�Ͽƴ�CoCo��������������ά��ǿ���ϲ������������е���ƻ����ʹ���Ӧ��
ʱ�䣺2022-01-13 11:05 ��Դ�����ϲ�����ѧ ���ߣ�admin �Ķ�����
1.����������ά��ǿ�����������
ͬ��ͳ���칤�գ���RTM��FW��ATP/AFP�ȣ���ȣ�CFRP-AM������ɢ-�ѻ�ԭ���������������������ά��ǿ���ϲ��ϵ�������ɶȣ�������㡢���������ά�ֲ����������Ʊ����������Ϊ���ӵ�����������ͼ1��ʾ��CFRP-AM����ƿռ�ɻ���Ϊ���ϡ����ա��ṹ������������������и�ά�Ⱥ�ǿ��ϵ�������������Ŀ���ܴ�����Ʋ���Ӱ���Ҳ����������������á�������սҪ������������ά��ǿ����������Ʒ���������ö�ѧ��Эͬ�Ż�˼�룬�ڿ�������Լ��������£�Χ�Ʋ���-����-�ṹ-����ӳ���ϵ����������ĵĶ��������Ŀ�ꡣ
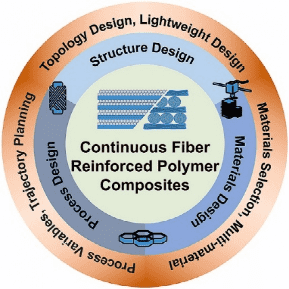
ͼ 1. ����������ά��ǿ�������ĵ��������ط���
2.CFRP-AM����
2.1.CFRP-AM�������ܽṹ
��ͼ2��ʾ��CFRP-AM�����Ĺ��ܽṹͬ�����������칤�����ƣ����Բ��ϴ洢����������ͽ���ճ�Ϸ�����ڶ���������ʦ���Խ��˹��ܽṹ��ͼͬ��̬����ѧ��������Ϊ������ƹ�����ָ�������µ�CFRP-AM���ա�
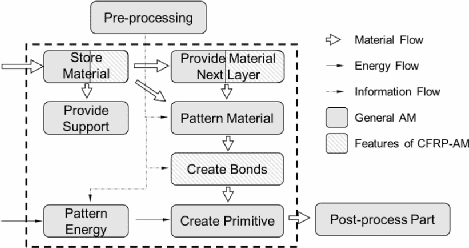
ͼ 2. CFRP-AM�����Ĺ��ܽṹ����ͬ�����������������
���У��ۺ���������ǿ��ά֮���ճ������ؼ����ӹ��ܡ�ͼ3����������CFRP-AM����ά�����ճ�ϵķ�����1)Ԥ���շ���2)���߽��շ���3)ԭλ���շ�������Ԥ���գ��������ǿ���Ϸֱ��Ʊ�Ϊ˿�ģ�ͼ 3 (a)�������ģ�ͼ 3 (b)����Ƭ�ģ�ͼ 3 (c)����ʽ��Ԥ���ϡ�����ԭλ���գ�����ά�����Ԥ�������ά�������ڹ���������ͼ 3��d���ͣ�e����ʾ�����ϻ������Ի��ڳ��֡��������ݸ˵ȷ�ʽ�����⣬Ҳ���Բ�����ͼ3��f����ʾ�����߽��շ�����
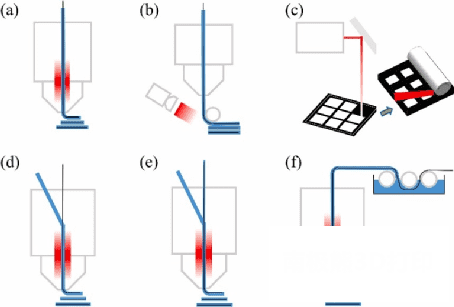
ͼ 3. ��ά�����ճ�ϵIJ�ͬ�������
2.2.CFRP-AM��������
���ܹ����������������������켼����������CFRP���������������Ҫ�������ϼ�����ME������������������DED���ͷֲ�ʵ�����죨LOM�������༼����
2.2.1.���ϼ�������
���ϼ����������ڹ���ԭ���������ɱ��ϵͣ���ĿǰӦ����Ϊ�㷺����ά��ǿ�ۺ��︴�����ļ���������豸�������������Ҫ�ı䣬�绻����ĥ���Ϻ��Ż��ڲ�ǻ��������ʵ�ֶ�����ά��ǿ�ľۺ��︴�ļӹ���Ȼ�������������ά��ǿ���ϲ��ϼӹ����豸������Ӳ������������ƣ���������ά���Ͽڡ���ά�жϻ����ȡ�ֵ��ע�����һЩ���½����������������Ϲ�Ӧ�����ټ��ȡ�Ԥ�ȡ�Ϳ������ѹ���պͳ����������յ�Ҳ�ѱ�������һ���������Ч�ʡ����Ⱥ���������ͼ4��ʾ��������ά (3D) ��ԭ����������ά��ǿ�ۺ��︴�����ļ����ܴ����ߴ�ӡ�ٶȡ�
ͼ 4.��������̼��ά��ǿ�����Ը��ϲ��ϵ�3D����ӡ���գ����ң�3D����ӡ��
2.2.2.�����ܳ�������
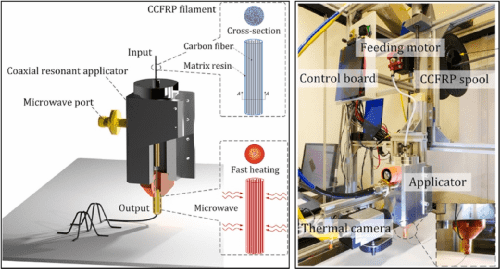
��ͼ5��ʾ�������ܳ�������Ҳ������CFRP-AM��ͨ��ͬ���ƶ����Ϻ�����Դ��ʵ�ֽṹ�����͡��ü����þ۽���Դ(�缤��)����ԭ�ϣ�����ԭ��ֱ���͵��۳أ����Dz��ϼ��������е��������ۻ��������ܳ�����������ͬ���ι��ս�ϣ����ù����ֵȶ��ѳ��������ѹʵ���������ն���ȱ�ݣ�ʵ�ֽ�����������ߡ�DED���������������С������ϲ��Ϲ��������Ҹ�Ч����Դ����ʹ������൱�ߵij������ʡ����⣬���е�����Դʹ�ù��������ڸ����ܹ������ϵļӹ�������������Ͼ��нϸߵ������¶Ⱥ�ճ�ȣ�����ͨ�����ϼ������졣����DED������ijЩ����ͬATP/AFP�������ƣ���������Ʊ������ʸ������Ը����ӵ�CFRP���ϲ��ϡ�
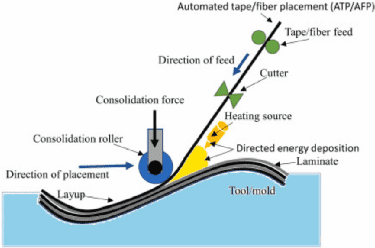
ͼ 5. ����CFRP-AM�Ķ����ܳ�������
2.2.3.�ֲ�ʵ�����켼��
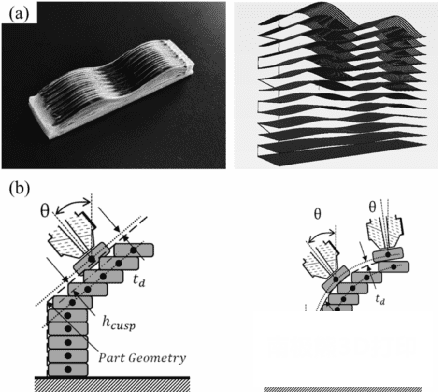
ͼ6��ʾΪ���͵�LOM����ʾ��ͼ���ü�����Ԥ����Ƭ��Ϊԭ�ϲ����и�ѵ���ճ�����γ���άʵ�塣����LOM����ԭ�����أ����账����״��������������������������ʵ�ָ�Ч���졣���⣬���ô�ͳ�����Ʊ���Ԥ����ʹ���Ƴɼ����нϸ���ά��������ͽ�ǿ��ά-���ʽ��档
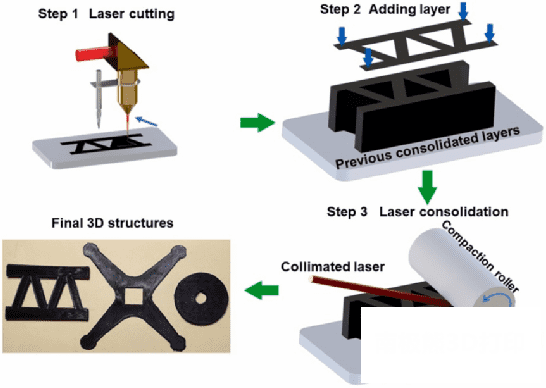
ͼ 6. ����CFRP-AM�ļ��⸨���ֲ�ʵ�����켼��
3.CFRP-AM��ƻ���
����ڴ�ͳ���췽����CFRP-AM������漰���ϡ����պͽṹ�������ı������������չ�˸��Ĺ�������ƿռ䡣���½�ϵͳ���ܽ���ÿ���������ļƻ�����������Ӧ����Ʋ��ԣ��Գ���ھ��������һ��ӱ����ƿռ䡣
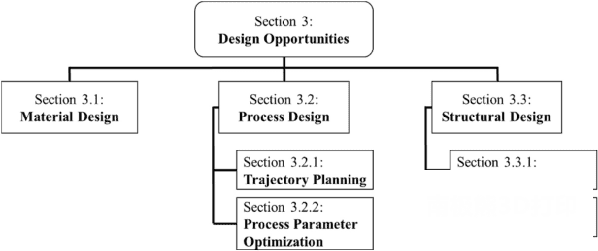
ͼ 7. ��3�ڵIJ�ι�ϵ
3.1.���������CFRP-AM�У����塢��ǿ���Ϻ����Ӽ����ϵ�ѡ��Χ�ܹ㡣ͼ8�ܽ��˳��ò��ϼ�����ѧ���ܡ����У����������Ҫ���������Ժ��ȹ�����֬������ABS��PLA��PC��TPU��PETG��PEEK�ȡ���ǿ������Ҫ��̼��ά��������ά��Kevlar��ά����Ȼ������ά�Լ�������ά�����Ӽ���Ҫ����̼���ܣ�CNTs����ʯīϩ����(GNPs)�Ͱ�����NH2-���ȡ����⣬CFRP-AM����Ҫ��ϸ���ǻ������ǿ���ϱ˴˵��ȡ������ͻ�ѧ���ܡ���1�����˲�ͬ3D��ӡ�����������CFRP���ϲ��ϵ���ѧ���ܡ�
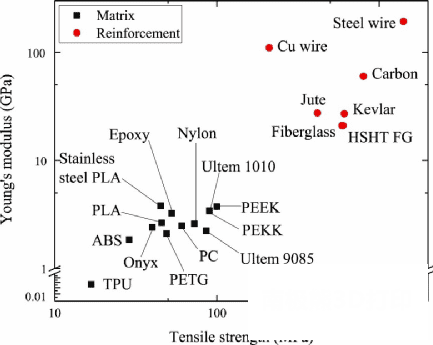
ͼ 8. ����CFRP-AM�IJ��ϼ�����ѧ����
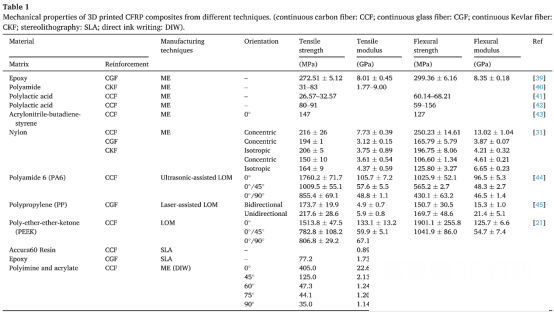
�� 1 ��ͬCFRP-AM���켼���ĸ��ϲ�����ѧ���ܱȽ� (����̼��ά��CCF������������ά��CGF������Kevlar��ά��CKF����̻�������SLA��īˮֱд������DIW)
3.2.�������
3.2.1.�켣�滮
��ά��ѧ���ܵĸ�������ʹ����ά���̹켣�滮��Ϊ����������������һ���ؼ����ء������ڵ��о��У�CFRP-AM�е���ά������Ҫ��ͨ���Բ��ϼ���������ֱ�ߡ���ݡ����������ѵȼ����ͼ�������Ķ������������о�����Сת�ǡ������ʰ뾶�ȹ���Լ�������Ĵ�ӡȱ�ݣ�����ά·�������˸Ľ��Լ�����ά����Ƶ�ʣ���������ת�䡣ͬʱ���Ż��˴�ӡ������ص����Ա����������Ϳ�϶�����⡣���⣬ϣ�����ء��������ߵȸ��ӵ����ͼ���ͼ��㼸���еľ����㷨����ŷ��·�����й��ʲ�����Ҳ��������ά·���Ĺ켣�滮�о���
���ڵ��о���Ҫ�۽���ͨ��������Ʒ���ʵ�ֲ�ͬ�����¸�Ϊ������ά����·�����Զ������ɷ������Ի����ѧ���ܸ�Ϊ����ĸ��Ĺ������÷����ĺ����ǻ���������Ԫ����Ϊ��������ֵ����������ȷ���ֲ�����ά���������������÷��������Ծ��е�һ��άȡ��;�����ά��������ĸ��ϲ�����Ϊ��ʼ��ơ�Ȼ���ڸ����߽�ͺ��������£�ͨ����ֵ���������ó�ʼ��ơ�ͨ���Է�������к��ش�������Ĺ۲죬���ݲ�ͬ������������¸��ϲ����еľֲ���ά�켣�����õ�����������������(��ͼ9 (a))����Ӧ������(��ͼ9 (b)��(c))��ָ��Ӧ��ʸ��(��ͼ9 (d))���ն�˥��ʸ���Լ���Ϸ���������������Ƿ���Ҫ�����������÷����ɽ�һ������Ϊһ���ԺͶ�ε����������͡�һ���Է��ڲ����Ǹ���������ʼ���֮����������£�����ά���̽��������������и��¡���������������ù��̣�����������Ʋ�����������Ա�ʵ�����ܺ�Ԥ�����ܵIJ��죬ֱ���ﵽ�����ޣ�����Ż���
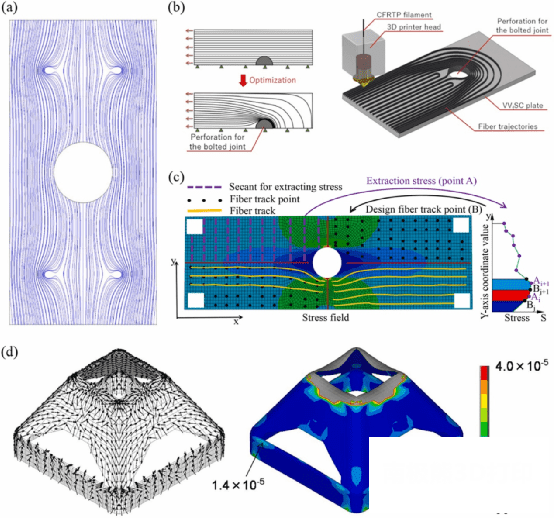
ͼ 9.��ά·���Ż�����:(a)�������ߣ�(b)-(c)��Ӧ����(d)ָ��Ӧ��ʸ��
�������CFRP-AM�������������죬ʵ��3ά�ռ��ӡ�켣��ȡ������2.5ά�ռ��ӡ�켣�ѳ�Ϊ���ܡ���ͼ10 (a)��ʾ��������������ɶ�����ʹ�������ģ�ͽ�����Ƭ�����Ӳ��Ӵ������ʵ�ֲ����������ߡ�ͬʱ����ӡ�����ɵ�һ�����Ϊ���������Լ��ٸ��ϲ��ϸ������ԡ����⣬�����������ͨ���Ż��ؼ����ܱ���Ĵ�ӡ·������С����ЧӦ����߱�����ȣ���ͼ10 (b)��ʾ�����⣬3D��ӡ�켣���Ż��Ա�����Ծɨ���Լ����������Ĺ�������
ͼ 10. (a)���㵥���������漰���ڲ��ṹ��3D��ӡCFRP���ϲ���������(b)��Ը�������ķ�������ӡ���ԣ��Ի��ͽ���ЧӦ����߱�������
(���α༭��admin)

 �Ϻ���ѧ�����½��ڵȣ�ϸ
�Ϻ���ѧ�����½��ڵȣ�ϸ Stratasys����3D��ӡ����
Stratasys����3D��ӡ���� Lilach Porges����ɽ��Ԫ
Lilach Porges����ɽ��Ԫ �����²��ܾ�������Ӣ��20
�����²��ܾ�������Ӣ��20 ¬����Ժʿ��Ҫ��̫���н�
¬����Ժʿ��Ҫ��̫���н� �Ϻ�������������ڡ��
�Ϻ�������������ڡ����������
- ���Ϻ���ѧ�����½��ڵȣ�ϸ��������
- ��Stratasys����3D��ӡ�������͵�����
- ��Lilach Porges����ɽ��Ԫ�ء�3D��ӡ��
- �������²��ܾ�������Ӣ��2024���߽���ʱ
- ��¬����Ժʿ��Ҫ��̫���н���3D��ӡ��
- ���Ϻ�������������ڡ���������Ŷӣ�
- ����Сǰ�о�Ա�Ŷӣ���߶Ƚṹ�����Ż�
- ������أ��û�����3D��ӡ��Ʒ��վ������
- �����˿�ѧ����ѡȫ��35�����´���������
- ���й���ѧԺ�˳�ȣ��ƶ�����������ī
 �п�Ժ�����Ŷ�To
�п�Ժ�����Ŷ�To ר����洴ʼ��Ҧ
ר����洴ʼ��Ҧ �㽭��ѧ��������
�㽭��ѧ�������� ���ݷɣ���������
���ݷɣ��������� ��άԺʿ�Ŷӣ�3D
��άԺʿ�Ŷӣ�3D ��½�ݽ��ڣ��߷�
��½�ݽ��ڣ��߷��ȵ�����
- ��ר����洴ʼ��Ҧ־�棬��3D��ӡ��Ʒ��
- ������Ƽ������ѡ����ʡ����֧�ƻ����Ƽ�
- ��������Ժʿ�Ŷӡ�����ʽ��������ϥ�ؽ�
- ������������ս������3D��ӡ�������
- ��������Ժʿ�Ŷӣ���������ܱ��ڹ�����
- ���廪��ѧҦѧ������Ŷӣ�3D��ӡ������
- �����ޣ��������죬ǡ����ʱ
- �������Ƽ���ѧ������Ⱥ��3D��ӡ�ھ���Ӧ
- �����Ļ���ҽѧ3D��ӡ����ƽ̨�Ľ�����Ӧ
- ������������һ�����ڡ�Nature����3D��ӡ


