�����ܳ���(DED)��������:�������ԡ�ȱ�ݡ���ս��Ӧ�ã�����
ʱ�䣺2022-01-21 09:23 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
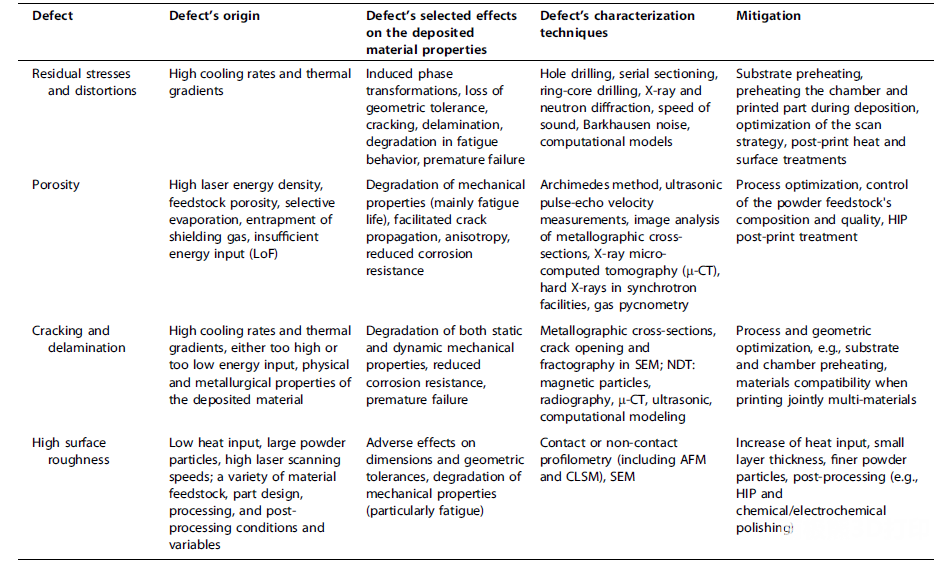
���������е�ȱ�ݼ������
DED��һ�����ٿ졢���ݶȴ�ķ�ƽ��ӹ���������Щ�������ᵼ�¸��ӵ������۽ṹ�仯�������ȵIJ���Ӧ�������Ρ���϶�����ѣ�����˵�����ʴ���˻�����е��Ϊ(����չ�Ժ�ƣ��ǿ��)����ʧЧ����Щ�DZ��ڵ����⡣��������Щȱ�ݵ��γɻ��ơ���������ģ�ͻ��⡣��3�ܽ���һЩ��Ҫȱ�ݣ����ǵ���Դ���Բ������ܺͲ�����ѡ��Ӱ�죬�Լ����ǵı��������������С�ڽ�����ϸ���������ǡ�
��3 ����ӹ���������Ҫȱ�ݵ������������������
����Ӧ���ͱ���
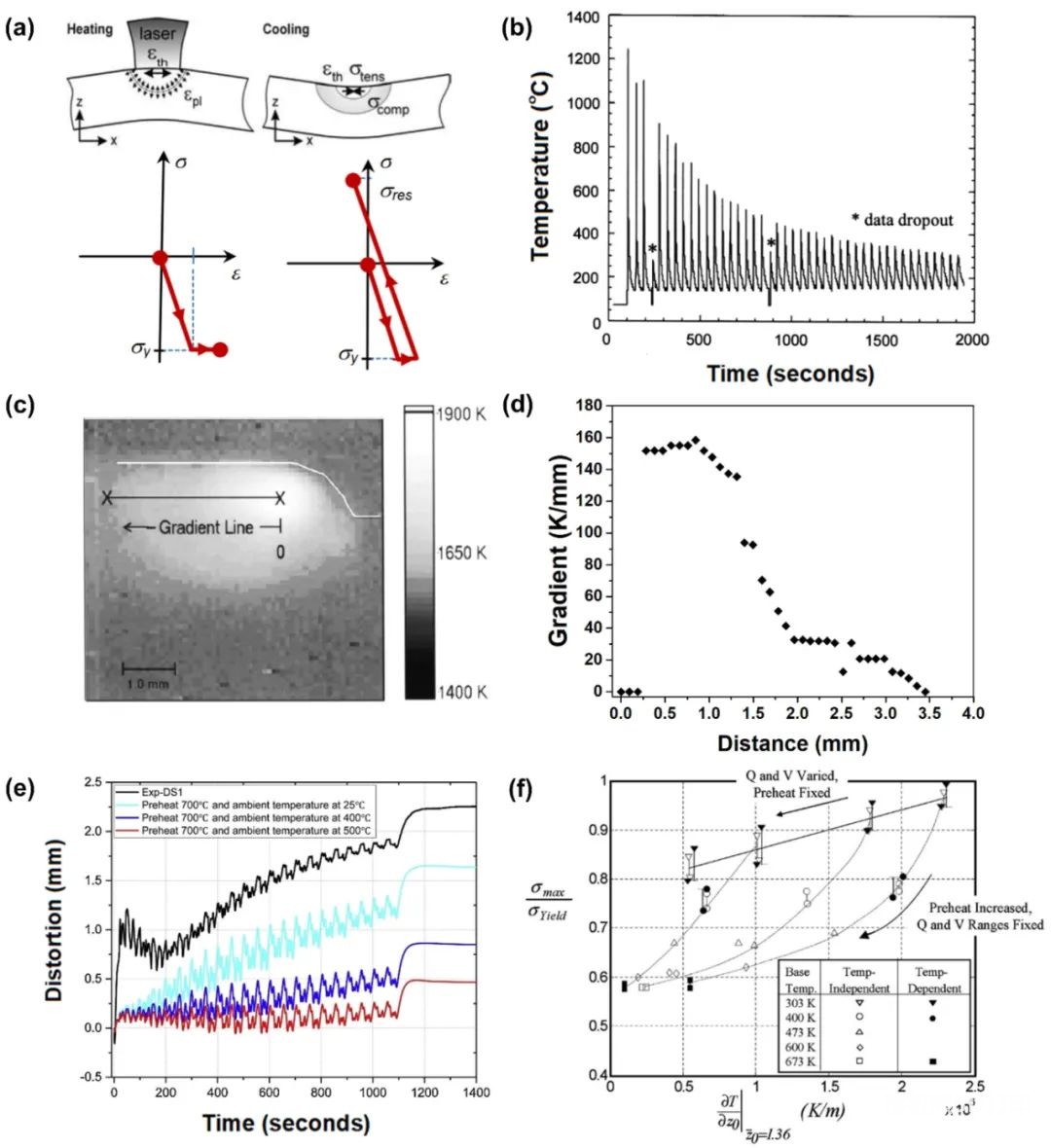
����Ӧ������Դ:���е��Ȼ�е������̶����ɱ���ص��²���Ӧ�����γɡ�����DED���յ�������ʣ����������һ���dz����ӵ�����ʷ�������ۻ������ۺ��ټ��ȡ�ͼ11aΪ���Ⱥ���ȴѭ�������в���Ӧ�����γ�ģ�͡�ͼ11b��ʾ��H13�ֺ�LENS�����ڼ��ԭλ�ȵ�ż������ÿ����ֵ��ʾ�����⾭���ȵ�ż[57]ʱ���ȵ�ż��Ӧ��DED��һ�ַ�ƽ����������������ȴ����Ϊ102�C104 K/s�����ݶ�Ϊ104�C105 K/m��ͼ11c��d��������ܵ��¸��ӵ������۽ṹ�仯��AM����IJ���Ӧ�������ڿռ���������ϸ߶Ȳ����ȣ�����ͨ�����иߴ102����/���ס��ܵ���˵������DED�в���Ӧ���ͱ����ݱ�Ĺؼ������������ۺ��е����ơ�����Ӧ��������Ӱ��Ĵ�С��Ϊ�������ͣ��Ӻ��Ӧ����I�ͣ���ԭ�Ӽ�Ӧ����III�ͣ���
ͼ11
DED�в���Ӧ������Դ��(a)����Ӧ���γ�ģ��:���Ƚ�(��)����ȴ��(��)��(b)����������е���Ӧ����ʾ��ӡ�����ĸ�������ʷ��(c)
316ss���ⷢ��������۳ص�����ͼ��(d)���ݶ��ߵ��¶��ݶȣ���ʾ���ⷢ��������¶��ݶȺܴ�(e)
Ti-6Al-4V����DED�����в����ļ�����䡣Ԥ�ȵĹ����Ҽ��ٻ��۵ı��Ρ�(f)����͵װ�Ԥ�ȶ����ݶȺͲ����IJ���Ӧ����Ӱ�졣�ϸߵ�Ԥ���¶ȵ��½ϵ͵����ݶȣ��Ӷ����Ͳ���Ӧ����
����Ӧ���Գ������Ϻ������Ӱ��: AM����IJ���Ӧ�����ܻ�������ֺ������������Ӧ����������䣬���Σ����ι�����ʧ�����ѣ�����ӻ����ϵķֲ㣬ѭ�������µ�����������չ����ˣ��ṹ�����Ĺ���ʧЧ��
����Ӧ������:����Ӧ��������һ����Ҫ��������Ӧ���ļ�����Ҫ��ȡһЩ�����ɲ�������������λ��/���䡢��������١�����Ӧ����������ͨ����Ϊ�ƻ��Ժͷ��ƻ��ԡ��ƻ��������ڻ�еӦ���ɳڣ�������ס�������Ƭ�ͻ�о��������ƻ��Լ����ǻ��ڲ�������(���似��)�����٣���Barkhausen����(���Ų������ⲿ�ų��·���������)����������������Լ���Ϊ�����ģ������ҪС��ȷ����Щ������йص��ض���������Ч�ġ�����Ӧ��������������ϸ�����������ҵ�������άģ���У�������Ӧ��ƽ�ⷽ�̵���ֵ��ļ���ģ��Ҳ��������������Ӧ����λ����ʱ����ݻ���
һ�����������һ������ų�������ѡ��0.1�����ٺ���֮�䣬��ȡ���ڲ������⡣��Ӧʽ�����������̽ͷλ�ڴż�֮�䣬���ڲ�������ų�ǿ�ȡ�
����: ���ٲ���Ӧ����õķ���֮һ���ڳ��������жԻ��塢����ǻ�Һʹ�ӡ��������Ԥ�ȡ��������ڲ���ӡˢ�����м�����������ݶȣ�����ȵؼ����ۻ��IJ���Ӧ����Corbin����֤��������Ԥ�ȵ�~ 400��C���Խ������ڴ�ӡ��һ��ʱ�ۻ��ı��μ���27.4%��Lu���˿�����һ����ά�Ȼ�е����Ԫ�������о���DED����ı��κͲ���Ӧ����
�о����������������Ԥ���빹���Ҽ�������ʱ������Ӧ���ͱ��ηֱ���Խ���80.2%��90.1%(ͼ11e)��Vasinonta��Ҳ��������-��еģ�ͣ��о����¶��ݶȡ����Ԥ�Ⱥ͵װ�Ԥ�ȶ�LENS����������������Ӧ����Ӱ�졣�����������������͵װ�Ԥ�ȿ��������Ͳ���Ӧ����ͨ��������͵װ�Ԥ����400��C(ͼ11f)����������ȵؽ��Ͳ���Ӧ��~ 40%����Щ�о��������Ի��ġ�����ǻ���ӡˢ��������Ԥ�ȣ�Ϊ����Ӧ���Ļ����ṩ��һ��ʵ�õķ���;Ȼ����Ԥ�Ȳ�������������Ӧ����������Ҫ��һ����������
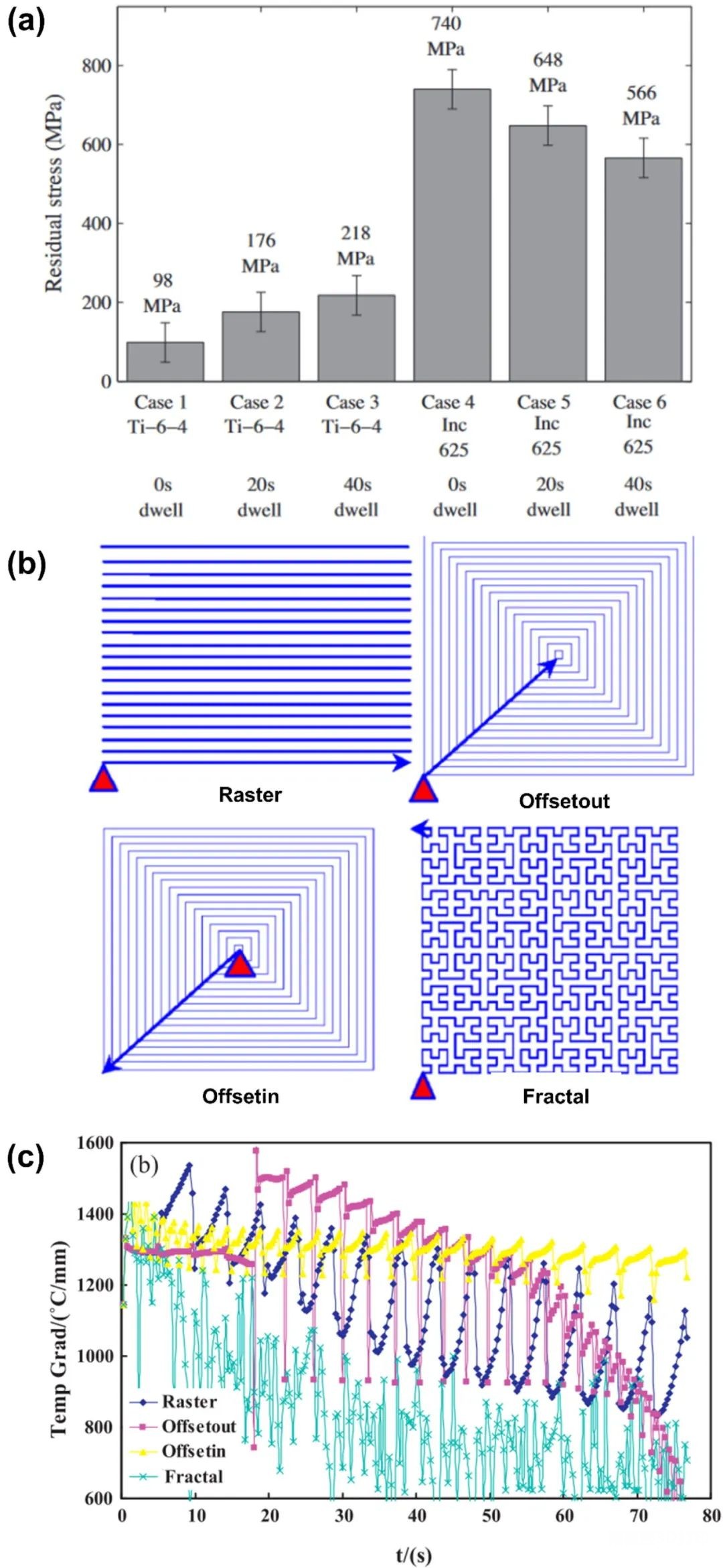
��һ�ּ��ٴ�ӡ�����в���Ӧ���ķ������Ż�ɨ����ԡ��϶̵ij������ȡ���С�ĵ���ɨ�衢�������(��������������)�����ɨ���ٶȡ�������С���۳�������¾������ڲ���Ӧ���ͱ��εĻ��⡣������ȺͲտڼ�������Ӧʹ�����ص�Ϊ��Denlinger���˶Լ���DED�ӹ���Ti-6Al-4V��Inconel 625���������һϵ��ԭλ�ͺ�ӹ����β������о��˲��פ��ʱ���������ε�Ӱ�졣����֤������Inconel 625���������У������ͣ��ʱ���0���ӵ�40s�������ڳ���������������ȴʱ�䣬��������Ӧ����~ 710MPa���͵�~566MPa��
ͼ12 ����ɨ������Ż��IJ���Ӧ�����⡣(a)���פ��ʱ���Inconel
625��Ti-6Al-4V�Ͻ����Ӧ����Ӱ�졣(b) LSF����ͼ��(c)
FE��ģ�����ʾ��ɨ����ԶԼ��ⷢ������¶��ݶȵ�Ӱ�졣���û���ϣ���������ߵķ���ɨ����ԣ��õ���С�ݶȡ�
��һ���棬��Ti-6Al-4V��ӡ�����У�ͣ��ʱ���0���ӵ�40s�����²���Ӧ����~ 98MPa���ӵ�~ 218MPa(ͼ12a)����Щ�������������Ӧ���ķ�չ���ݻ����и߶ȵIJ��������ԡ�������˵��Inconel 625��Ti-6Al-4V��Ϊ�IJ�����ܹ�����ӡˢ���������IJ��졣Woo�����о���ɨ����ԶԼ���DED�Ʊ���FGM����Ӧ����Ӱ�졣�о����������Ӧ����Χ���ҿɴ�0����תʱ��~ 950MPa����90����תʱ��~ 