�����㲴�ɱȽṹ��Ѫ��֧�ܵ���ơ�3D��ӡ�����
�����й�����ԺԺ��Engineering��ҩ��ϴ��֧�ܹ��е�ȱ�ݴٽ��������������Ѫ��֧�ܵ��о��뷢չ�����������������켼����Ҳ��3D��ӡ��������ҽ����е����õ��˹㷺��Ӧ�á����ġ������㲴�ɱȽṹ��Ѫ��֧�ܵ���ơ�3D��ӡ������������һ�����͵��ݸ˼���ʽ3D��ӡϵͳ�������ø�ϵͳ�Ʊ���һ�־����㲴�ɱȣ�ZPR���ṹ��֧�ܡ�
���Ƚ����˳����ĵ�˿�����������о����ʵ��������������Ʊ��˾��в�ͬ���νṹ��3D��ӡ֧�ܣ���ͨ��ɨ�����������SEM���۲����֧�ܱ�����ò����Բ�ͬ������3D��ӡ֧�ܽ�������ѧ�������ۺͳ���������ѧ���ۡ���֮�������ݸ˼���ʽ3D��ӡϵͳ�����Ʊ����Ի�֧�ܵ�DZ����
���ڹ�.ר��������һ�о��ɹ��ĺ������ݽ��з�����
 © Engineering
© Engineering
 ֲ����3D��ӡ
ֲ����3D��ӡ
© 3D��ѧ�Ȱ�Ƥ��
�����о��ɱ�������Ȼ��ѧ����Z150001�������������а���ҽԺ�ṩ֧�֡�
https://www.engineering.org.cn/ch/10.1016/j.eng.2020.02.013
![]() 1. ����
1. ����
ҩ��ϴ��֧�ܣ�drug-eluting stents, DES���ѳ�Ϊ��Ѫ�ܼ����������ƵĽ����ͨ�������ڽ���֧�ܱ���ľۺ���Я����������ҩ�DESֲ������ͷ�ҩ�����ƽ����ϸ����ֳ�����Խ�����������խ��[1�C3]����ҩ���ͷź��������Ľ���֧�ܳ��ڴ�����Ѫ���У��谭Ѫ�����������շ�Ѫ�ֲܾ���֢��Ӧ�������賤�ڷ�ҩ�����Դ���ֲ�����ڵ�Ѫ˨�γ��Լ�����խ�ķ���[4,5]��
����ɽ���֧�ܣ�bioresorbable stents, BRS����ֲ���9~12������Ϊ��խ��Ѫ���ṩ��е��֧�ţ�����ϴ�ѳ���ҩ���ֹ����խ�����֧�ܻ������⣬��Ѫ���ָ��������ܡ�BRS��һ���̶��ϼ��ٳ��ڷ�ҩ����Ҫ��������ֲ�����ڵ���֢��Ѫ˨�Ȳ�����Ӧ��Ϊ�������ٴ������ṩ�˿�����[6,7]�������и�ӹ��ǽ���֧�ܼӹ��ij����ֶΣ����ֹ�����BRS�ӹ���ͬ���õ�Ӧ�á�Stepak��[8]�о��˲�ͬ����ӹ������Ծ�����[poly(l-lactide) acid, PLLA]�ۺ���֧�������ͼ�����״��Ӱ�졣Guerra��[9]�о����ü����и�ۼ�������polycaprolactone, PCL����Ƭ�Ŀ����ԣ���Ϊ֧������Ŀ������о���Ȼ��������ӹ����ܻᵼ��֧�ܲ������ơ�����������������[10,11]������Ҫ���ǣ������и���Ϊһ�ּ������췽�������ʺϸ��Ի����ơ�
3D��ӡ��������չ��Ϊһ��ͨ���ԡ������Եĸ��Ի�ҽ����е���켼����Kaesemeyer��[12]ʹ��һ�����˶������ڼ�ѹϵͳ�Ʊ���һ���ɱ��������ҽ��������������工��͡�Ȱ���60 �� 15 �� 10 �� 15����������ɵ����������֧�ܡ�Park��[13]������ҩ��Ϳ���3D��ӡPCL֧��ֲ�����ɶ�����ȡ���˻����Ķ�������ֲ������Guerra��[10]���һ��ͨ������PCL ˿�����Ʊ�����ɽ���֧�ܵ�����3D��ӡ�豸�����о��˼ӹ�������֧�����ܵ�Ӱ�졣Wu��[14]ʹ�����ڳ������ͣ�fused deposition modeling, FDM����ӡ���� PLLA˿�Ĵ�ӡ�˾��и����ɱȽṹ��PLLA֧�ܣ����о���PLLA֧�ܵľ���ѹ�����ܡ������о�֤ʵ�� 3D��ӡ��������ɽ�����Ѫ��֧�ܵĿ����ԣ������Դ���һЩ�����ԡ������о��Ʊ���֧�ܾ��о�һ��ֱ����Բ����֧�ܣ������⣬֧��ͨ���ᷢ���������̣�֧�ܳ�������֧�����Ŷ�������������ٴ�ҽ������ѡ���ֲ�������λ���ȸ�����֧�ܡ�Ȼ�����������ŵij̶Ⱥ�֧�����ź�����ճ������˶��졣��ˣ�֧�ܳ��ȵ�ѡ����Ҫȡ����ҽ���ľ����жϣ�����ܻ����ƫ�����֧�ܴ�λ�������ص��ǣ�֧�ܹ������̻���֧��ĩ�˺�Ѫ���ڱ�֮�����Ħ��������Ѫ����Ƥ������[15]��
�����У��о���Ա������һ�������ݸ˼���ʽ3D��ӡϵͳ�������һ�������㲴�ɱȣ�zero Poisson��s ratio, ZPR���ṹ��Ѫ��֧�ܣ������ݸ˼�����ӡ�豸�����칤�ղ������г���̽����ͨ���ı��������ת���ֱ�������Ⱥ���״���Ʊ���ͬ���ϡ�ֱ���ͼ��β�����֧�ܣ���һ���о�3D��ӡ���Ͳ�����PCL֧�ܵı�����ò��֧�ܲ�������ѧ���ܵ�Ӱ�졣
![]() 2. �㲴�ɱ�֧�ܽṹ���
2. �㲴�ɱ�֧�ܽṹ���
֧�ܻ����ṹ�ɻ�״֧���������ÿ����֧�������������ɡ�һ�㻷״֧�������Z�λ��ṹ[16]��֧�������Ż�ѹ���Ĺ����У�Z�λ���֮���Ż�ѹ����֧�ܵľ���ǿ����Ҫ��Z�λ��ṹ��أ�������ṹ������֧�ܽ�������о�������Ѫ�ܴ������׳̶ȣ�֧�ܵ�����������Ҫ����������ء����ٴ�Ӧ���У�Ѫ��֧�����������д���һ���̶ȵij�����������ͨ���ض���֧�ܽṹ��ƿɸ�����һȱ�ݡ�
Ϊ���֧������ʱ�����������⣬�����������ͼ 1��ʾ��ZPR�ṹ֧�ܡ���֧�ܽṹ��Ԫ[ͼ1��a��]�� Attard��[17]�����İ밼��������ZPR�ṹ���ơ����ɱȣ��ͣ�����Ϊ�������ط����ϵĺ���Ӧ�䣨��i ��������Ӧ�䣨��j ��֮�ȡ����ɱȿ���ʽ��1����ʾ��

֧�ܽṹ��Ԫ�ߴ��ͨ�����²�����ʾ��ͼƬ����Z�λ�б�˳��ȣ��ȴ���Z�λ��ſ��Ƕȣ�б����б�Ƕȣ��� h�������Ӹ˳��ȣ�t�������Ӹ˿��ȣ�ͼƬ�������ڵ�б�˾����һ�롣ͼ1��b��Ϊ֧�ܽṹ��άչ��ͼ����ͼ 1��b����ʾ��������ɹ�״����ͼ1��c����ʾ������H �ֱ����֧��ֱ���߶ȣ����Ӹ˳���֮�ͣ�����������N1��N2�ֱ���Ϊ���������Ľṹ��Ԫ����
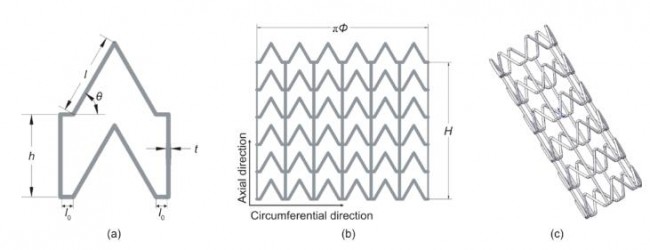 ͼ1.�㲴�ɱ�֧�ܽṹ��ơ���a��֧�ܽṹ��Ԫ����b��֧�ܽṹ��άչ��ͼ����c��֧����ά�ṹͼ��
ͼ1.�㲴�ɱ�֧�ܽṹ��ơ���a��֧�ܽṹ��Ԫ����b��֧�ܽṹ��άչ��ͼ����c��֧����ά�ṹͼ��
© Engineering
֧���ܾ��������������Ż�ѹ������ͼ2��ʾ������ r��֧�ܰ뾶���ı仯�����ӣ�����ɱ���Ϊ��

ʽ�У���=2��/N1����ͼ1��b����ʾ��֧���ھ�����ͼƬ ����������ͼƬ ���ij��ȿɱ�ʾ���£�
����֧�ܾ������ܵ�С��������������֮����С�ı仯d�ȣ���ʱ֧���ھ�����ͼƬ����������ͼƬ����Ӧ����Ա�ʾΪ��

ʽ�У�ͼƬ ������ Xi �����ϵı��Σ�i = r,1��
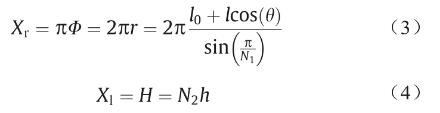
��ͼ2��c�����Կ�����֧������ʱֱ���ı仯��Ҫȡ����Z�λ�б�˵ı��Ρ���ˣ�������������Ҫ����б�����غ������µı��Ρ�����ΪͼƬ��б�˿��Լ�Ϊ������������������һ���������ƶ�����һ���̶� [ͼ2��d��] [18]��б����x����ı��Φ�x�ɷֽ�Ϊ�ɴ�ֱ�ڸ˵���������ת��������λ����x����ķ����āAx����ƽ���ڸ˵������¸˱������������α���x����ķ��� �ĨUx���ɱ�ʾ����[19,20]��
ʽ�У�E0 Ϊ֧�ܲ��ϵ���ģ����I = ��t 4 /64Ϊ�˵Ĺ��Ծأ�tΪ֧��б�˵�ֱ����A = ��t 2 /4Ϊб�˵Ľ��������
 ͼ2. Z�λ�б�˱���ʾ��ͼ����a��Z�λ��ṹ����b��Z�λ��ṹ��Ԫ����c��֧�ܱ���ʱ��ά��Ԫ����ʾ��ͼ����d����������������������б�˱���ʾ��ͼ��
ͼ2. Z�λ�б�˱���ʾ��ͼ����a��Z�λ��ṹ����b��Z�λ��ṹ��Ԫ����c��֧�ܱ���ʱ��ά��Ԫ����ʾ��ͼ����d����������������������б�˱���ʾ��ͼ��
© Engineering
�ڱ��о��У�ͼƬ��t�ͦ�һ��ֱ�ȡ1.5 mm��0.2 mm��60�㡣��ˣ��ɵ�֪

�ɼ�������ڦāAx ���ĨUx ��һ��С�����ڴ˿��Ժ��ԡ���ˣ�б����x����ı��μ�Ӧ��ɱ�ʾΪ��

ͼ2��d����б����x����Ӧ��Ϊ��

��F�ɱ���ΪF = ��th����I = ��t 4 /64���룬�ɵõ�б����x����ĵ�Ч����ģ��Ϊ��

����ͼƬ = 1.5 mm��t = 0.2 mm��h = 1.5 mm�ͦ�= 60�㣬�ɵã�

�ڱ��о��У���֧������ʱ��֧���ܾ�������ͼ2��c���е�ͼƬ ƽ�У�֧�ܽṹ���ɱ�Ϊ��
��dX1 /d�� = 0���ɵ�ͼƬ=0��
��ˣ���ZPR�ṹ����֧�ܽṹ����������£�֧�ܳ��������Ź����в��ı䡣���⣬��ʽ��1��~��13����֪����֧�����Ź����У�������֧�ܽṹ�ı��Σ�֧�ܲ��ϲ������α䡣֧��ǿ��ȡ����б�˵Ŀ������������ɴ˿ɼ���֧��ǿ����б�˳���ͼƬ�����Ӹ˳���h����ֱ��t�Լ�б�˳�ʼ�ſ��ǶȦ���أ��������֧��ǿ����ͼƬ �ɷ��ȣ������Ӹ˳���h�ɷ��ȣ���t3 �����ȡ�
![]() 3. �����ݸ˼����� 3D ��ӡϵͳ
3. �����ݸ˼����� 3D ��ӡϵͳ
3.1. ϵͳ���
3D��ӡ������Ի����͡����ٱ�ݡ����������ʸߵ��ŵ㣬��ҽ������õ��˳�ֵķ�չ��Ӧ�á�ҽ�ü�����ɽ��������PCL��PLLA�ȣ���Ϊ�����Բ��ϣ��ʺϲ���FDM�������͡�����FDM�豸�����˿�Ĵ�ӡ�����Ҫ��ԭ�����ڳ���ǰ�ӹ���˿�ģ����ڴ�ӡ��˿��Ƶ������������ѳ����´�ӡ�жϣ���Ҫ�˹���Ԥ�ų�����[21,22]�����⣬һ��ҽ�ü��ɽ�����ϵ�ԭ���϶�Ϊ��״���ϡ�Wang��[23]���û����ݸ˼�����ͷ�ľ��ܼ�������ϵͳ�Ʊ�PCL��֯����֧�ܣ���ϵͳ����������״����ĩ״���ϳ��ͣ���߳������ɶȡ����ǣ�������ӡϵͳ�Բ��ò��ѻ��ķ������ͣ������մ����ɱ�����Ҫ��ӡ֧�Žṹ��������Ѫ��֧��֮��ĵ���ռ�������״�ṹ��С�����ߴ�ṹ������һ�㷽�����д�ӡ�������������֧�Žṹ������Ӱ���ӡ������Ч�ʡ����⣬ֵ��ע����ǣ��ۺ�����ϵķ������������ݸ˼�����ͷ�е�����ʱ������Ӷ���С�����С�ͻ�������ͷ����������ۺ�����ϵ����ڼ���[24]��
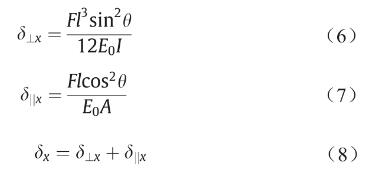
�ۺ����������о�����һ�ֻ����ݸ˼�����3D��ӡϵͳ����ͨ��������ת�ᣨ�����ᣩʵ������������ӡ����ͼ3��ʾ����ϵͳ��Ҫ�����������֣���x-y-z �˶�ϵͳ������ת������ݸ˼�����ͷ�� x-y-z �˶�ϵͳ�������żܽṹ��ʹ�����½����ŷ������������ת����״�ͳ��ȿ��Ը���֧���Ʊ�������������Ϊ��֤��ӡ���ȣ�x-y-z �˶�ϵͳ���ƶ�����ת���ת���Լ��ݸ���ͷ��ת��ͨ������ŷķ����˾�Ŀɱ�̶�����������ɿ��ơ�
�ݸ���ͷ�dz���ϵͳ�Ĺؼ���������ṹ����Ҫ������ͼ3��c����ʾ������Ԫ�����ӵ���Ͳ����棬Ϊ�����ṩ��������ˣ����ݸ���ͷ����ʱ�����Խ���״���ĩ״����ͨ�����Ͽ����ӵ���Ͳ�У�������������ݸ˽������������ͣ��ݸ˺���Ͳ���ǻ�ҳ��������ڲ��ϡ����ǻ���ڲ�����ѹ�����������ڲ���ͨ�������˼�����ϸ˿��
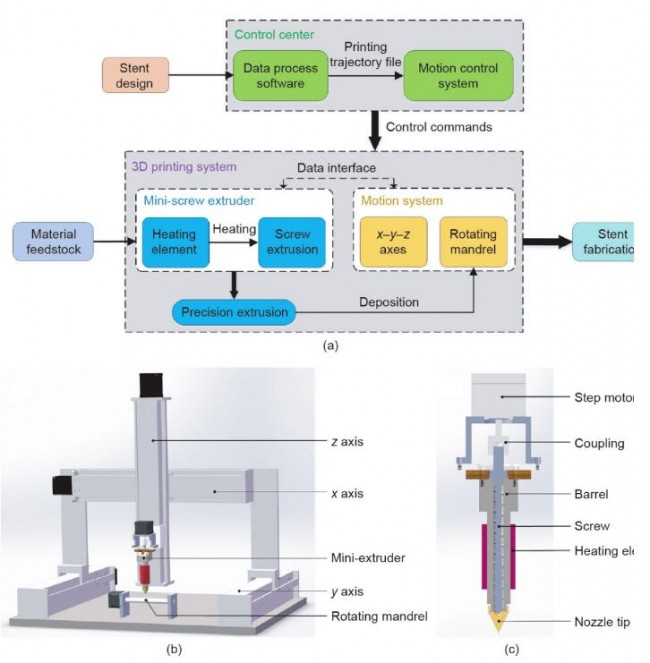 ͼ3.���ƻ����ݸ˼�����3D��ӡϵͳ����a��֧���Ʊ�����ͼ����b��3D��ӡϵͳԭ��ͼ����c���ݸ˼�����ͷ�ṹͼ��
ͼ3.���ƻ����ݸ˼�����3D��ӡϵͳ����a��֧���Ʊ�����ͼ����b��3D��ӡϵͳԭ��ͼ����c���ݸ˼�����ͷ�ṹͼ��
© Engineering
3.2. ��ӡ�����о�
Ϊȷ������3D��ӡPCL֧�ܵ��ʺ��¶ȣ�ʹ�����������ݸ˼�����ͷ�о��˲�ͬ�¶��µ�PCL������ Sigma-Aldrich��˾�����ţ�MSDS 440744����˿���ܡ�����֧��˿���ȶ�Ϊ100~400 ��m����ͷ����ֱ������nozzle��ѡΪ250 ��m��ʹ�ò�ʾɨ�����ȣ�differential scanning calorimetry, DSC���豸DSC Q2000�������TA��˾�������¶�Ϊ�C80~200 �桢�����ٶ�Ϊ10 �桤 min�C1 ��������Χ�£���PCLԭ���Ͻ���DSC�����������䲣����ת���¶ȡ��۵㣨Tm���Լ��ȷֽ��¶ȡ�ʹ��WDW 3020������ѧ��������й��������²���������˾������50 N ���ء�1 mm�� min�C1 �����ٶ��£���PCL���е�˿����ʵ�顣
��ͼ4��a����ʾ��DSC���������PCLԭ���Ͼ��нϵ͵��ۻ��¶�60 ���Լ��Ͽ��ļӹ��¶����䡣һ�㣬Ϊ��֤���ϵij���ۻ�����ͷ�����¶ȣ�Textruder����Ϊ�Ը��ڲ����۵㡣��ͼ4��b����ʾ���ֱ���75~85 ��֮���5���¶ȣ�75 �桢77.5 �桢80 �桢82.5 ���85 �棩���Ʊ�PCL��˿���ݸ�ת����Ϊ11.2 r�� min�C1 ��������Ʒ��PCL˿������filament���ֱ�Ϊ(319.33��5.65) ��m�� (318.03��6.69) ��m��(311.14��2.21) ��m��(312.18��3.19) ��m �� (315.10��9.48) ��m������ǿ�ȷֱ�Ϊ(16.97��0.80) MPa�� (15.53��1.73) MPa��(16.22��0.56) MPa��(15.04��0.96) MPa ��(14.87��1.55) MPa��
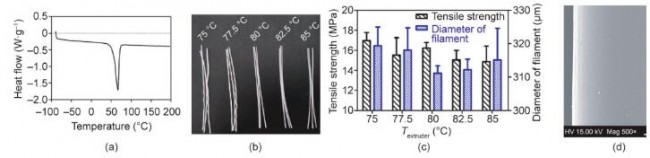 ͼ4.�о������¶ȶ�PCL������Ӱ�졣��a��PCL����DSC���ߣ���b�������¶ȶ�PCL��˿ֱ��������ǿ�ȵ�Ӱ�죻��c��80 �����Ʊ� PCL��˿SEMͼ������FEI Quanta 200�豸������c���е�������ƽ��ֵ����ʽ��ʾ��
ͼ4.�о������¶ȶ�PCL������Ӱ�졣��a��PCL����DSC���ߣ���b�������¶ȶ�PCL��˿ֱ��������ǿ�ȵ�Ӱ�죻��c��80 �����Ʊ� PCL��˿SEMͼ������FEI Quanta 200�豸������c���е�������ƽ��ֵ����ʽ��ʾ��
© Engineering
Ϊȷ�����ʵ�x-y-z �˶�ϵͳ���ƶ��ٶȡ���ת���ת���ٶȣ�nm����λ��r��min�C1 ���Լ��ݸ���ͷ��ת���ٶȣ�n����λ��r�� min�C1 �����������������г�����ӡ����ͼ3��ͼ4��ʾ����֧�ܴ�ӡ�����У�������ת���x�ᣨ������ת�����������Ϲ�������ˣ����Խ�֧�ܴ�ӡʱ���˶��ɰ���VR��Vx�Ķ�ά�˶���VR����λ��mm�� s�C1 ��nm = VR��60/��D��D��ʾ֧���ھ���Ϊ��ת������ٶȣ�VxΪx���ֱ���˶��ٶȡ���ͼ1��֪���� =60�㣬��ˣ�Vx = ͼƬVR�����Dz��������ߺϲ�Ϊƽ̨�ƶ��ٶ�VRx ���� VRx= ͼƬ����λ��mm�� s�C1 ���������У�֧��˿����t��ȡ�����ݸ���ͷת�٣�n����
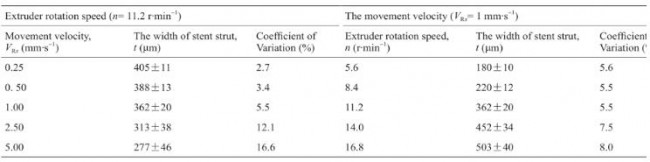
���1��ʾ�����ݸ���ͷת����Ϊ11.2 r�� min�C1 ���ڲ�ͬƽ̨�ƶ��ٶ�VRx��0.25 mm�� s�C1 ��0.50 mm�� s�C1 ��1.00 mm�� s�C1 �� 2.50 mm�� s�C1 ��5.00 mm�� s�C1 ���´�ӡ֧�ܣ�֧��˿��tΪ (405��11) ��m��(388��13) ��m��(362��20) ��m��(313��38) ��m ��(277��46) ��m����ƽ̨�ƶ��ٶ���Ϊ1 mm�� s�C1 ���ڲ�ͬ�ݸ���ͷת��n��5.6 r�� min�C1 ��8.4 r�� min�C1 ��11.2 r�� min�C1 �� 14 r�� min�C1 ��16.8 r�� min�C1 ���´�ӡ֧�ܣ�֧��˿��tΪ (180��10) ��m��(220��12) ��m��(362��20) ��m��(452��34) ��m ��(503��40) ��m��
��1 ��ͬƽ̨�˶��ٶȺͼ�����ͷ�ݸ���ת�ٶ��µ�֧��˿��
![]() 4. ���
4. ���
4.1. ֧���Ʊ�
Liu��[25]����������ڼ��������У���ijһ����ͷֹͣ����ʱ����ͷ�ڲ����ѹ���ԻὫ���ϴ���ͷ�ڼ������������֮Ϊ�����ѡ��������ѡ�����ᵼ��֧�ܽṹ��ȱ�ݣ���ˣ�֧���Ʊ������еĴ�ӡ·���滮��Ϊ��Ҫ����ͨ����ӡ·���滮������ͷ���ظ���ͣ����������ѿ�����֮������
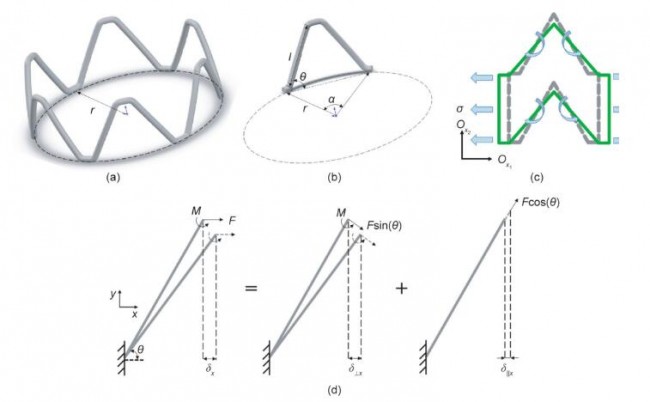
��ˣ�����ͼ1�е�֧����ƣ�ͨ�����븨����[ͼ 5��a���еĻ�ɫ��]���滮��������֧�ܴ�ӡ�켣�����м�ͷ�����ʾ��ӡ��������ͷ�ƶ������ڴ˴�ӡ�����У���һ�㣬���ڵ�PCL˿�����γ���Բ�ܷ����Z ���ߣ���ɫ�ߣ������ڵ�Z���������յ�ͨ�����š��ߣ���ɫ���ߣ����ӣ��ڶ��㣬����ΪH��ֱ�ߣ���ɫ���ߣ�������ƽ�д�ӡ������ֱ��ͨ�������ߣ���ɫ�ߣ����ӡ����ڼ���������ȣ���Z���ߺͺ�ɫ��ֱ�ߵĽ��ӵ㣬�����ۺ���һ���ڱ����У��������ͷ�����Ϊ���غϴ�ӡ������
�����ݸ˼�����ͷ��3D��ӡϵͳ������֧�ܵ��Ʊ������ڲ���ͨ�����켷�����������ת����棬����x-y-z�˶�ϵͳ����ת���������ϸ˿������ͻ������ӡ�γ�֧�ܽṹ[ͼ5��b��]��ͨ���ı���ת���ֱ������״�Լ�֧��ģ�͵ļ��νṹ��ʵ��֧�ܵĶ���ʽ�Ʊ��������������������ڼ������Ʊ��˾��в�ͬ���ϡ���ͬ��״����ͬ�ṹ��3D��ӡ֧��[ͼ5��c��~��e��]��
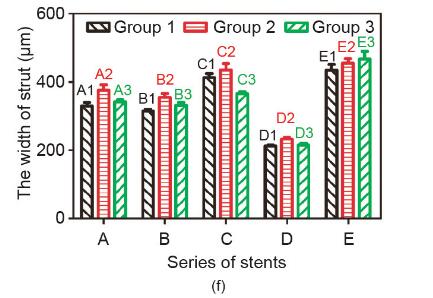
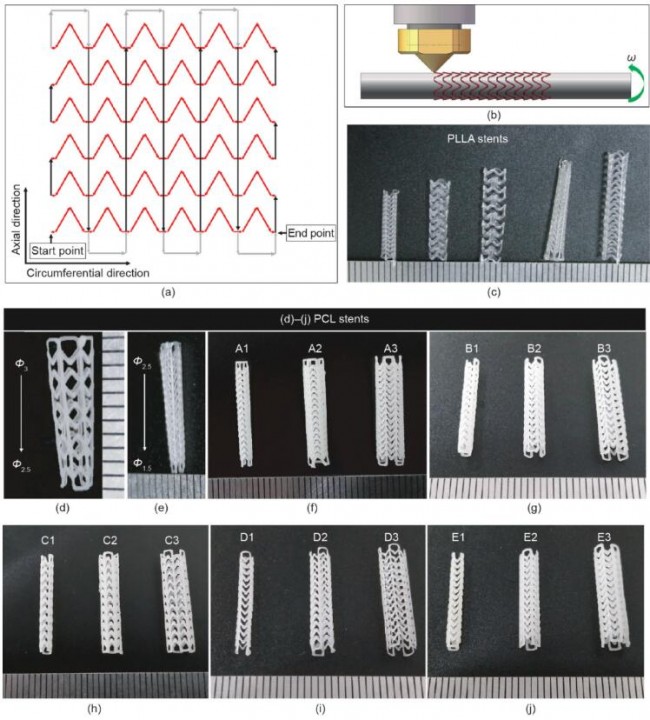 ͼ5. 3D��ӡ��Ѫ��֧�ܡ���a��֧�ܴ�ӡ·������b��֧�ܴ�ӡԭ��ͼ���أ����ٶȣ���c����ͬ�ṹ��PLLA֧�ܣ���d��~��e����PCL֧�ܣ���f��~��j����2��֧�ܣ�A1~E3����ͼ����֧��ֱ����
ͼ5. 3D��ӡ��Ѫ��֧�ܡ���a��֧�ܴ�ӡ·������b��֧�ܴ�ӡԭ��ͼ���أ����ٶȣ���c����ͬ�ṹ��PLLA֧�ܣ���d��~��e����PCL֧�ܣ���f��~��j����2��֧�ܣ�A1~E3����ͼ����֧��ֱ����
© Engineering
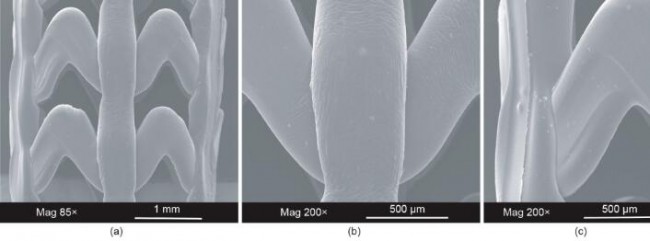
���2��ʾ�����о��Ա��˲�ֱͬ��D����֧ͬ����ƣ�����һ����Ҫָ�꣺���Ӹ˳���h���Լ���ͬ���Ͳ���������һ����Ҫָ�꣺�ݸ���ͷת��n���µ�֧�ܣ�����֧�ֱܷ��Ʊ���ͼ5��f��~��j����ʾ������֧���У�ͼƬ���Ⱥ�H�̶�����ͼ1��֪����D = ͼƬ�� H = N2h�������У�������ͼƬ = 1.5 mm��ͼƬ = ��/4−0.75���� = 60�㣬�Լ�H = 15 mm����ˣ����� = 2 mm��3 mm�� 4 mmʱ��N1�ֱ�Ϊ4��6��8����h = 1.00 mm��1.25 mm ��1.50 mmʱ��N1�ֱ�Ϊ15��12��10��
4.2. ֧����ò����
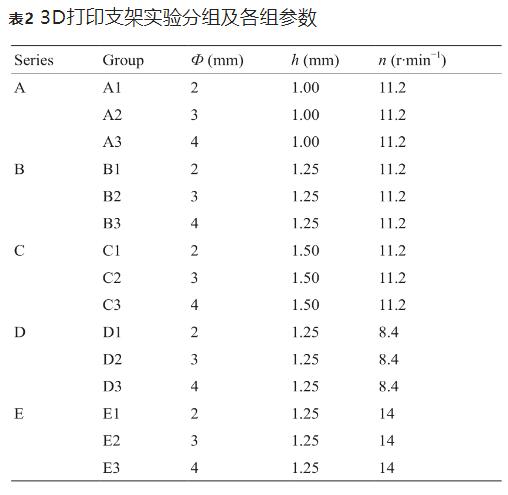
����������PCL֧�ܣ�����ɨ����������۲죬��ͼ6��ʾ���ɼ�֧�ܱ���⻬��������ȱ�ݣ��������õı�����̬�����á��غϴ�ӡ������ӡ��֧����ϸ˿������ۺ����ã��ɱ�֤֧���ڽ��ӵ���нϺõ������Ժͽ��ǿ�ȡ�
 ͼ6.PCL֧��SEMͼ
ͼ6.PCL֧��SEMͼ
© Engineering
��ͼ7��ʾ��ͨ��Keyence��ѧ������VHX-500���ձ����۲�֧�ܱ�����̬������֧��֧�Ÿ˿��Ƚ��в������ԱȲ�ͬ��������֧��֧�Ÿ˿��Ȳ��졣��E ��E1~E3������A~C��A1~C3������D��D1~D3����֧��˿���ֱ�Ϊ(220��12) ��m��(362��42) ��m��(452��35) ��m���ڱ�2�У��ݸ�ת�ٹ�ϵΪD < A = B = C < E��֧�ܵ�֧�Ÿ˿�����Ҫ���ݸ�ת����أ�����֧�Ÿ˿��ȴ�С��ϵ��һ�µġ�������A��B��C����䣬C��֧�ܿ��� [(404��38) ��m]Ҫ�Ը���A [(349��28) ��m]��B [(334��23) ��m] ���顣
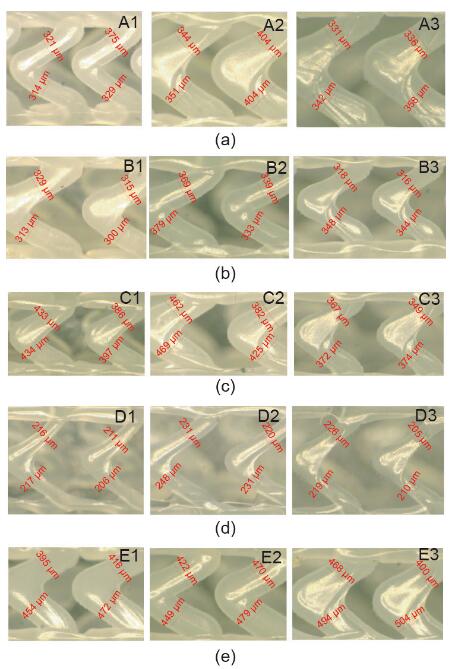
 ͼ7.A~E��֧��˿������a��~��e��֧�ܹ�ѧ����ͼƬ����f����ͬ��֧��˿���Աȡ���f���е�������ƽ��ֵ����ʽ��ʾ��
ͼ7.A~E��֧��˿������a��~��e��֧�ܹ�ѧ����ͼƬ����f����ͬ��֧��˿���Աȡ���f���е�������ƽ��ֵ����ʽ��ʾ��
© Engineering
4.3. ֧�ܻ�е����
�����������Ժ;���ѹ��������֧����ѧ���ܲ��Ե���Ҫ�������������������Ǽ��֧�ܵ��������ܣ���˳�ԣ�������ѹ�������������֧�ܵľ���ǿ�ȡ�������������������Э���йر�ASTM F2606-08��ASTMF3067-14 [26,27]������ͼ8��a��~��b����ʾINSTRON 3365���Ի������������Ա�2�е�����֧�ܽ��������������;���ѹ�����ԡ����⣬ͨ������ʽ����װ�ö�C1�� C2��֧��չ���˾������Ų���[ͼ8��c��]��
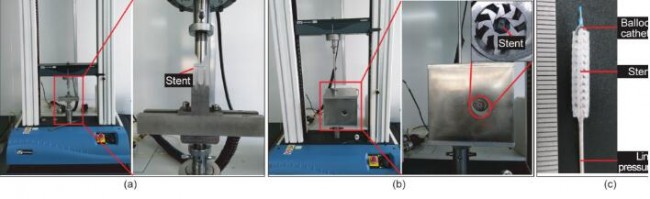 ͼ8.֧����ѧ���ܲ��ԡ���a�������������ԣ���b������ѹ�����ԣ���c���������Ų��ԡ�
ͼ8.֧����ѧ���ܲ��ԡ���a�������������ԣ���b������ѹ�����ԣ���c���������Ų��ԡ�
© Engineering
(���α༭��admin)

 Conflux Technology ��110
Conflux Technology ��110 ͨ��������Forge NanoͶ��
ͨ��������Forge NanoͶ�� ���пƼ���ѧ����������Si
���пƼ���ѧ����������Si ����������ҽ�Ƶ���ҵ��TP
����������ҽ�Ƶ���ҵ��TP Amnovis����3D��ӡ������
Amnovis����3D��ӡ������ ����������ά3D��ӡ����
����������ά3D��ӡ����- ��ȫ3D��ӡ����+�ɽ���ܣ�����뵼��
- ������3D��ӡ���ɿ��ٽ���̼��ά���ӻ��
- ���й������ڶ����̾�ȡ�����ͽ����벻��
- ����һɽ�����ݶ����������û�ȫ����
- ����ʮ�˹���һ�仨����һ�����Ф������
- ��������������������������������
- ������ɽ��ˮ����һ�����Ф�����������
- ����С����ѵ���ɣ����������ӵܡ���
- ��������������һ�����Ф�����������
- �����Ź���ϲ����ʲô��Ф�����������ʵ
 ������ά2023ȫ��
������ά2023ȫ�� �Ϻ�����ȹ�ӭ��
�Ϻ�����ȹ�ӭ�� 3D��ӡ����ֲ����
3D��ӡ����ֲ���� FRI����֬�Ͱ�ˮ
FRI����֬�Ͱ�ˮ ������ۺ��Ⱦ��
������ۺ��Ⱦ�� ���һƬ�������
���һƬ�������- ������������ϲ��꣬���º�˳һ�Ÿ�����
- �������˿���һ�߸�����һ��ȷ��Ф������
- �����˶�֮�š���һ��ȷ��Ф�����������
- �����������������룬һ����ɫ����һ����
- ����С�Ŵ��á���ʲô��Ф������ʵ
- ����������֪����һ�����Ф��������
- �����������Ҳ��������ȳ����
- ����ɽ��������㡱��һ�����Ф���
- ��������Գ���뻢������ʲô��Ф�������
- ����������ս����һ���ȷ��Ф�����


