�����ܳ���(DED)��������:�������ԡ�ȱ�ݡ���ս��Ӧ�ã�����(2)
ʱ�䣺2022-01-21 09:23 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
ʵ��ɹ��ز���ӡ����洦��������DED�����Ӧ��״̬�����磬�ų������ӹ�(MAF)�����ֿ��Խ�AM�������IJ���Ӧ����Լ200MPa���͵�Լ70MPa��������������Ӧ��ת��ΪѹӦ������ͼ13a��ʾ����WAAM����У�����Ӧ���ͱ���Ҳ����ͨ������Ļ�е������м����������͡���������ɰ(LSP)�ѱ�̽����Ϊһ��ӡ���������ļ���ded Ti-6Al-4V����ı���Ӧ�������ַ����������������Ӧ����Լ100MPa��ΪԼ200MPa(ͼ13b)��������Ӳ�ȴ�Լ361 VHN���ӵ�Լ420 VHN��
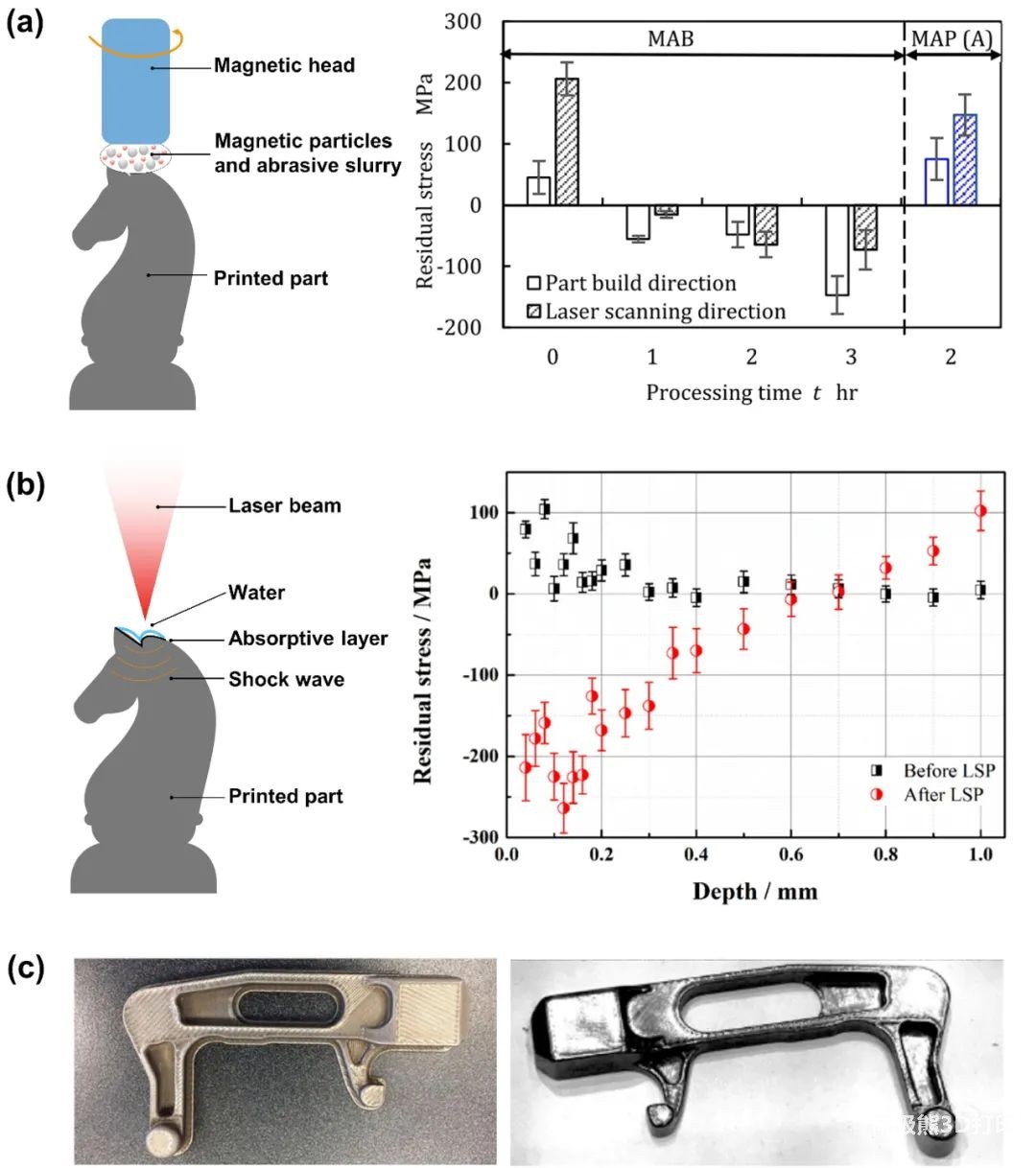
ͼ13 ӡ����洦���Բ���Ӧ����Ӱ�졣(a)�ų������⽫�������IJ���Ӧ���ı�ΪѹӦ����(b)������ǿ�����������IJ���Ӧ��~ 100MPaת��ΪԼ200MPa��ѹ������Ӧ�����������˵�������ֱ��洦������֮�������(c)��ҵ����������ҵ��formalloy�������Ű��֣�����Ϊӡˢ����(��)�ͻ�ѧ�����(��)��
LSPҲӦ����WAAM 2319���Ͻ������ѹ��Ӧ���ߴ�100MPa��ͼ13cΪ��ѧ�����AM�����ǰ������ӡ��������IJ�������FormAlloy��˾(San Diego, CA)���ڼ����DEDװ�ÿ��������ģ���Ϊ���պ�����ҵ���Ű��֡��ɼ����Ļ�ѧ�������߽���AM����ı�����ȣ����ٽ���AM����ķֲ�ۼ���LSP�����������WAAM����ı�����Ӳ�ȣ���Լ75 VHN���ӵ�Լ110 VHN����Щ�о�������ӡ�������Կ����������ѹӦ�����п������ӡ�������ƣ��������
����������DED��һ�ַ�ƽ��ӹ����������м��Ⱥ���ȴ�ٶȿ졢�����ݶȺ��ӵ�����ʷ���ص㣬�����²���Ӧ��������ȱ�ݵķ�չ����Ȼ�ڲ�������ģ�ͼ���AM�����IJ���Ӧ�������Ѿ��������൱���Ŭ�������Բ���Ӧ����չ���ƵĻ���������������Ȼ��һ����ս�������о��������Ż����ղ�����ɨ����Կ��Խ������IJ���Ӧ��;Ȼ������Ȼ��Ҫ����(���ȵȾ�ѹ(HIP)����洦��)������ͷŲ���Ӧ����
������������������˶���IJ��裬�������ܳɱ�������Ӧ������������ʱ�䡢�ɱ��;���֮���Ȩ�⣬ȷ����DED����IJ���Ӧ��Ҳ��һ����ս����Բ���Ӧ�����о�ʩ���˶�������ƣ�ͨ��ֻ������������������Է���ͳ���ϵ����������������ս������������Ӧ���о�������AM�г����ĺϽ��Ͻ��еģ���Inconel 625��718,304��316����֣�Ti-6Al-4V��AlSi10Mg�����ǵ�����Ӧ�����γɺ��ݻ��Dz������еģ������һ��������������(����������ϲ��Ϻ�fgf)�е���Щ���ơ�
��϶��
��϶�ȵ���Դ:��϶����DED�����ȱ��֮һ�����͵��γɻ���������::(1)Կ�ף���ЩԿ�������ڳ��������еĸ������ܶȶ������ģ����¾ֲ���������������(ͼ14a);(2)ԭ�ϲ����������϶���Ͻ�����������Ԫ�ص�ѡ�������������۳������ζ������������;(3)�����۳�δ��������������ǰ�����IJ��У�����δ�ۺ�(LoF)�����������벻��(ͼ14b)�����ֲ���϶��(��LoF)�Ͳ��ڿ�϶��Ҳ�Ǻܳ����ġ�����ͨ������ֲ��ڴ������С�
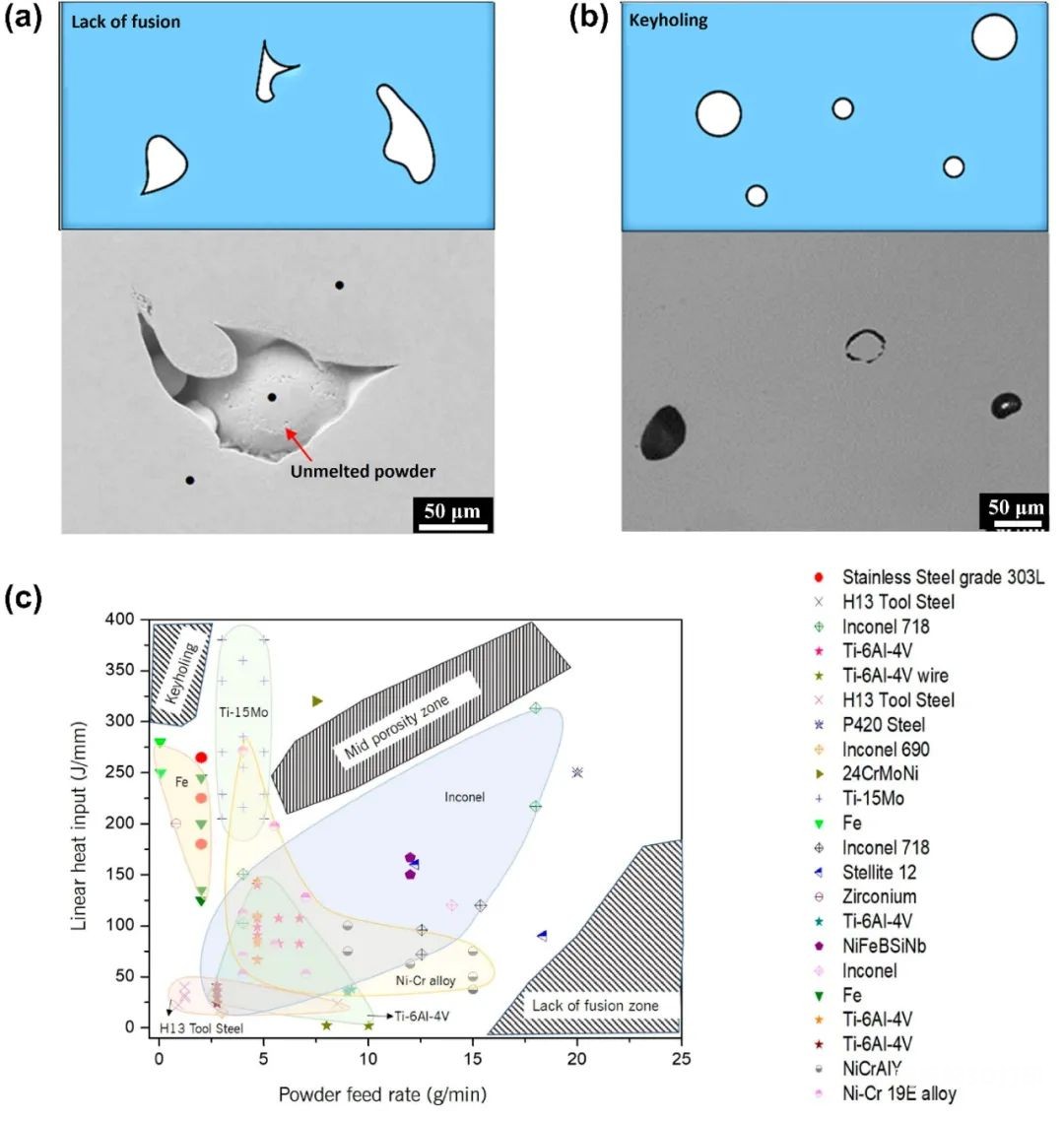
ͼ14 ���϶�ȵij��������͡�(a) 316L SS��LOF��϶�ȵ�ʾ��ͼ��SEM��ͼ��(b) Ti-6Al-4VС��϶��ʾ��ͼ��ɨ��羵��ͼ��(c)���ֽ����ͺϽ�������ܶȡ���ĩ�������ʺͿ�϶��֮��Ĺ�ϵ��
������״���ԣ�Կ������Խϴ�Ŀ�϶������Ҫôˮƽ��Բ�Σ��ڹ��������ϱ�������Ҫô�����ȵײ�������һ���棬�����϶�����п�϶����С�������εġ����LoF��϶ͨ���ϴ�(���ȳ߶����۳ش�С����)����״����������������������ֲ�ͬ���͵Ŀ�϶�ȡ�С��0.6������0.7�ʹ���0.92��ֵ�ֱ���LoF���ۻ��ķ�ĩ�������������йء�
���ڿ�϶�ʽ����˲��ϵĻ�е���ܣ��ٽ������Ƶ��κ˺���չ������ܶȲ����dz��������������Ƶ���Ҫ�ֶ�֮һ���ڹ����Ż��У�Ŀ��ͨ����ʵ���ܶȸ���99.5%���ڷ�ĩDED�У���϶��ȡ���ڷ�ĩ��������(ͼ14c)���ɼ���ʡ������ߴ�С��ɨ���ٶȶ�����������룬�Լ���ĩ��϶�ȡ�
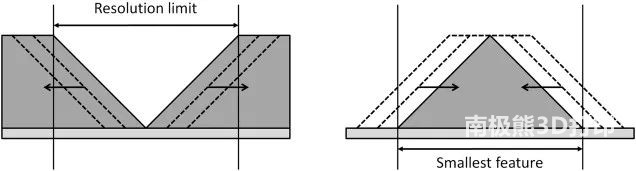
ͼʾ����ͬ��ʴ�̺ͱ�Ĥ���������Ʒֱ��ʺͿ�ʵ�ֵ���С�����ߴ硣
��Ҫʴ�̵���Ʒ�õ��ʵ��ı�������Ĥ��Ӧ�ú�Բ������ʴ�̼��дﵽ�����ʱ�䡣ʪ��ʴ����һ�ָ���ͬ��ʴ�̹��̣������б�¶�IJ��϶���ʴ�̡�����˵��͵�ʴ����������ڳ���ƽ����б�£�ͨ����45�����ҡ�����Ĥ�ͱ�Ĥ֮��Ľ����ϣ����ʴ�̼���ëϸ���������ؽ��汻���죬�ͻᷢ�����ȵ�ʴ�̡�����������ڵ�����������dz�IJ�ڽǶȡ�����ͬ�Ը�ʴ�����������������������֮����С���Ĵ�С�Ϳ�ʵ�ֵ���С�����Ĵ�С���ܵ���ڽǶȺ�Ĥ������ƣ�����ͼ����
��϶�ʶԳ������Ϻ������Ӱ��:��϶�ʶԻ�е������ֱ�ӺͲ�����Ӱ�죬�ر��Ƕ�ӡˢ����Ŀ�ƣ�����ܡ��������ԡ���������ʴ���ܡ����ڲ�������״��϶����ΪӦ������������������ο�϶��ȣ����DZ���Ϊ�Ի�е���ܵ�Σ�������ر��ǵ����Ǵ�ֱ�ڼ��ط���ʱ�����ڿ�϶������״��λ�ö�ƣ���������ͳ̶ȵĸ���Ӱ�죬ƣ�������е���ɢ�Կ��ܽϸߣ���ȷ�������ӡ��о����֣�������Ti-6Al-4V��ƣ��������Ҫ�ܿ�϶��С(�ϴ�Ŀ�϶�и�������Ӱ��)����϶����(�����ܽӽ�����Ŀ�϶Ӱ��)�Լ��ڵ���ƣ��(LCF)����£���϶��״�����ڿ�϶֮��ľ���(�ܼ����еĿ�϶���и����Ե�Ӱ��)��
��϶�Ȳ���:����ڹ����Ż����ֳ����տ��Ʒ����Ŭ��ʹ�����DED�������99%�ܶȵ�������м��ֲ���AM�����϶��/�ܶȵķ��������� Archimedes����������������ز��ٶȲ������������ͼ�������x�����������������(��-CT)��ͬ���������豸�е�Ӳx���ߺ�������ز�����
����: ��DED�У���϶�ȹ�����ֱ�ӵķ����������Ż��������Ż���������ʡ�ɨ���ٶȡ��տڼ�ࡢ������ٶȵȲ����ĵ��������������ܶ�(LED,J/mm)�����������ܶ�(AED, J/mm2)����������ܶ�(VED, J/mm3)����ĩ�ܶ�(J/mm)����ϲ������Ż�ʱ�������õ���Ȼ������������һ����Ϊ����ͨ���������ղ�������С������϶��(LoF)�������ڿ�϶�ȵ���Դ������ȷ�����ͨ�����ղ��������Ϳ�϶����������һ�������顣
Liu�Ȳ��÷������(ANOVA)�о��˼���DED���ղ�����AlSi10Mg��������ʵ�Ӱ�졣���Ƿ�������Ҫ�IJ����Ǽ���ʣ�ռ����ܶȵ�49%�������ɨ���ٶȣ�ռ34%���о���������VED����LOF��϶�ȵ��γɣ���VED�����������ο�϶���γ�;��125J/mm3ʱ������ܶ�>99%��Dass��Moridi������һ�ݹ���ͼ�����жԸ��ֲ��ϵ�DED���ղ����������Ż�(ͼ14c)������Inconel��Ti-6Al-4V��H13���߸֡�Fe��Ti-15Mo��һЩNi-Cr�Ͻ����ǹ۲쵽���õ�ͼ��������û��������ݵ����������Թ�������Щ��������ס�LOF�ͻ��ģʽ��϶�ȡ�
���Ʒ�ĩԭ�ϵ���ɺ�����������DED�м��ٿ�϶��Ҳ�DZز����ٵģ���Ϊӡˢ�����е�һЩ�����϶�����ɷ�ĩԭ������ġ�Ahsan���˱Ƚ�����������(GA)�͵���������ת�缫(PREP) Ti-6Al-4V��ĩ�Ƴɵ�����Ŀ�϶�ʡ����Ƿ��֣���PREP��ĩ��ӡ������Ŀ�϶��ʼ�յ�����GA��ĩ��ӡ���������ĩ�Ļ�ѧ�ɷ֣�����������ˮ�ֺ�����Ҳ�Ἣ���Ӱ��AM�����Ŀ�϶�ʡ�Leung���˲���ԭλ��operandoͬ��x���߳��������о��˷�ĩ����������36��϶�ȵ�Ӱ�졣�����ڹ�Ӧ������(0.057 vol.% O)�ʹ���~ 1���(0.343 vol.% O)�Է�ĩ���������������ǵĽ����������ĩԭ�ϵ��������ǿ�϶�γɵijɺ�λ�㣬����ȶ��˿�϶��Zhong����֤��ˮ�ֺͷ�ĩ���ﴦ����Inconel 718�������϶�ʵ�Ӱ�졣���Ƿ��֣���110��C���¶��£�����ĩ����~ 6h����϶�Ⱦͻ��ͣ���~ 0.41%����~ 0.07%����Щ�о�ͻ����ԭ�Ϸ�ĩ������DED��϶�ȹ����е���Ҫ�ԡ�
DED����Ŀ�϶����ͨ��ӡ����(��HIP)����ա�Qiu���о���HIP��ѡ���Լ����ۻ�(SLM)Ti-6Al-4V�������֯���������ܵ�Ӱ�졣���Ƿ��֣�HIP����˼���������Ʒ�Ŀ�϶�ȣ�ʹ��϶����������ڽ������µ�~ 0.35%�½���HIPed�����µ�<0.01%��Kobryn����Ҳʹ��HIP������Ti-6Al-4V LENS����Ŀ�϶�ʡ���900��C��100MPa�����£�HIPedʱ��Ϊ2h������LOF��϶�պϣ��Ӷ�������������ԡ����ܴ��������������������Ϊ��HIP������һ�ִӽ�������ȥ��Ȧ������Ŀɿ�������
�������������еĿ�϶���о���༯�����о��ض��Ľ�����Ͻ𣬲�����չ��һ���DED���ա���Ҫ��������˽��������(�缤�������ʡ�������ϵ��������ϵ���ͱ�������)���Ӱ�����Ե��γɺ��ݻ����Լ����ڹ����Ż��ϻ��ѵ�ʱ�䡣
���Ѻͷֲ�
���Ѻͷֲ����Դ:һ����ԣ��ֲ�ͷֲ��Dz�״�����������������DED������һЩAM�����У����ټ��Ⱥ���ȴѭ����������Ӧ����һ��ǿ���˷ֲ�Ϳ��ѡ�������Ӧ�����ڲ�������ǿ�ȵ��·ֲ�(������������֮����һ���������װ�֮��ķ���)���Ѳ�ͨ�������ڼ���δ�ۻ����ۻ��ķ�ĩ���۳�����IJ����۲�����ɵġ������������ڽṹ�͵װ�֮��Ľ��棬������ڸ�Ӧ�����С�
AMԤ�Ƽ��Ŀ������谭����AM�㷺Ӧ�õ���Ҫ���ء����߶������ڳ������ϣ������ۺ����������ײ������ƵĽ����ͺϽ���AM�ӹ������кܿ������ײ������ơ�AM 