉积稠密层厚度hM和(c4)聚比ρF的演变。
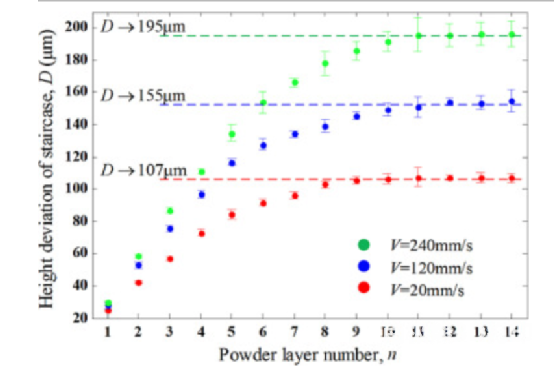
图11 楼梯标本的高度偏差D
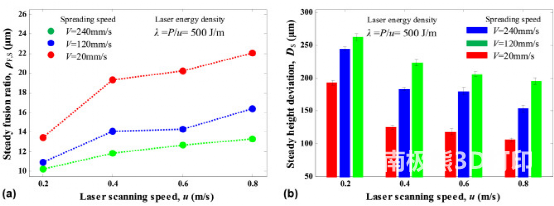
图12
用Hastelloy-X合金粉末制成的楼梯的(a)稳态融合比ρF、S和(b)稳态高度偏差DS的变化。标称层厚度HN为30μm。采用20、120和240毫米/秒的传播速度。激光扫描速度u为0.2、0.4、0.6和0.8
m/s,激光能量密度λ为500 J/m,相应的激光功率P分别为100、200、300和400 W。
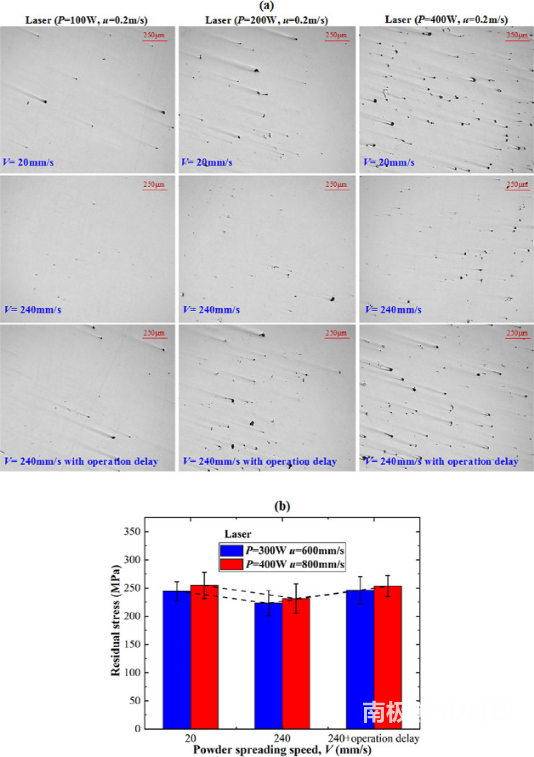
图13 分别由V = 20 mm/s、V = 240 mm/s和V = 240
mm/s制成的Hastelloy-X合金立方试样,并具有操作延迟:(a)显微镜图像;以及(b)用X射线衍射法评估的残余应力。在V = 240
mm/s并延迟的情况下,每层粉末扩散延迟18.33秒,使熔融层的冷却时间与V = 20
mm/s时相同。S136模具钢粉和K21镍基高合金粉末的类似实验包含在图中。补充材料的S1和S2。
由于这项研究表明,高速粉末传播对零件质量并不不利,甚至有益,因此提高粉末传播速度应被视为提高LPBF生产力甚至零件质量的有效可行方法。这使LPBF能够获得更多自由和更大的处理参数空间,以定制微观结构和机械性能。应该指出,传播速度对制成零件的晶体结构和力学性能的具体影响也取决于材料特性,这需要在未来的工作中进一步研究。
(责任编辑:admin)

 适配多类别高温聚合物FFF
适配多类别高温聚合物FFF 埃肯与Startuplab合作加速
埃肯与Startuplab合作加速 NAMIC 全球增材制造峰会GA
NAMIC 全球增材制造峰会GA 3iD率先引进全新粘结剂喷
3iD率先引进全新粘结剂喷 Freeform人工智能3D打印工
Freeform人工智能3D打印工 Biomaterials science:牛
Biomaterials science:牛最新内容
 卡内基梅隆研究人
卡内基梅隆研究人 Align Technology
Align Technology AM Craft在种子轮
AM Craft在种子轮 Aerojet拿下五角
Aerojet拿下五角 印度初创公司在Gi
印度初创公司在Gi 美军使用金属3D打
美军使用金属3D打热点内容


