增材制造发动机燃烧室流道多余物X射线成像检出能力研究(2)
时间:2024-10-11 08:41 来源:特种铸造及有色合金2024年第44卷 作者:admin 阅读:次
图5为宽段流道内部线形多余物第52层Z轴切片图像检测效果,方框处为CT检出的线形多余物的位置与对应丝号。可以看出,CT能够检出丝号为10~16的所有线形多余物。
图6为含直径0.1mm线形多余物的第2088层X轴切片图像及检测效果,图像放大后可观察到线形多余物沿流道方向的影像。由于影像横跨多幅切片图像,线形多余物形态在该切片图像上不能完整呈现,且当金属丝紧贴内壁时,尺寸小的线形多余物检测困难,需要将多张切片图像进行对比和图像处理才能观察到。线形多余物测量值与标准丝径基本保持一致,绝对误差≤5μm,最小可测量线形多余物尺寸为0.1mm。
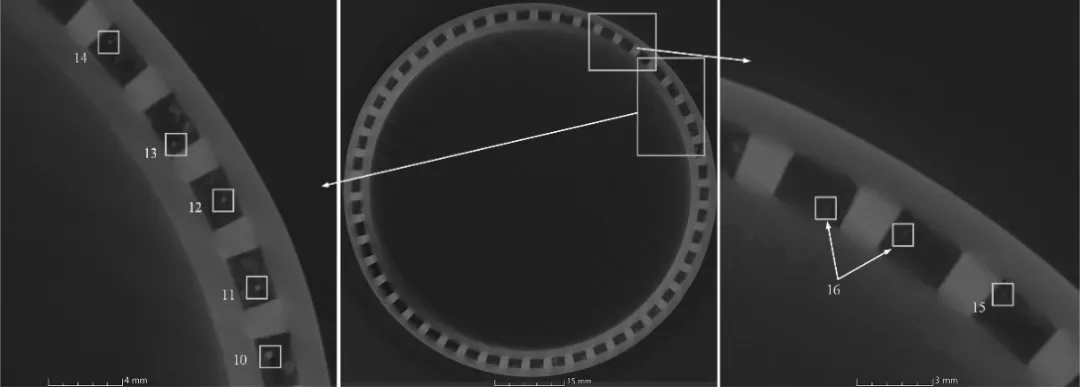
图5 线形多余物Z轴切片检测效果图
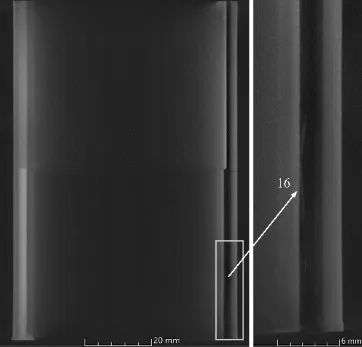
图6 X轴CT图像中最小丝径线形多余物的检测
2.2.2 壁厚分析
由于燃烧室工作环境温度为600~1300℃,筒体 和内部流道容易产生变形,需要进行壁厚均匀性分析。图7为宽段流道Z轴方向切片图像壁厚分析效果图。可以看出,宽段流道整体均匀性良好,但环内壁轮廓不清晰,主要是GH3625合金密度高、复杂流道试样透照厚度比大、射束硬化以及散射线等因素所导致。对外径和流道进行尺寸测量,外径为79.4mm,不同流道CT测量结果存在差异。宽段流道宽度为1.90~2.00mm,长度为2.86~2.93mm。窄段流道宽度为1.31~1.67mm,长度为1.75~1.94mm。同时采用最小精度为0.01mm的千分尺进行测量,外径为79.5mm,宽段流道宽度为1.80~1.90mm,长度为2.76~2.86mm;窄段流道宽度为1.30~1.58mm,长度为1.78~2.10mm。与CT测量相比,误差小于0.16mm,表明CT能够有效 分析复杂流道壁厚。

图7 内部流道壁厚均匀性分析
【主要结论】
(1)采用 SLM 工艺制造含复杂流道的燃烧室模拟件,材质为 GH3625 高温合金,内部预制了不同尺寸凸出立方体多余物和线形多余物。
(2)对 GH3625 高温合金燃烧室模拟件进行 CR 检测,按 GB/T 26642-2022 标准 A 级检测要求进行透照。结果表明,最小可检出设计尺寸为 0.15 mm 的凸出立方体多余物和丝径为 0.1 mm 的线形多余物,设计尺寸≤0.1 mm 凸出立方体多余物存在漏检。
(3)对 GH3625 高温合金燃烧室模拟件进行显微CT 检测,成像分辨率达到 30 μm。结果表明,设计尺寸为 0.08~0.20 mm 的凸出立方体多余物均被检出,并对多余物进行尺寸测量分析,凸出立方体多余物平均测量 尺 寸 普 遍 大 于 设 计 尺 寸 ,绝 对 误 差 最 大 不 超 过
50 μm,凸 出 立 方 体 多 余 物 缺 陷 最 小 检 出 尺 寸 为0.1 mm,线形多余物缺陷测量值基本与标准尺寸一致,可检出最小丝径为 0.1 mm。
(4)通过 CT 进行流道壁厚测量与均匀性分析,结果显示宽段流道均匀性良好,CT 测量尺寸与实际测量尺寸误差小于 0.16 mm。
【作者团队介绍】

刘玲玲,女,1989年9月出生,博士毕业于天津大学仪器科学与技术专业,讲师,硕士生研究生导师。2019年3月入参加工作,一直从事射线检测与人工智能交叉融合、太赫兹无损检测的教学和科研工作。主持国家自然基金1项,主持省部级课题1项,横向课题多项。
【引用格式】
中文:布树鹏, 敖波, 宋鸿玉, 刘玲玲, 刘海强.增材制造流道多余物X射线成像检出能力研究[J].特种铸造及有色合金,2024,44(9):1213-1217.
英文:BU Shupeng1, AO Bo1, SONG Hongyu1, LIU Lingling1, LIU Haiqiang2.X-ray Imaging Detection Capability of Residues in Additive Manufactured Channels[J].Special Casting & Nonferrous Alloys,2024,44(9):1213-1217.
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


