��������¬����Ժʿ�������춥����AM������������������������ά��ǿ5xxx���Ͻ�
ʱ�䣺2023-03-06 10:58 ��Դ������ѧ�� ���ߣ�admin �Ķ�����
���Ͻ������������ᡢ���ڳ��ͺͼӹ����ŵ㣬���㷺Ӧ�������������ͻ�е�Ȳ�ͬ��������5xxxϵ�����Ͻ�����������ʴ�ԺͿɺ��Ե��ص㡣Ȼ�������ǵĿ���ǿ����Ȼ����2xxxϵ�к�7xxxϵ�����Ͻ������������ڸ߳��������µ�Ӧ�á�ͨ�������ȴ�������߲��ϵĻ�еǿ�ȣ�����ʵ��Ӧ���У�5ϵ���Ͻ����ͨ���ȴ�����ǿ������Ϊ�ȴ����ᵼ�²��ϵ��쳤�ʼ����½����Ӷ�Ӱ����ϵ�������ѧ���ܡ�
���Ͻ�Ԫ�صļ���Ҳ�����ڸ��Ʋ��ϵ���ѧ���ܡ���Al5183��˿�����м���Ͻ���Ԫ��Zr��Er��ʹ�俹��ǿ�������40 MPa����Ч�شٽ��˾�ϸ��Al3Er��Al3Zr��Al3(Zr, Er)����γɡ���5xxx���Ͻ��м���Sc�����лػ��ȴ�����Ҳ�ɻ�úܺõ�ǿ��Ч���ͽϸߵ�����ǿ�ȡ������о������������Ͻ��м���Sc��������������Ͻ�Ŀ���ǿ�ȣ���301 MPa��ߵ�377 MPa��Ȼ����ϡ��Ԫ��Sc�ĸ߳ɱ�(ÿ0.1%��Sc��������Լ3��Ԫ/����ijɱ�)���谭��Sc��Ϊ�Ͻ����Ӽ��ڹ�ҵ�ϵĹ㷺Ӧ�á����⣬Al3Sc�����������۳��ھ��ȷֲ���������һЩ�����Ե��о�������Al3Scͨ�����۳ر߽總�����ۣ���˻���Ҫ�ȴ�������һ����������֯����ˣ�������Ҫ����һ�ֵͳɱ������ռ�����ʵʩ�����5xxx���Ͻ�ǿ�ȵ����������ͨ���������Ͻ��м�����ά������γɽ��������ϲ��ϣ�Ҳ����߲�����ѧ���ܵ���Ҫ������������ά��ǿ���������������߲�������ά�����ǿ�ȣ�����Ҫ����ͨ����ѹ���칤���Ʊ����ͼ�������ǿ����SiC���մ�������̼���ܺ�̼�������Ҳ��һ����Ч�ķ�����������������������Ͻ��Ӳ�Ⱥ�ǿ�ȿ���������ߣ������Ժ����Խ��͡����Ѱ���µķ�����ͬʱ���ǿ�Ⱥ�������Ҫ�����ճ̡�
�������켼�����нϸߵ�����ԣ���Ϊ��߲��������ṩ��һ���µ�;�����ڴ˻����ϣ����Ķ���������������Ͻ�IJ���ǿ�Ƚ����˴����о������ڼ���������������ĩ���ۺϺͶ��������������ѳ�Ϊ����������Ҫ�о����⡣Ȼ�������������Ͻ��ϵĸ߷����ʵ�������Ч�ʵͣ����̲��ȶ�����ˣ���������ɺ��ӵĸ�ǿ�����Ͻ���2xxx��7xxxϵ�����Ͻ��ڼ�������������������׳�������ȱ�ݡ������ܳ����绡���켼��(DED-arc)��Ϊһ�����˼������������Ч�ʸߡ��ɱ��Ͷ���Ӧ���ڴ��ģ��ҵ�����������Ƚ��ļ��������˼���Ĺ�ע���ٽ�������ٷ�չ�����������Ͻ�5xxxϵ�����Ͻ�����������ʴ�ԺͿɺ��Ե��ص㣬ʹ���ʺ���DED-arc�ĺ�ѡ���ϡ��ر��ǻ��������ת��(CMT)��DED-arc������߳������ʡ�������������Ľ�������������ǵļ�����Ȥ��Ȼ����DED-arc����Ҳ����һЩȱ�㣬��ǿ�Ƚϲ����Ҫ�����ڴ��ڵȿ�϶ȱ�ݡ���ˣ������о���Ա���ص���ڽ��Ϳ�϶���ϣ�����ù����Ż��������ա�������������������[33]����������DED-arc�Ʊ������Ͻ������ܡ�ͨ�����Ӳ�䴸�������ֶΣ�����������ȱ�ݡ��о�������ͨ�����ٿ�϶�ʵ�ȱ�ݣ����Դﵽ���еǿ�ȵ�����Ч����ͨ�������Ż�������Σ�DED-arc�Ʊ��IJ��ϻ�еǿ�Ȼ����������ĵ���Ҫ�����Ի�ø���Խ�����ܡ�
�ڴˣ�������ͨ��ѧ����ѧΰ�ŶӲ��û���CMT��˿���������켼���Ʊ�������ά��ǿ���Ͻ�(TFRA)����,��TFRA����������ͳ�����ܽ����˱������������ǿ���������˶Աȷ��������ý���������ɨ����������������������ά��ǿ����۽ṹ�������������ϸ�о����������ɨ��羵�����˶Ͽ���ò����������TFRA��ֵ�ǿ�����ͻ������������ۡ�����о��ɹ����⡰Wire-based directed energy deposition of a novel high-performance titanium fiber-reinforced Al5183 Aluminum Alloy��������Additive Manufacturing�ϡ�
���ӣ�https://www.sciencedirect.com/sc ... i/S2214860423000581
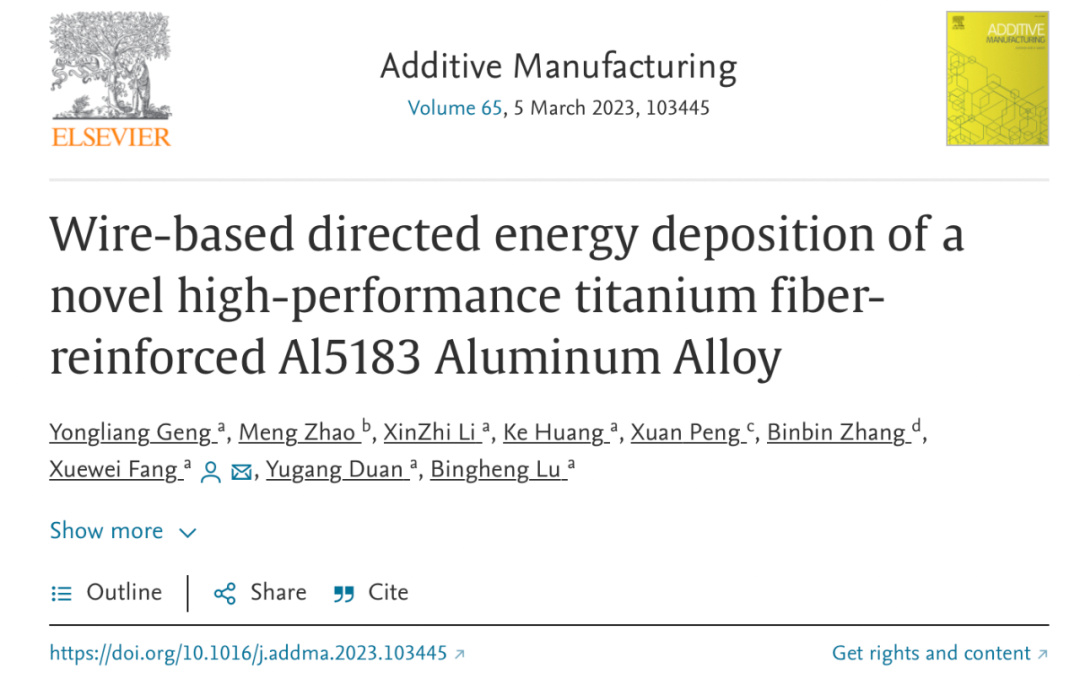
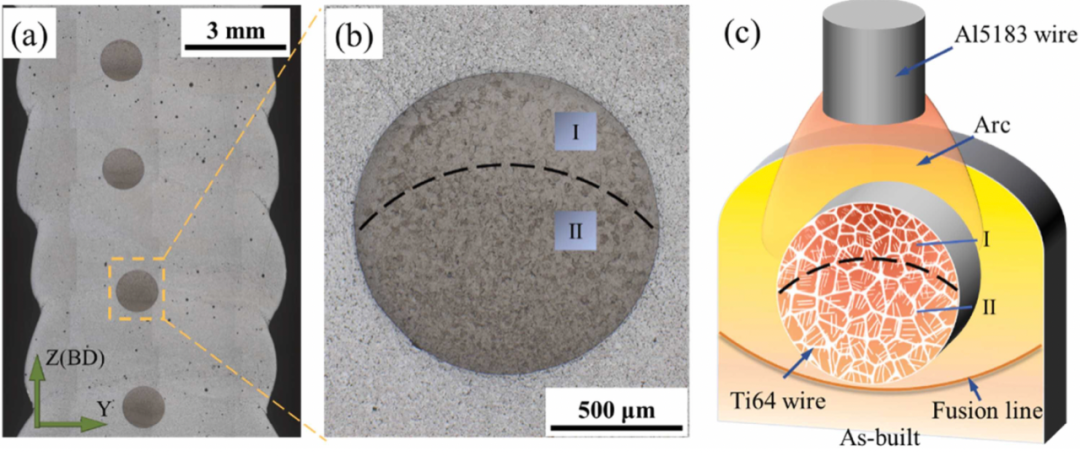
ͼ1 (a)�绡˫˿��ά��ǿ���Ӽ�����ԭ��ʾ��ͼ;(b)�绡˫����ά��ǿ���Ӽ�װ��ʵ��ͼ;(c)�����ģʽʾ��ͼ;(d) TFRA�����Al5183��Ti64���˵�x���߲��Խ����
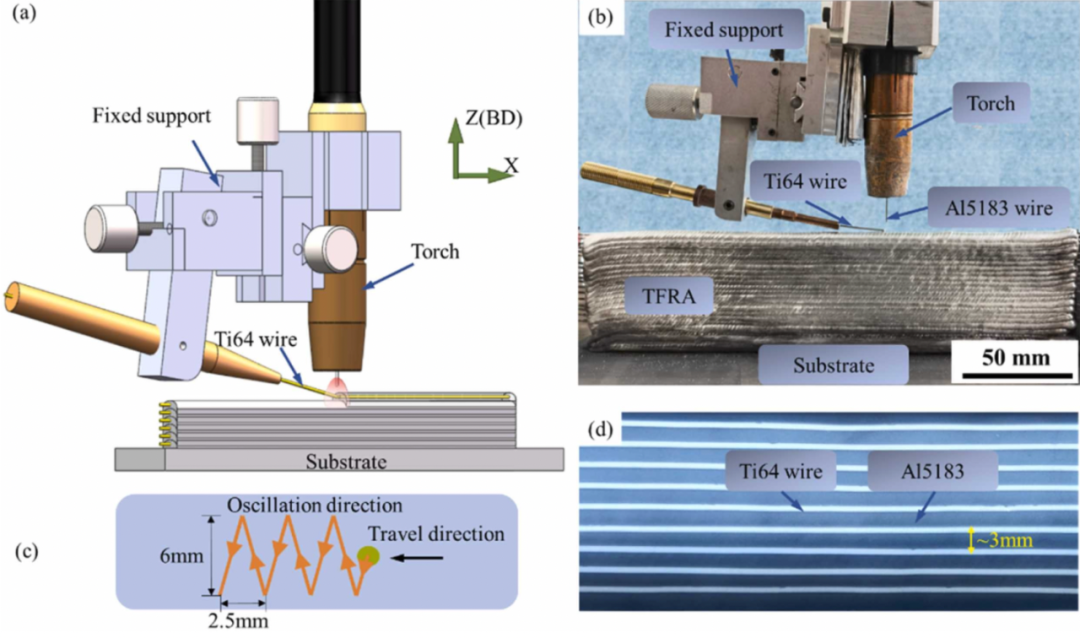
ͼ2 TFRAȡ��ʾ��ͼ��
(a)TFRA������;(b)�������;(c)������Ʒ;(d)������Ʒ;(e)�ܶ�������Ʒ��
ͼƬ
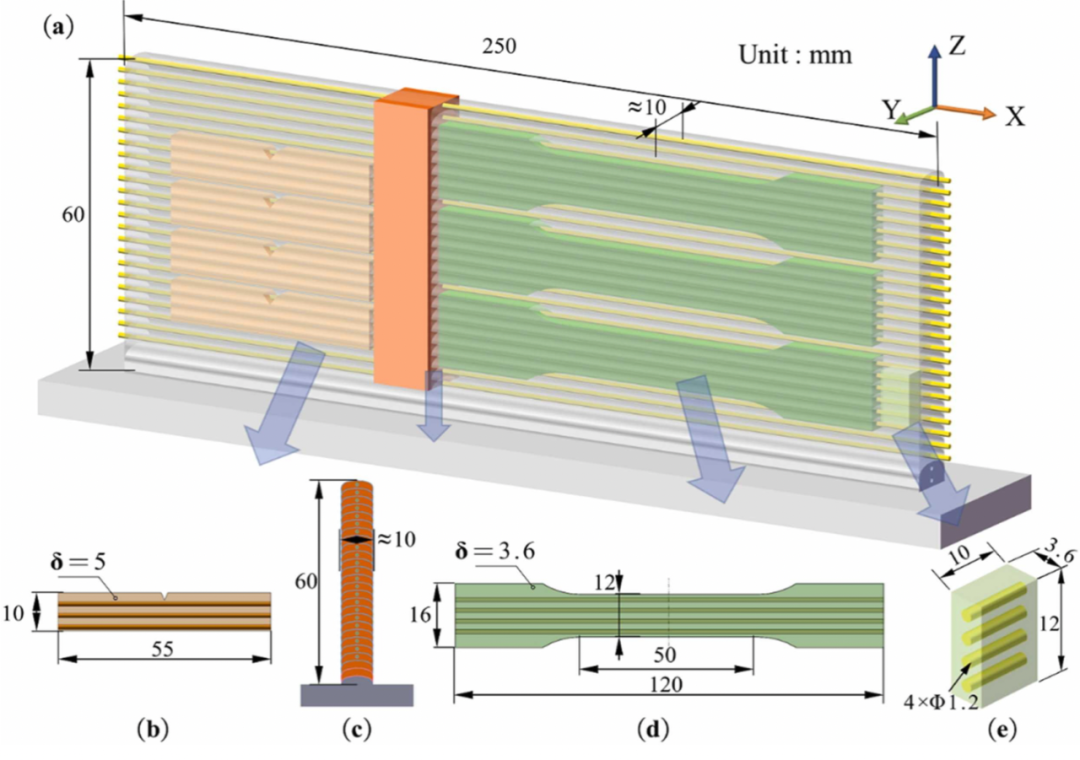
����Ԫģ�ͺͱ߽�������
ͼ4 ������֯����ͼ��
(a)�����ò;(b)��ά��ǿ�ѺϽ�˿�������Ͻ�����Χ����̬;(c)�߲��о����۽ṹ����ʾ��ͼ��
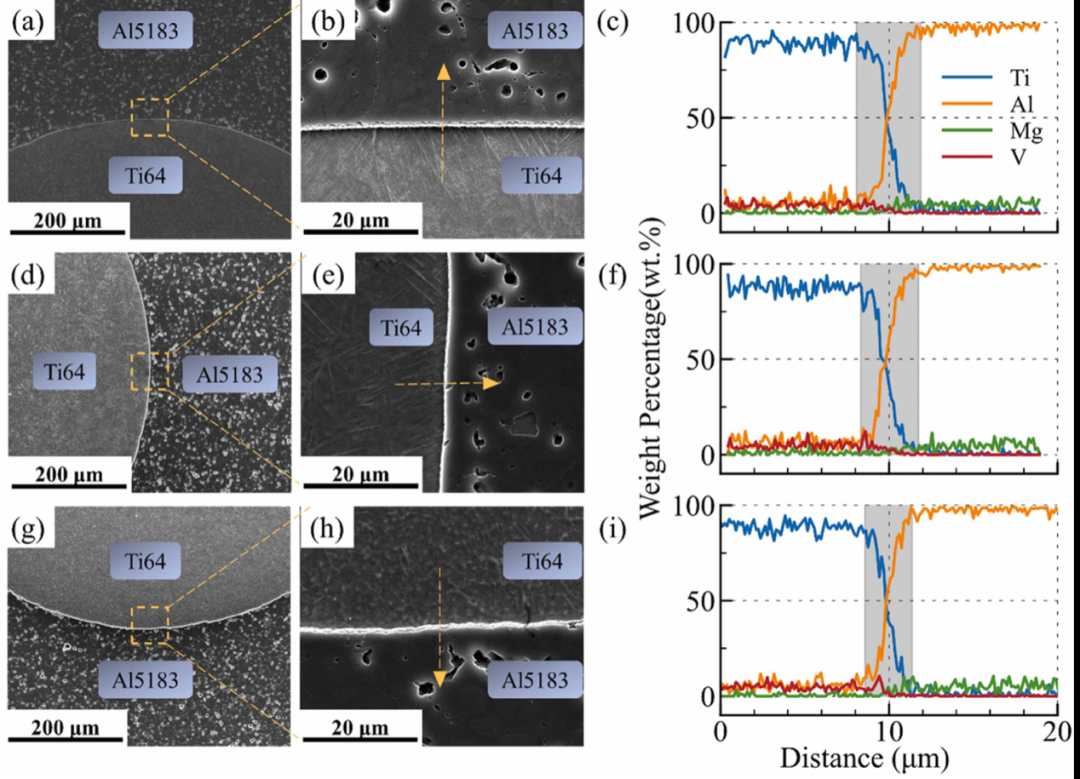
ͼ5 �߲��ϡ��С���λ�ý���SEM��EDSͼ��
(a)��(d)��(g)�ֱ�Ϊ�߲������Ͻ������ϡ��ҡ��²���棬�����ƻ�δ��ȱ�ݡ�ͼ5(b)��(e)��(h)�ֱ�Ϊ�ֲ��Ŵ���ϡ��С�������ϸ��;ͼ5(c)��(f)��(i)Ϊ������Ԫ����ɵ���ɨ��ͼ��
(���α༭��admin)

��һƪ��������ѧ�δ���/�Ͻ������䡢��С���Ŷӣ�3D��ӡ����֧�����ڹ�����
��һƪ�����пƼ���ѧ�ձ�����Ŷӣ����Թ��ܸ�֪Һ��ײ����3D��ӡ����ˮ��������
��һƪ�����пƼ���ѧ�ձ�����Ŷӣ����Թ��ܸ�֪Һ��ײ����3D��ӡ����ˮ��������
 �Ϻ���ѧ�����½��ڵȣ�ϸ
�Ϻ���ѧ�����½��ڵȣ�ϸ Stratasys����3D��ӡ����
Stratasys����3D��ӡ���� Lilach Porges����ɽ��Ԫ
Lilach Porges����ɽ��Ԫ �����²��ܾ�������Ӣ��20
�����²��ܾ�������Ӣ��20 ¬����Ժʿ��Ҫ��̫���н�
¬����Ժʿ��Ҫ��̫���н� �Ϻ�������������ڡ��
�Ϻ�������������ڡ����������
- ���Ϻ���ѧ�����½��ڵȣ�ϸ��������
- ��Stratasys����3D��ӡ�������͵�����
- ��Lilach Porges����ɽ��Ԫ�ء�3D��ӡ��
- �������²��ܾ�������Ӣ��2024���߽���ʱ
- ��¬����Ժʿ��Ҫ��̫���н���3D��ӡ��
- ���Ϻ�������������ڡ���������Ŷӣ�
- ����Сǰ�о�Ա�Ŷӣ���߶Ƚṹ�����Ż�
- ������أ��û�����3D��ӡ��Ʒ��վ������
- �����˿�ѧ����ѡȫ��35�����´���������
- ���й���ѧԺ�˳�ȣ��ƶ�����������ī
 �п�Ժ�����Ŷ�To
�п�Ժ�����Ŷ�To ר����洴ʼ��Ҧ
ר����洴ʼ��Ҧ �㽭��ѧ��������
�㽭��ѧ�������� ���ݷɣ���������
���ݷɣ��������� ��άԺʿ�Ŷӣ�3D
��άԺʿ�Ŷӣ�3D ��½�ݽ��ڣ��߷�
��½�ݽ��ڣ��߷��ȵ�����
- ��ר����洴ʼ��Ҧ־�棬��3D��ӡ��Ʒ��
- ������Ƽ������ѡ����ʡ����֧�ƻ����Ƽ�
- ��������Ժʿ�Ŷӡ�����ʽ��������ϥ�ؽ�
- ������������ս������3D��ӡ�������
- ��������Ժʿ�Ŷӣ���������ܱ��ڹ�����
- ���廪��ѧҦѧ������Ŷӣ�3D��ӡ������
- �����ޣ��������죬ǡ����ʱ
- �������Ƽ���ѧ������Ⱥ��3D��ӡ�ھ���Ӧ
- �����Ļ���ҽѧ3D��ӡ����ƽ̨�Ľ�����Ӧ
- ������������һ�����ڡ�Nature����3D��ӡ


