通过分子设计减缓结晶以提高三维打印聚醚醚酮部件的层间强度
时间:2024-03-12 09:38 来源:中国机械工程学会增材制造技术( 作者:赵艺帆、曹毅 阅读:次
供稿单位:西安交通大学机械制造系统工程国家重点实验室
来源:中国机械工程学会增材制造技术(3D打印)分会
FDM中使用的丝材通常由热塑性材料制成,如聚乳酸(PLA)、尼龙(PA)、聚乙酰亚胺(PEI)、聚芳基醚酮(PAEK)。聚醚醚酮(PEEK)作为特殊工程塑料的典型代表,由于其优异的机械性能、耐辐射、耐高温等优点,在3D打印领域引起了人们的广泛关注。目前的研究证实,通过调整PEEK熔体流动性和喷嘴温度、喷嘴直径、腔室温度、打印速度、光栅角等打印工艺参数,可以使3D打印PEEK零件在x轴方向上的机械性能接近注塑件。
然而,扩大3D打印PEEK部件应用的一个挑战是FDM过程中出现的严重的机械各向异性,这是指3D打印部件在x轴、y轴和z轴方向上的机械性能存在较大差异。3D打印PEEK零件的机械各向异性来自于PEEK丝材逐层制造中X轴、Y轴和Z轴方向的不同堆积方法,即XY平面由连续丝堆叠,而Z轴方向由纤维层堆叠。同时,由于半晶PEEK具有快速结晶速率,当熔融PEEK温度低于结晶温度时,它开始快速结晶。晶体的存在限制了PEEK分子链的运动,从而导致3D打印的PEEK部分在z轴方向上的层间强度严重减弱。为了解决层间强度较弱的问题,研究人员对打印设备和材料的优化进行了大量的研究,而研究结果表明,通过减缓半结晶性聚合物的结晶速率来促进三维打印部件的层间融合是提高层间强度的有效途径。
考虑到快速结晶导致3D打印的PEEK部件的层间强度较弱,选择通过引入特定的共聚基团来修改PEEK的重复单元,以减缓结晶速率。同时,认为在PEEK骨架中引入共聚基团会破坏其分子的规律性,从而导致结晶度的降低,导致PEEK的力学性能的下降。为此,选择了氟烯基刚性单体来提高合成的慢结晶PEEK的三维打印力学性能。