680MPa������ʽ������ʽ��������ɽ�һ������~ 430MPa��Yu�Ȳ��÷���ɨ����ԣ�����ϣ����������(ͼ12b)����ɨ�裬�������ķ��οռ�������ߡ�����֤�������ڳ������̽���ʱ���Գ��¶ȷֲ��ͷ���ɨ���������Ľϵ͵��¶��ݶȣ�ʹ�øò��Դ�ӡ������ȴ�ͳɨ�������ʾ�����͵ijĵױ���(ͼ12c)����Щ�о�������ɨ����Զ�DED�IJ���Ӧ���ͱ����кܴ��Ӱ�졣
ͨ��ӡ���ȴ������Խ�һ�����Ͳ���Ӧ����Ϊ��ͨ�����������о�Inconel 625����ȴ��������Ӧ���ɳڣ�������ԭλѹ�����顣�������������ļӹ��ͳ���ӹ�����ڲ���Ӧ���ݻ��������˺��Ӧ���Ͳ�ͬ��̬�����ڲ���Ӧ��������ͬ���¶Ⱥ�Ӧ�������£�am�ӹ�������ȳ���ӹ���������ֳ����ߵ�Ӧ���ɳ����ʣ����뾧��ȡ���ء����⣬�볣��ӹ��������ȣ�am�ӹ���������ֳ����͵ķ�ֵ��ƽ̨Ӧ�������ֲ������������ֲ��ϵĽṹ�;����ߴ�IJ�����ɵġ�
�����������䣬�о����������ӡ��Inconel 625����IJ���Ӧ������ͨ�����������870��C�ȴ���1h��������Ȼ�����ȴ������ᵼ��̼������������Ӷ������˲ο���Ӧ������࣬���²���Ӧ���ļ������DZ����Zhang���˽�һ����������Ӧ�������ȴ�����ص��¶���Inconel 625������ɺ���������е�����������AM���������Ԫ��ƫ���ǵ���Inconel 625�ȴ�����������Ϊ�쳣�ĸ���ԭ����Щ�о�������ӡ���ȴ�������������Ӧ������Ч���ԣ��������ƶ��ض��IJ����Ա��ⲻ������γɡ�
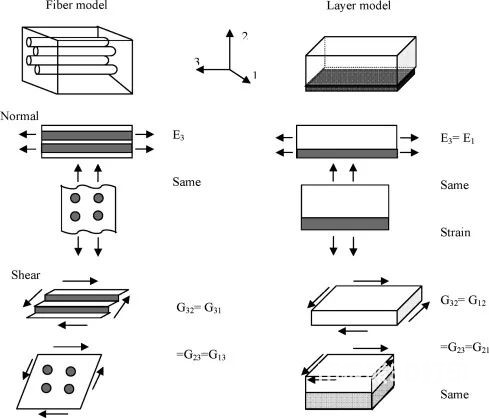
���ϲ��ϵ��Գ�����ʾ��ͼ��
��˵�����ǿ��Կ�����ά��/��ƽ��ģ�͡������غɷ���ͬ�ĵ��Գ����ڽ������ϲ����в�������ͼ˵�������ֲ�ͬ��ģ�ͣ�����ʾ��E��Gģ����Ϊ�������͵ĺ���������Щ���ǵĻ����ϣ����ԶԲ�ͬ��̬��ά����ά��ǿ���ϲ��ϵĿɴﵽ��ǿ�Ƚ��й��ơ�
(���α༭��admin)

��һƪ��Stratasys�Ľ�Origin Oneƽ̨���������ִ�ֱ��ҵ�ĸ�����Ӧ��
��һƪ�������������顶EcoMat����3D��ӡ������ˮ����ʵ�ֳ���Ч̫����ˮ����
��һƪ�������������顶EcoMat����3D��ӡ������ˮ����ʵ�ֳ���Ч̫����ˮ����
 ����������¾ۺ���FFF
����������¾ۺ���FFF ������Startuplab��������
������Startuplab�������� NAMIC ȫ������������GA
NAMIC ȫ������������GA 3iD��������ȫ��ճ�����
3iD��������ȫ��ճ����� Freeform�˹�����3D��ӡ��
Freeform�˹�����3D��ӡ�� Biomaterials science:ţ
Biomaterials science:ţ��������
- ������������¾ۺ���FFFϵͳ��QUALUP
- ��������Startuplab��������3D��ӡ�ȼ��
- ��NAMIC ȫ������������GAMS���¼��µ�
- ��3iD��������ȫ��ճ�������AMIS Pro��
- ��Freeform�˹�����3D��ӡ�������NVIDIA
- ��Biomaterials science:ţ���ѧ���̿�
- ��������г�����ȫ3D��ӡ�ѺϽ�
- ��UpNano��һ��2PP 3D��ӡ�������700��
- ���µ�������ר��Fronius�ƽ�3D��ӡѹ��
- ��AM Ventures��Headmade��DyeMansion��
 ���ڻ�÷¡�о���
���ڻ�÷¡�о��� Align Technology
Align Technology AM Craft��������
AM Craft�������� Aerojet�������
Aerojet������� ӡ�ȳ�����˾��Gi
ӡ�ȳ�����˾��Gi ����ʹ�ý���3D��
����ʹ�ý���3D���ȵ�����
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����ֳ����ļ����۸���������
- �������ѧ��3D��ӡ�������ĵ�ɱ�뷢�ݲ�
- ��KENNAMETAL�������ڵ綯����������3D��


