�廪��ѧҦѧ������Ŷӣ�3D��ӡ������ά��ǿ�����Ը��ϲ��Ϻ�ϸ�۶�߶ȷ���
ʱ�䣺2021-12-30 09:43 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
CFRTPCs��3D��ӡ������ͼ1��ʾ����������֬��˿���뼷��ͷ���������챻���������������ڡ�ͬʱ����������ά������ά��Ӧͷ�����������졣�������У���������ά�������������Ծۺ�������Ϳ��������պ����ά�����Դ�������¶˱��������������IJ��ϵ������ƽ̨��Ѹ����ȴ�ᾧ����������ά����ǰ�˵���������֬���̶������ر�������������ƹ켣�������������ƽ�淽�����ƶ��������γ���3D������״��CFRTPCs�����ĵ�һ�㡣
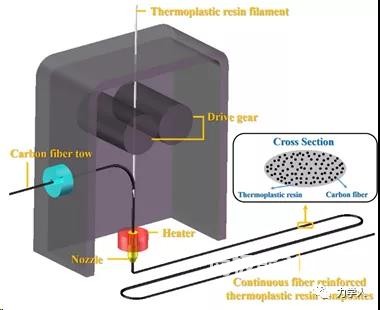
ͼ1 CFRTPCs 3D��ӡ����ʾ��ͼ
�ڵ�����ɺ���������Ź�����ȷ��������������ȡ������IJ��ϵ���������棬����Ѹ�ٹ̻���ճ������һ�㡣�ظ��ù��̣������ɹ����ij�����ֱ��������ӡ��ͨ������3D��ӡ������CFRTPC����ͨ�����������Ƴɡ�����3D��ӡ�����̰���3���֣��ֱ�Ϊ��������֬������ά���̡��¶ȱ仯���ȴ������̡���������֬�̻����̡�ͼ2�����˶�����ͽε���֬�����������Ӧ�ĺ����3D��ӡ������ò��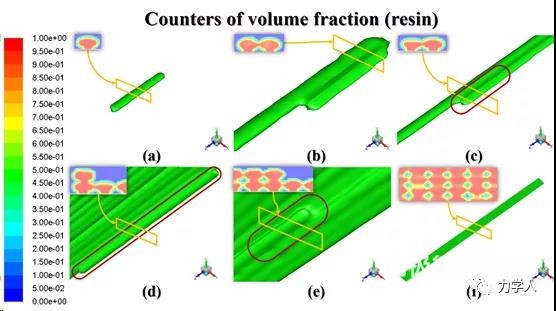
ͼ 2 3D��ӡģ������֬�������������Ӧ��������ò��(a) ��������ӡ��(b) ��ӡͷ��X������ת�䣻(c) �������������(d) �ڶ���������ӡ��(e) �������������(f) 3D��ӡ�����Լ�ģ��
�����ܵ��������ã�ͬʱ�������ڹ̻���������������ܶ������ճ��������Щ������������֮���������ò���������Բ����ò����ͬ�������Ŀ����ڳ���-��ȴ-���̹��̽���խ5.02%����߶Ƚ�����1.59%��������Ľ����������3.51%�����ӡͷ����X����������ת�䣬�����ת��Z�������������ӡ��������ĸ���������֬��������Χ����֬�ڻ�����������ȴ���̣��Ӷ��������ŵ�����������ճ�ӣ���ճ�ӵ�����������������
��ء���һ���̶��ڣ� 3D��ӡ�Լ�Խ���ܣ�����ѧ���ܽ���Խ�á����Լ��ĵ�һ���ӡ������3D��ӡ��ͷ������Y����������������һ����յ���Ϊ�ڶ������������ӡ���ϲ�ĸ���������֬���ڻ����²��Ѿ����̵���֬��������֬����������ȴ���̶�����ճ�ӣ��ܵ�������Ӱ�죬�²���֬����״���б仯����߶Ƚ��Խ��ͣ����������Ա�á�����CFRTPCs�Լ�������Ƶ�·��������3D��ӡ���ڴ�ӡ�����У����Կ�������������֮�������֬δ������������ڱ�ģ���У�δ����������Ŀ�Ϊ12.23%���Լ��������ά�������Ϊ26.33%��
��ͬ�����µõ���CFRTPCs�Լ��Ľ�����ͼ3��ʾ�����ֶѵ���ʽ����Բ�������ij����ȶԿ�������Ӱ����Ϊ������
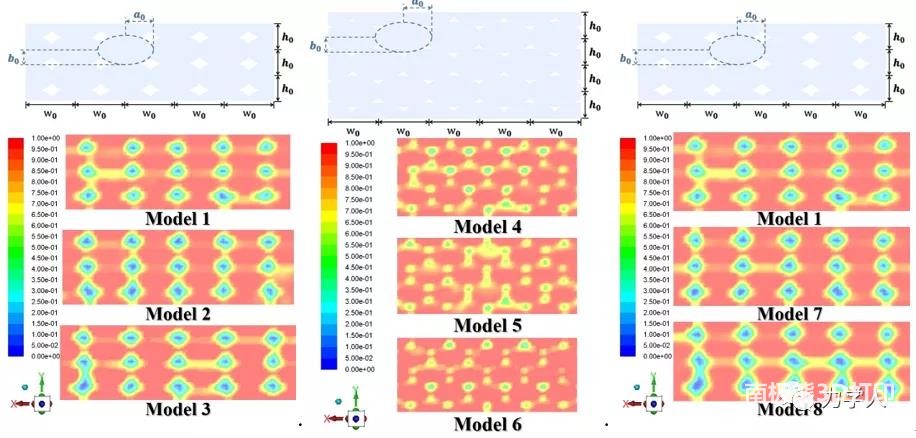
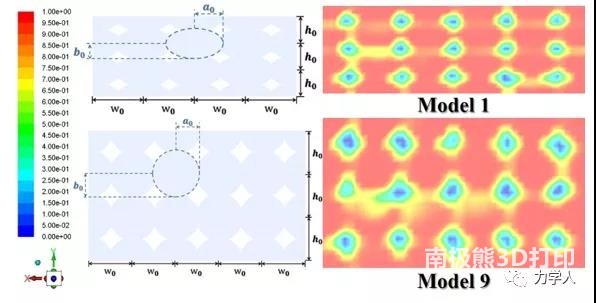
ͼ3 Ӱ��3D��ӡCFRTPCs�����������ط���
(���α༭��admin)

 �Ϻ���ѧ�����½��ڵȣ�ϸ
�Ϻ���ѧ�����½��ڵȣ�ϸ Stratasys����3D��ӡ����
Stratasys����3D��ӡ���� Lilach Porges����ɽ��Ԫ
Lilach Porges����ɽ��Ԫ �����²��ܾ�������Ӣ��20
�����²��ܾ�������Ӣ��20 ¬����Ժʿ��Ҫ��̫���н�
¬����Ժʿ��Ҫ��̫���н� �Ϻ�������������ڡ��
�Ϻ�������������ڡ����������
- ���Ϻ���ѧ�����½��ڵȣ�ϸ��������
- ��Stratasys����3D��ӡ�������͵�����
- ��Lilach Porges����ɽ��Ԫ�ء�3D��ӡ��
- �������²��ܾ�������Ӣ��2024���߽���ʱ
- ��¬����Ժʿ��Ҫ��̫���н���3D��ӡ��
- ���Ϻ�������������ڡ���������Ŷӣ�
- ����Сǰ�о�Ա�Ŷӣ���߶Ƚṹ�����Ż�
- ������أ��û�����3D��ӡ��Ʒ��վ������
- �����˿�ѧ����ѡȫ��35�����´���������
- ���й���ѧԺ�˳�ȣ��ƶ�����������ī
 �п�Ժ�����Ŷ�To
�п�Ժ�����Ŷ�To ר����洴ʼ��Ҧ
ר����洴ʼ��Ҧ �㽭��ѧ��������
�㽭��ѧ�������� ���ݷɣ���������
���ݷɣ��������� ��άԺʿ�Ŷӣ�3D
��άԺʿ�Ŷӣ�3D ��½�ݽ��ڣ��߷�
��½�ݽ��ڣ��߷��ȵ�����
- ��ר����洴ʼ��Ҧ־�棬��3D��ӡ��Ʒ��
- ������Ƽ������ѡ����ʡ����֧�ƻ����Ƽ�
- ��������Ժʿ�Ŷӡ�����ʽ��������ϥ�ؽ�
- ������������ս������3D��ӡ�������
- ��������Ժʿ�Ŷӣ���������ܱ��ڹ�����
- ���廪��ѧҦѧ������Ŷӣ�3D��ӡ������
- �����ޣ��������죬ǡ����ʱ
- �������Ƽ���ѧ������Ⱥ��3D��ӡ�ھ���Ӧ
- �����Ļ���ҽѧ3D��ӡ����ƽ̨�Ľ�����Ӧ
- ������������һ�����ڡ�Nature����3D��ӡ