制备氟烯含量为10 mol%的PEEK共聚物的方法如下。将4、4‘-9-氟烯乙烯二苯(35.43 g、0.1 mol)、4、4’-二氟苯甲酚(222.57 g、1.02 mol)、对苯二酚(99.10 g、0.90 mol、0.01 mol)、碳酸钾(1.01 mol)、碳酸钠(12.7.19g、1.2 mol)、二苯砜(1314 g)加入3000 mL的三颈圆底瓶中。在氮气气氛下,反应混合物在180 ~ 220◦C下回流3h。将产出水与二甲苯共沸分离后,将混合物在230、250、280和310◦C下加热1 ~ 2 h,直到反应混合物变成高粘性。将得到的混合物倒入去离子水(10 L)中,以沉淀白色纤维聚合物。随后,用高速粉碎机将该纤维聚合物粉碎成粉末。将聚合物粉末分别用热水和热丙酮过滤洗涤5次。共聚物在120◦C的真空烘箱中干燥12小时,命名为10 %-FD-PEEK。后经双螺杆挤出机制备出直径1.75±0.05mm的3D打印丝材。
采用傅里叶变换红外光谱法测定了PEEK共聚物的化学基团;用熔体指数仪在400◦C的载荷条件下测量熔体指数;在10◦⋅min−1的扫描速率下,从10◦~80◦扫描范围内光谱;采用差示扫描量热计对氮气条件下的结晶和热行为进行了表征;通过热重分析,在80◦C~800◦C加热速率为10◦C~800◦C下,表征了材料的热稳定性;采用场发射扫描显微镜在15 kV的加速电压下对材料的形貌进行了表征;使用偏振光显微镜观察了结晶过程中的形态,测试结果如图1所示。
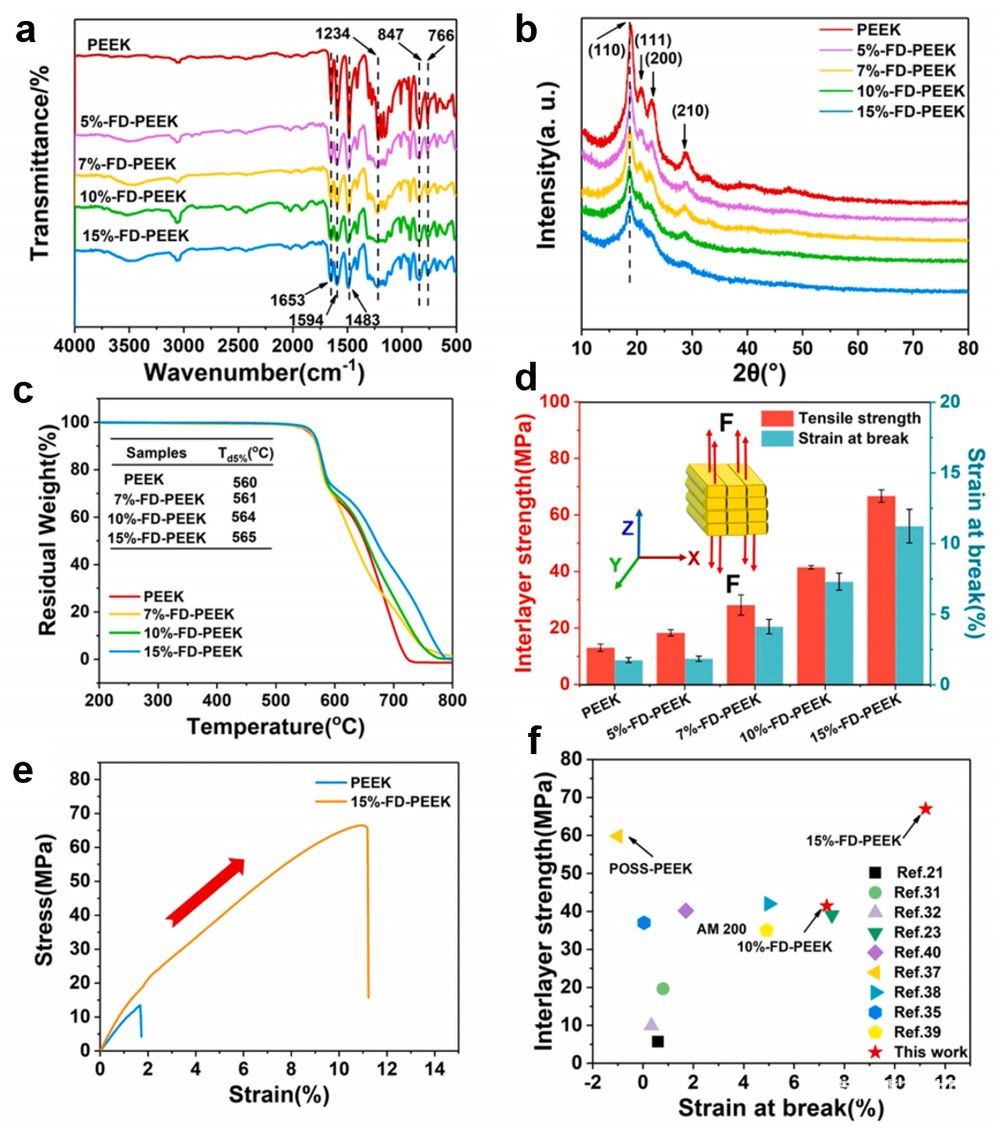
图1 (a) FT-IR、(b) XRD和(c) TGA。(d)3D打印的PEEK和FD-PEEK零件在z轴方向上的层间强度。(e)3D打印的PEEK和15 %-FD-PEEK零件的典型应力-应变曲线。(f)在最近的报道和本工作中,层间强度和断裂应变的比较
如图1a所示。1653cm−1对应C-O的特征拉伸振动峰,1594cm−1和1483cm−1是苯环上的C-C振动吸收峰,1234cm−1是Ar-O-Ar的拉伸振动吸收峰。通过XRD检测到晶体完美度的下降,如图1d所示。PEEK和FD-PEEK有4个主要的衍射峰,2θ分别为18.8◦、20.6◦、22.6◦和28.8◦。