'ed�������Ҫ��������Ϊ:(i)�ؾ������̿��ѣ�Ҳ��Ϊ���ѡ����Ƕ������ȵ��Ҳ�ȵײ��װ���������Ľ���������˸���Ӧ�����ݻ������ֿ��ѿ��ܷ����ڹ�����Ӧ�õ����������ض��IJ�����˵̫�ߵ�ʱ����ȡ���ڹ̻�������;(ii)�����ġ���״�����ۻ���(PMZ)��Һ���ѷ졣��������һЩ�����������ڿ��ټ�����Һ�����¶����µĹ������ۻ����Լ������ۻ�����������ȴ���������̺�����������������Ӧ�����ݱ䡣�����Һ�����¶Ȳ���ϴ�ĺϽ�(��ni�����ºϽ�)�����������ϴ�ĺϽ�(��Ti-6Al-4V�Ͻ�)���������ϴ�ĺϽ�(��al���Ͻ�)������������;(iii)���Խ��ѣ���һ������������(fcc)�ṹ�ĺϽ��ڸ����·����Ĺ�̬�������ơ�
���Ѻͷֲ�Գ������Ϻ������Ӱ��:���Ѻͷֲ㵼�¾�̬�Ͷ�̬��ѧ���ܵ��˻�����ʴ���½�����ʧЧ��
���ѱ���:���Ѻͷֲ����ͨ���ƻ��Ժͷ��ƻ��Բ����Լ����㽨ģ���������ƻ��������������桢���ƿ��ڼ������(ɨ���������)��������(NDT)�����ŷۡ��������ࡢ��-CT���������ȡ�
����:����ֲ�Ϳ��������Ψһ�����Ƿ�ֹ���ǵ��γɡ������ͨ�������Ż���ʵ�֣������ĵ�ǻ��Ԥ�ȣ��Ż���ȴ�ٶȣ�Լ�������Ⱥͱں��Ż�ɨ����Ժͽṹ�ڵ������λ���Լ�ȷ�����ֲ���һ���ӡʱ�IJ��ϼ����ԡ�
�߱���ֲڶ�
����ֲڶȵ���Դ��DED��һ�ֽ�����״���գ���ζ����Ҫ�������������ӹ����⣬�Դﵽ����Ĺ���ͱ�����������ģ����ĸ߱���ֲڶȿ�����Ҫ�����ڣ���i�����ڵ���������ʹ��ĩ������ճ���ڲ����ۻ���ĩ�����ı����ϣ����ڸ���ɨ���ٶ��������������ȶ��Զ������ij����۳������С���������ϵ��۳ص����Ե����ii��̨��ЧӦ�������������зֲ�������̣����������γ���б����������ʱ����iii�����ڲ��ϵķɽ�������ֲڶ��ɸ��ֲ���ԭ�ϡ������ơ��ӹ��ͺ��������ͱ���������
����ֲڶȶԳ������Ϻ������Ӱ�죺����ֲڶ�Ӱ���������ijߴ�ͼ��ι��������Ӱ�����е���ܣ�������ƣ�����ܡ��ݱ���������ֲڶȡ�200��m�ɽ�ƣ��ǿ�Ƚ���20�C25%������ȡ����AM���ա�
����ֲڶȲ���������ֲڶȿ�ͨ�����ַ����������в�������Ӵ�ʽ����ԭ����������AFM�����룩��ǽӴ�ʽ���繲������ɨ��������CLSM���������ǣ���������SEM������������һ���µķ�����ѧ�����������ڲ���DED�����Ͻ�ı���ֲڶȣ�������ҵ��Ƶ�;��д������Χ�Ķഫ��������ϵͳ����������淨�Ľ�������˱Ƚϡ�
�����ʩ��������������Խ��ͱ���ֲڶȣ�ֻҪ��̫�ߣ��������Ӧ���Ͳ������������ʣ������磬����ͨ������ʺ͵�ɨ���ٶ�ʵ�ֵġ�������������ʹ��С���Ⱥ�ϸ�ķ�ĩ���������ͨ�������ȵȾ�ѹ�ͻ�ѧ/�绯ѧ��Ⱥ���������
�߿ؼӹ������е�ȱ��
ǰ�����Ѿ��ᵽ��һЩȱ����ط�����߲ļӹ����ϡ����ڵ�Ŀ�������Ӹ����ϸ�ڲ��ṩһ���������ܽᡣ����Ӧ������϶�ʡ�����ߴֲڶȺ�����Ҳ��waam�ӹ�������������ȱ�ݡ������벻�ʵ��ļӹ�����(���磬�������벻�����࣬�ɽ����䣬������·���滮)��ԭ������(���磬���������Ⱦ)�йء���϶����WAAM�������ȱ�ݣ�����Ҫԭ���������Ȧ�ա��ڸ��ӵij������̻������������У����ڷɽ��������������������ļ�϶���϶�������۲쵽�����⣬����˿�ͻ���ı�����Ⱦ����ʪ�����������֬����ʽ���ڳ���ʱ�����������̻����γɿ�϶��
���⣬����δ�ۻ��Ľ���˿���ܻ����ճ��waam�ӹ���������ϡ�WAAM�ӹ������з����ĸ�����ѭ����������������֯��ϣ���������ѧ���ܡ������۳سߴ��������ȴ��۲��ȴ�˿�����ӹ����������ֲڶȽϸߡ����ĩ���ϵ�DEDһ����waam��������Ҳ���������Ӧ��;���ǿ��ܸ��ڳ�������������ǿ�ȣ����³������ֵľ���Ρ���Ĺ�����Ѻͷֲ㡣
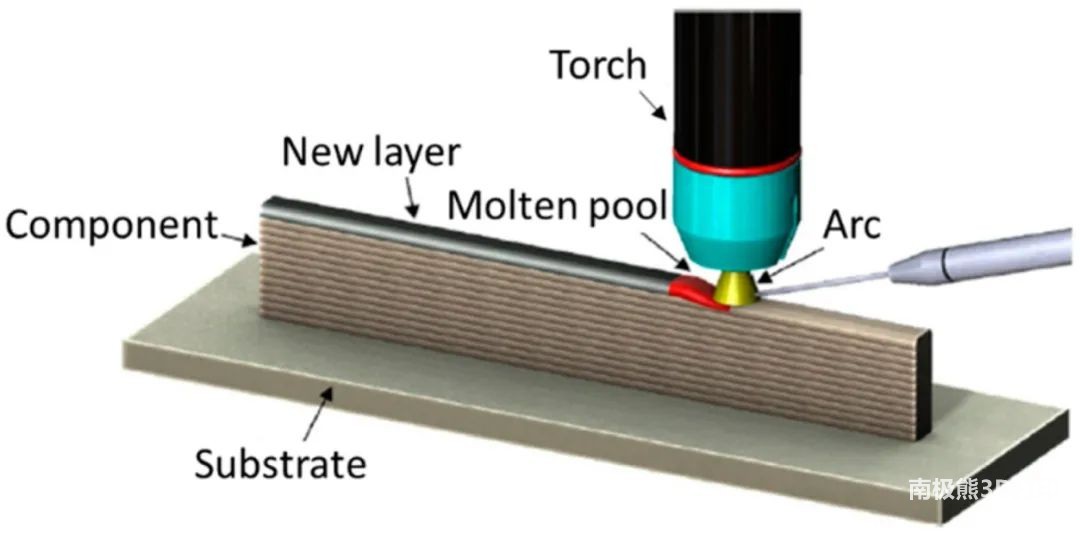
�߲ĺ͵绡��������(WAAM)����ʾ��ͼ��
ͨ���Ż�����·�����ĵ�Ԥ�ȡ�����פ��ʱ�䡢�����ȴ������ĵװ�װ������ϵͳ�ϣ��������ཨ�������ʹ����Ӧ��ƽ�⣬������������WAAM�еIJ���Ӧ�����ӱ�Ե�����ĵ�ɨ����Կ��Լ��ٻ����ϵIJ���Ӧ����Lee���˱����ƣ�ʹ��180����ת��˫��·�����Խ���50%�IJ���Ӧ��������Խ������ײ�����������γɿ����ԡ������ͳ����������Ҳ�ܽ���WAAM����IJ���Ӧ����ͨ�����봫��������֤�Ӵ��˵�������֮��ľ���Ͳ���¶Ȳ��䣬���Է�ֹ������δ��˿�����ڽ��������͵IJ�ƥ�䣬˫���������ȵ������������ֳ����ߵIJ���Ӧ���ͺ������Ρ�
δ���ķ�չ����
����DED���е�����ԺͶ��ص��������������δ���Ƿdz������˷ܵġ������ǵ�ĿǰΪֹ���۵Ĺؼ������У�Ҳ��ʹ��DED�������ǰ�������������DED����ȡ����ͳ�ĺ��ӹ�λ����������ֵ���һ���IJ�������������Ҫ���˵öࡣ���⣬���Ӳ�ͬ�ĺϽ�������ʹ��������ʹ���ڶ���������ȵ����ĺ��Ӹ������˷ܡ�DEDƽ̨�����������ƵĺϽ𣬲������ڼ��������-�մ����ϲ��ϣ�������ʹ�����������ֲ���������������ԡ�
3D��ӡ���ɵĹ���·����
����ͼ�����˾��д�ӡ�������������Ƭ�������������������ɨ�����ݶ�����ij����ʽ��ȷ�����⡣Ȼ���������������ɨ������б����ˡ�Ϊ��ȷ��������ܺõ�ɨ�裬�û��������Ƿ���Ҫ������ƽ�����ģ�ͣ������Ƿ����κ������Ҫ����ɨ�衣���ò�ͬ����Ƭ������STL�ļ��ָ�ɲ�ͬ�IJ�����AM������������ߴ�ӡ������
���⣬DED�����ڶ����AM�������У�����������Ȼ������ṹ��ơ�ʹ��DED��HAMƽֻ̨����һ�β������������Ͻṹ����δ�����꣬�ڲ�ͬ�ص㶨���ض�Ӧ�ó������Ե�����������һ��߸��Եļ�����Ϊ��ʹ����ӿ��У������CAD���������Ԫ�����������Ż������ķ�չ��Ҫ��һ�����죬���ṩ���������Ŀɿ��ԺͿ��ظ��ԡ���Ƭ�����Ľ�һ���Ľ���������Ӧ��/��ֲ�����Ӧ��Ƭ�ͶԲ�ͬ�����ڲ�ͬλ�õij������еĹ���·��������������ʹ�����AM������ʵ�֡�
���˽����ͺϽ�DED��Ԥ�ƻ�Ӱ���������̼������մɻ�������������մɵ�ֱ���մɼӹ���������Ӳ��Ϳ���С�ߴ���������մɽṹ�����Ԥ��δ�����꽫��ʹ��DED������Ƴ��µĺϽ��ڿɿصĻ����£��ɷ����ε���������ԺͶ��ֽ������մɵ�ͨ���ԣ�����ͨ��DED���мӹ������ǺϽ���Ƶ�һ�����ơ���Ȼ������Խ��Խ����û�ʹ�ÿɿ��Ļ������������Ľ������ڹؼ�Ӧ�ã�ʹ��DED���츴�ӵ��������������������Ӷ������Ϳ��Ҳ�����ӡ�����ʱ������ƣ�DED��Խ��Խ������������Ϊ�кܶ��̽�����ᣬ�������ǽ����������Ӧ�ó����Լ���������ֻ����δ��ѧϰ����Ӧ�ó���
�ܽ�
���ǻع��˶����ܳ���(DED)��������(AM)�������뼤��-��������á�ȱ�ݲ�����Ӧ����ص���ؼӹ���ѧ�����½�չ������Ŀǰ��һ�����AMӦ���У�DED���������ĩ���ۺ�(PBF)���������������ڲ��������ṩ�˸�������ɶȣ�����������ֲ��Ͻṹ�ͺϽ���ơ����⣬�������ᵽ���������ͷ�Ľ��컷����������ʽ��DEDҲԽ��Խ�����ڴ��ͽṹ��������DED����һ�����ص������Ѿ���Ϊ�߶˽�����������С�DED�ṩ�ϵ͵IJ��ֱַ��ʱ�PBF����;Ȼ������DED���ڻ�ϵ���װ��ʱ�����κ����������������ն��ܻ�ø��õijߴ繫�
����˷�ĩ�ͽ������ͽ�DEDϵͳҲ������У��ر��Ǻ��ӵ�AM���̡�����DED AM������ܹ㷺�������ǵ�������Ȼ�����ڻ����ӹ���ѧ����ز���Ӧ�õ����½�չ���Լ���ǰ����ս��δ���ķ�������������ƪ���½������ڽ�һ����չDED��Ӧ�ã��ӽṹ�������ٵ�����ҽѧ�豸��
��Դ��Directed energy deposition (DED) additive manufacturing: Physicalcharacteristics, defects, challenges and applications��MaterialsToday�� https://doi.org/10.1016/j.mattod.2021.03.020
�ο����ף�J. Manyika, M. Chui, J. Bughin, R. Dobbs, P. Bisson, A. Marrs,Disruptive��Technologies: Advances that will Transform Life, Business, and theGlobal��Economy, McKinsey & Company, Washington DC, 2013.��G. Warwick,Aviat. Week Space Technol. 176 (11) (2014) 43�C44.��M. Segrest, Printbetter parts, Efficient Plant, 17 September 2018��https://www.efficientplantmag.com/2018/09/print-better-parts/(accessed 14December 2020).
(���α༭��admin)

��һƪ��Stratasys�Ľ�Origin Oneƽ̨���������ִ�ֱ��ҵ�ĸ�����Ӧ��
��һƪ�������������顶EcoMat����3D��ӡ������ˮ����ʵ�ֳ���Ч̫����ˮ����
��һƪ�������������顶EcoMat����3D��ӡ������ˮ����ʵ�ֳ���Ч̫����ˮ����
 ����������¾ۺ���FFF
����������¾ۺ���FFF ������Startuplab��������
������Startuplab�������� NAMIC ȫ������������GA
NAMIC ȫ������������GA 3iD��������ȫ��ճ�����
3iD��������ȫ��ճ����� Freeform�˹�����3D��ӡ��
Freeform�˹�����3D��ӡ�� Biomaterials science:ţ
Biomaterials science:ţ��������
- ������������¾ۺ���FFFϵͳ��QUALUP
- ��������Startuplab��������3D��ӡ�ȼ��
- ��NAMIC ȫ������������GAMS���¼��µ�
- ��3iD��������ȫ��ճ�������AMIS Pro��
- ��Freeform�˹�����3D��ӡ�������NVIDIA
- ��Biomaterials science:ţ���ѧ���̿�
- ��������г�����ȫ3D��ӡ�ѺϽ�
- ��UpNano��һ��2PP 3D��ӡ�������700��
- ���µ�������ר��Fronius�ƽ�3D��ӡѹ��
- ��AM Ventures��Headmade��DyeMansion��
 ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi ����ʹ�ý���3D��
����ʹ�ý���3D���ȵ�����
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