四个衍射峰分别为(110)、(111)、(200)和(210)晶面,表明PEEK与PEEK相似的FD-PEEK。此外,随着氟烯摩尔比的增加,FD-PEEK的衍射峰强度逐渐降低,这表明氟烯基团的引入降低了FD-PEEK的结晶度。具有适当熔体流动性的材料更适用于3D打印。在本研究中,将FD-PEEK的熔体指数控制在21 g/10 min到48 g/10 min之间,以确保合适的熔体流动性。此外,FD-PEEK还需要具有较高的热稳定性,以满足树脂的高3D打印温度。从图1c可以看出,FD-PEEK的初始分解温度在520◦C以上,树脂的5%失重温度(Td5%)在560◦C以上,表明FD-PEEK在3D打印中具有较好的热稳定性。图1d为3D打印的PEEK和FDPEEK部件的层间强度。与13 MPa时PEEK的层间强度相比,10 %-FD-PEEK的层间强度显著提高到41 MPa。值得注意的是,15 %-FD-PEEK表现出了优异的改善,3D打印部件的层间强度为67 MPa。同时,与3D打印的PEEK部分相比,15 %-FD-PEEK的断裂应变从1.75 %增加到11.23 %,增加了500%(图1e)。通过比较本工作中15 %-FD-PEEK与图1f最近报告中的3D打印PEEK及其复合部件,进一步证实在Z方向上的层间强度和断裂应变水平较高。在PEEK中引入氟烯基团有效地提高了3D打印部件的层间粘合性能,也比现有的研究提供了更高的性能。
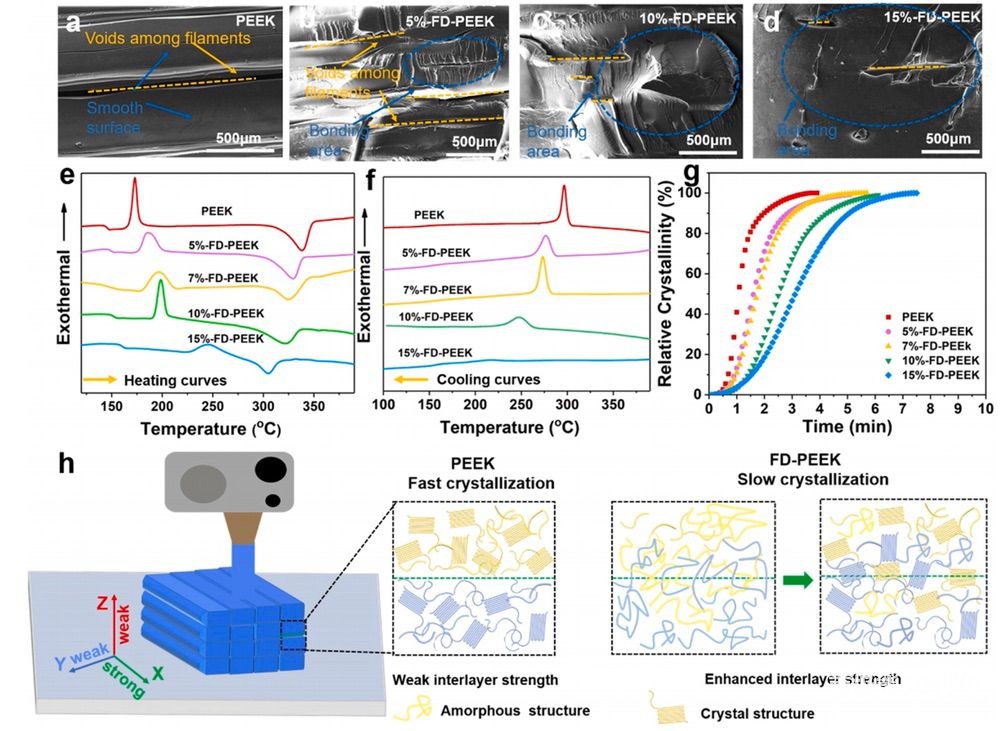
图2 3D打印的PEEK和FD-PEEK共聚物的z轴拉伸断裂截面的(a) ~ (d)
SEM图像。DSC曲线PEEK和FD-PEEK,(e)在400◦C下熔化5
min然后在乙醇中淬灭,然后记录10◦C⋅min−1从100◦C加热到400◦C,(f) 在400◦C下熔化5
min,然后冷却到100◦C,冷却速率为10◦C⋅min−1,(g)
PEEK和FD-PEEK相对结晶度时间曲线(f)。(h)FD-PEEK增强3D打印件层间强度示意图
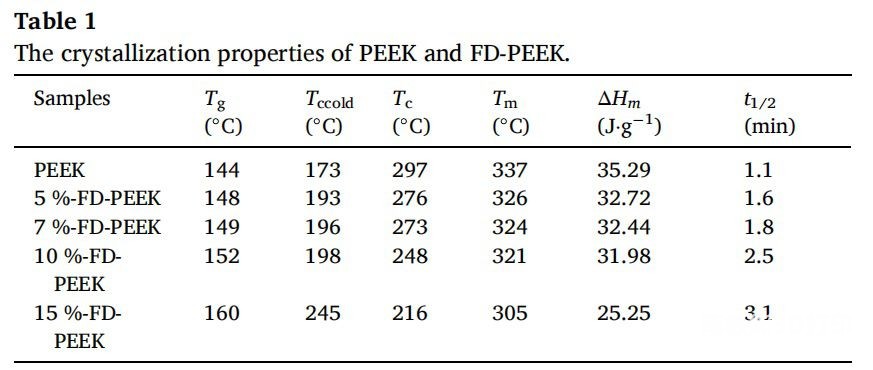
为了研究三维打印零件的层间增强机理,对其进行拉伸试验后的横截面形态进行了表征,如图2a ~ d所示。从图2a中可以看出,在3D打印的PEEK部分有一个平滑的横截面,说明两层之间没有有效的粘合。图2b~d中观察到结合区域断裂的撕裂形态,撕裂区域呈现从5 %-FD-PEEK扩展向15 %-FD-PEEK扩展的扩张趋势。同时,细丝之间的空隙逐渐消失。这为层间融合的改善提供了佐证。氟基团的引入促进了整个打印过程中的层间粘合。用DSC来表征FD-PEEK的结晶行为如图2e所示,FD-PEEK的含量随着氟烯含量的增加而逐渐增加。15 %-FD-PEEK的Tg增加到160◦C,比PEEK高16◦C。这是因为引入的体积庞大且刚性的氟烯基团(图1b)限制了聚合物段的运动。此外,氟烯的引入还降低了FD-PEEK的熔点(Tm)、结晶度、融合焓(ΔHm)和结晶温度(Tc)(图2f)。当氟烯含量达到15 mol%时,Tm、ΔHm和Tc分别下降到305◦C、25.25J⋅g−1和216◦C。以上数值的降低表明,氟结构抑制了PEEK主链的规则排列,从而阻碍了结晶过程。图2g为FD-PEEK的相对结晶度-时间曲线。随着分子链中氟烯含量的升高,曲线中间部分的斜率逐渐减小,说明结晶速率降低。结晶速率通常可以用半结晶时间(t1/2)来描述。随着荧光烯含量从0增加到1-0mol%,t1/2从1.1 min上升到2.5 min,15 %-FD-PEEK达到最大3.1 min。PEEK和FD-PEEK的结晶性能总结见表1。图2h为缓慢结晶的FD-PEEK的层间强度增强示意图。众所周知,PEEK的结晶发生在Tg和Tm之间,更适合的结晶温度范围从结晶温度(Tc)到冷结晶温度(Tccold)。当PEEK熔体温度降至Tc以下时,PEEK的灯丝迅速结晶,形成晶体,限制了分子链的扩散,导致3D打印PEEK部分的层间强度较弱。但与PEEK相比,缓慢结晶的FD-PEEK可以较长时间地维持层间的分子扩散运动。此外,扩散的FD-PEEK界面链段的结晶可以进一步提高层间强度。
为了进一步研究氟烯基团对FD-PEEK晶体性质的影响,使用偏振光显微镜(POM)观察了PEEK和FDPEEK的晶体形貌。如图3a ~ e所示,PEEK和FD-PEEK均呈球形晶体生长模式。PEEK晶体在1 min范围内遍布整个视场,而FD-PEEK晶体的生长速度较慢。当氟烯含量达到15 mol%时,15 %-FD-PEEK的完全结晶时间延长到47 min。通过选择与相邻球晶碰撞前的尺寸,绘制了球晶的尺寸-结晶时间曲线。球晶的生长速率可以用直线的斜率来表示,如图3f所示。FD-PEEK的球晶生长速率随氟烯的增加而显著降低。15 %-FDPEEK的球晶生长速率从14.94μm⋅min−1(PEEK)降低到0.74μm⋅min−1。从POM图像中还可以发现,FD-PEEK的球晶尺寸大于PEEK。5 %-FD-PEEK、7 %-FD-PEEK和10 %-FD-PEEK的球晶尺寸在40μm~60μm之间。这是由于分子链中的氟烯基团可能降低了FD-PEEK的结晶速率,从而使球晶生长有足够的时间。重要的是,球晶尺寸的增加也可能有利于力学性能的改善。而15 %-FD-PEEK的球晶尺寸明显减小,这是因为15 mol%氟烯基团的引入严重破坏了PEEK链结构的规律性,并开始限制了其结晶行为。
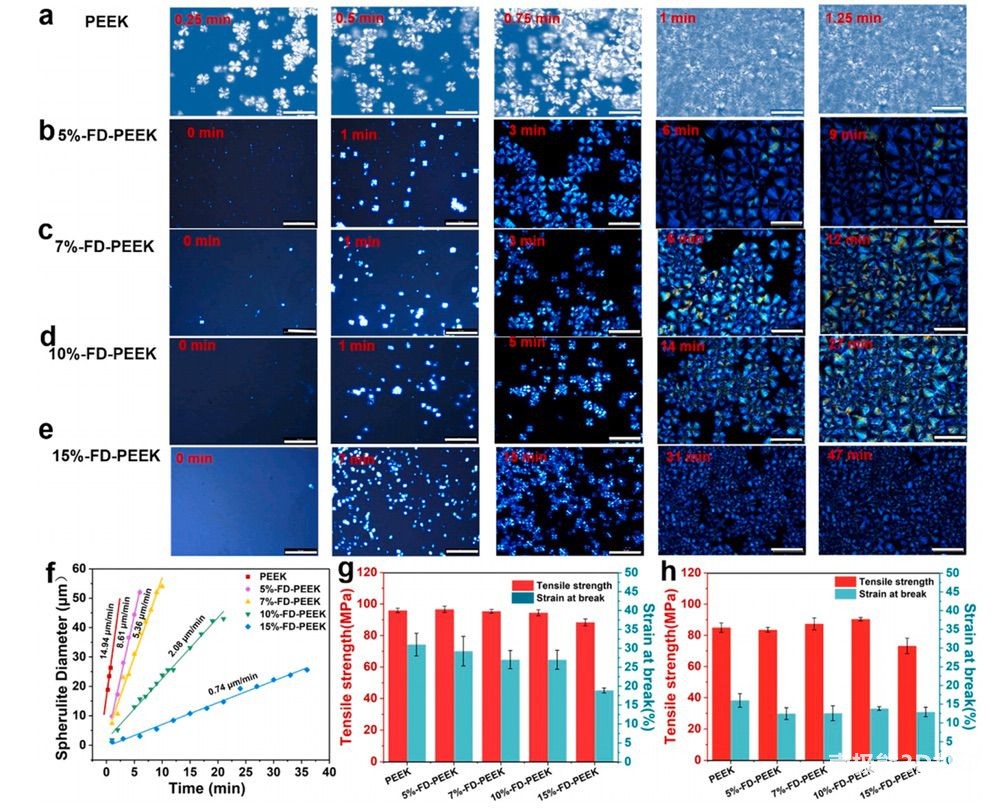
图3 等温熔体结晶(a) PEEK,(b) 5 %-FD-PEEK,(c) 7
%-FD-PEEK,(d) 10 %-FD-PEEK,(e) 15 %-FD-PEEK在400◦C下结晶温度为290◦C5
min的POM显微图。(f)球形晶体通过PEEK和FD-PEEK的球形晶体尺寸随时间的线性关系计算球形晶体的生长速率。3D打印的PEEK和FD-PEEK部件在(g)X轴(0◦)和(h)Y轴(90◦)方向上的拉伸特性
对于半结晶聚合物,其结晶行为,如结晶度、球晶尺寸、晶体形貌等。影响了聚合物的3D打印性能。为了确定这种影响,测量了3D打印部件在x轴和y轴方向上的力学性能。图3g显示了3D打印的PEEK和FD-PEEK零件在x轴方向上的拉伸性能。3D打印的10 mol% FD-PEEK试样的抗拉强度保持在94 MPa左右。这表明,FD-PEEK的力学性能不仅受到结晶行为的影响,而且还受到分子刚性的影响。虽然FD-PEEK的ΔHm的降低对力学性能不利,但缓慢结晶引起的球晶尺寸的增加可能弥补了结晶度降低对力学性能的不利影响。同时,氟烯基团的刚性也有助于提高FD-PEEK的力学性能。这些方面的效果达到了一个平衡,使FD-PEEK在10 %-FD-PEEK之前具有与3D打印的PEEK样品相同的抗拉强度。当氟烯基团引入到15 mol%时,15 %-FD-PEEK的抗拉强度降低到88 MPa。这可以归因于ΔHm和球晶尺寸的严重减小导致的平衡的破坏。在y轴方向上也有类似的趋势,如图3h所示。3D打印的10 %-FD-PEEK试样的抗拉强度从85 MPa(PEEK)略有提高到90 MPa,随后从15 %-FD-PEEK降低到77 MPa。然而,氟烯基团的引入会大大提高PEEK分子链的刚性,导致材料表现出脆性断裂行为,从而使3D打印部件的断裂应变逐渐减小。
本研究通过在PEEK主链中引入不同含量的刚性氟烯基团,设计并合成了一系列缓慢结晶的氟烯基聚醚醚酮(FD-PEEK)。结晶速率的降低促进了层间聚变,氟烯基团的引入增强了聚合物链的刚性。这两个因素都有助于提高FD-PEEK的层间强度和韧性。FD-PEEK的层间强度随着氟烯含量的增加而显著增加。引入15 mol%氟烯基团(15 %-FD-PEEK)使层间强度和应变为67 MPa,应变分别比PEEK高11.23 %、400 %和500 %。3D打印10 %-FD-PEEK零件的X轴、y轴和z轴方向层间强度达到94 MPa、90 MPa、41 MPa。
参考文献:
SHANG Y, XU Q, JIANG B, et al. Slowing crystallization to enhance interlayer strength of 3D printed poly (ether ether ketone) parts by molecular design [J]. Additive Manufacturing, 2022, 59.
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


