增材制造块状金属玻璃!具有优异的机械性能
时间:2024-02-29 09:07 来源:材料学网 作者:admin 阅读:次
大块金属玻璃(BMG)可以展示出出色的机械性能组合,它们有潜力显著提高各种行业机械和功能系统的性能和效率. 然而,成功的商业应用受到使用传统制造工艺可以制造的小尺寸组件的限制。这是因为当熔体冷却时,需要很高的冷却速率(通常在10-106 K/s范围内)来建立非晶结构。虽然用传统制造方法实现这些冷却速度可能具有挑战性,但增材制造的最新发展为我们提供了多种易于使用的加工技术,例如粉末床熔合和定向能沉积,其冷却速度达到了BMG所需范围的高端。这使得加工大尺寸、复杂形状的部件成为可能,即使是相对较差的玻璃成型机,这反过来又为新的工程应用创造了机会。
通过激光粉末床熔合(LPBF)制造的BMG的大多数研究都报道了与传统铸造生产的BMG相比,其强度、延展性和/或断裂韧性值更低。这些结果表明,优化LPBF工艺以实现BMG所需的力学性能仍然是一个挑战。特别是延展性和断裂韧性,因为这通常是BMG应用的限制因素。与相同成分的铸造样品相比,LPBF制备的BMG样品的延展性降低或可忽略不计。同样,关于激光粉末床熔合(LPBF)制备的Zr59 .3 Cu28 .8 Nb1.5 . Al10.4 BMG的断裂韧性的报告发现,其值在24-29 MPa√m之间,与许多商业使用的晶体合金(如工具钢和高强度铝合金)的值重叠,但远低于相同成分的铸造BMG样品的断裂韧性。虽然从粉末中引入的高氧含量被认为有助于LPBF制造的BMG相对于铸造材料的脆化,但关于氧脆化的实际程度,以及LPBF工艺参数是否可以精心选择,以实现LPBF制造的BMG的强度、延展性和断裂韧性的范围,仍然存在悬而未决的问题。了解加工-微观结构-性能之间的关系对于进一步开发用于工程应用的LPBF制造的BMG至关重要。许多LPBF工艺参数可以调整以影响局部热流、熔池尺寸、局部冷却速率等,并且这些参数通常被控制以获得特定结晶合金所需的显微组织和性能。对于BMG, LPBF工艺参数的选择研究主要集中在实现低孔隙率的同时尽量减少晶体的形成,从而在x射线衍射(XRD)测量时得到完全非晶的样品。然而,有一项研究表明,在保持所有其他LPBF参数不变的情况下,可以使用一定范围的激光功率,得到XRD无定形,<99%密度的BMG样品,其硬度/模量随着激光功率的增加而增加。
最近,一项模拟研究预测,能量密度值范围可能适合LPBF加工具有低结晶度(<4.5×10−4%)和较高的相对密度(>99.8%)。这些结果表明,通过控制不同的LPBF工艺参数,有可能控制BMG的玻璃化结构和力学性能。此外,粉末特性也有望显著影响LPBF制造的金属玻璃的性能,包括玻璃成形能力、密度、机械性能等。因此,为了进一步了解加工-显微组织-性能之间的关系,并实现LPBF制造的BMG的高强度,延展性和断裂韧性,本研究研究了同时控制LPBF激光功率和扫描速度,使用两种不同的粉末,一种是相对粗的低氧含量,另一种是细的高氧含量,可以实现玻璃结构和力学性能的范围。研究结果表明,Zr59 .3 Cu28 .8 Nb1.5 . Al10.4组成的BMG存在较大的加工窗口,可以获得较高的相对密度和完全的XRD非晶结构,并且在该窗口内可以获得一系列的BMG玻璃状结构和力学性能。
新南威尔士大学机械与制造工程学院的Jamie J.Kruzic教授团队对此进行了研究,相关研究成果以题为“Superior mechanical properties of a Zr-based bulk metallic glass via laser powder bed fusion process control”发表在期刊Acta Materialia上。
链接:https://www.sciencedirect.com/sc ... i/S1359645424000387

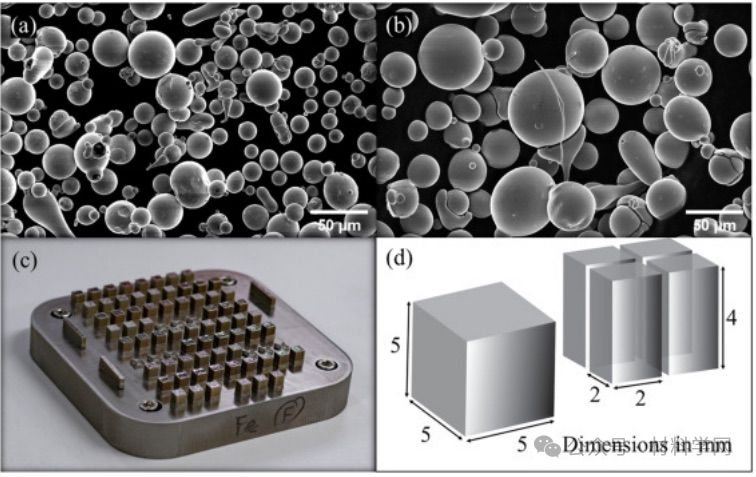
图1所示。(a) 10-45μm大小的AMZ4-F BMG粉末颗粒扫描电镜图。(b)扫描电镜图像显示25-63 μm尺寸的AMZ4-C BMG粉末颗粒。(c)铁构建板上立方体样品的布局,(d)从一个立方体制备的四个压缩样品的示意图。
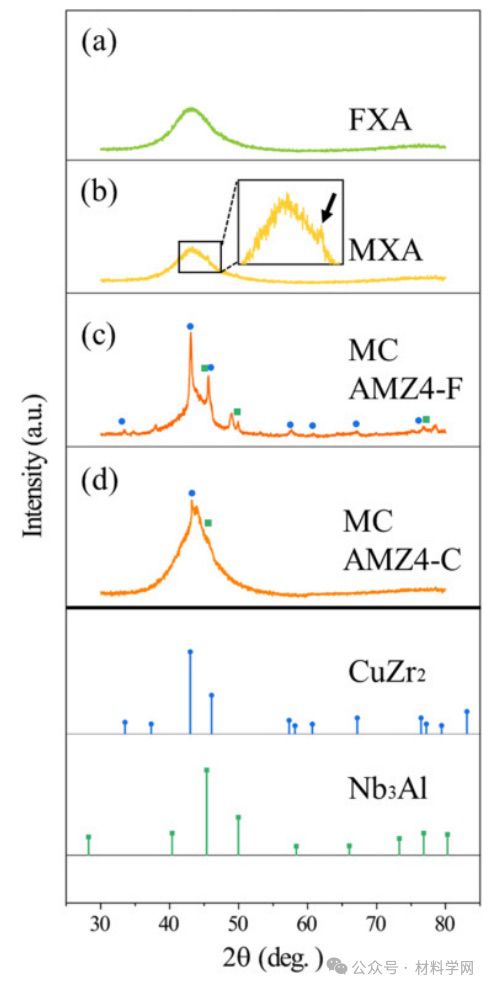
图2。(a)全XRD非晶样品(FXA, 250w)的代表性XRD图;4250 mm/s),
(b)大部分XRD非晶样品(MXA, 300 W;3000 mm/s),
(c)大部分结晶的AMZ4-F和(d)大部分结晶的AMZ4-C样品具有尖锐的布拉格峰(MC, 400
W;3000毫米/秒)。从PDF卡片上得到的CuZr2和Nb3Al相的标准衍射图显示在实验结果的下面,作为参考。(b)中放大后的矩形区域为漫射无定形XRD图肩部的小布拉格峰(黑色箭头所示),表明大部分为XRD无定形样品。
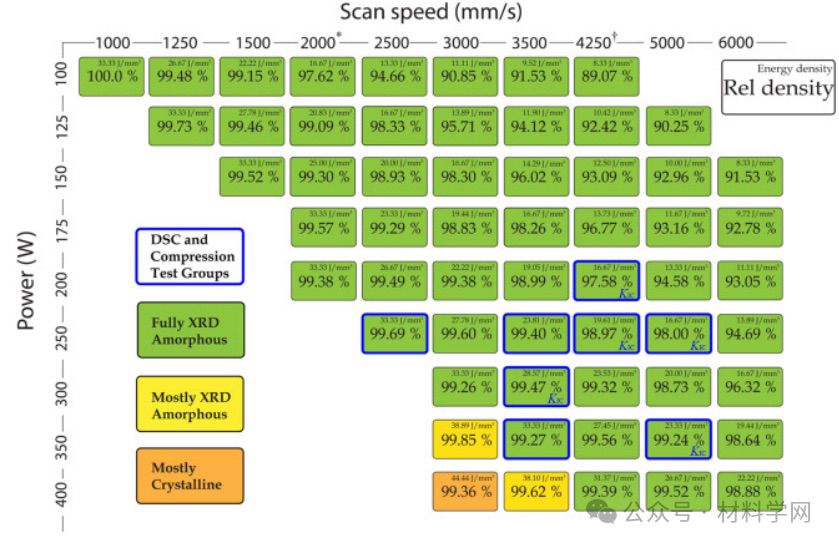
图3。总结了使用AMZ4-C粉末对LPBF各参数集的XRD非晶度和相对密度(%)的测量结果。能量密度(J/mm3)也显示在每个细胞中。用DSC和压缩测试进一步分析8个蓝色轮廓组。5个断裂韧性组用KIC表示在相应细胞的右下角。对于*柱,除了175
W下的样品使用1750 mm/s的扫描速度外,大多数样品都使用2000 mm/s的扫描速度制备。对于†柱,除了100 W、125 W、150
W和200 W的样品使用4000 mm的扫描速度外,大多数样品的扫描速度为4250 mm/s
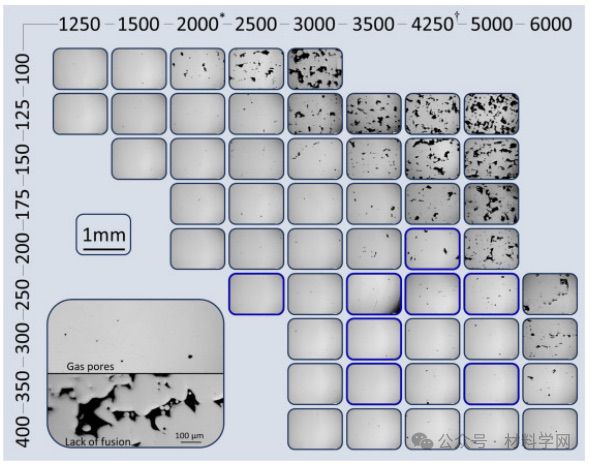
图4。用AMZ4-C粉末制备的LPBF-
BMG样品的抛光表面(平行于构建方向)气孔形貌和熔合缺陷的缺失,以及相应的扫描速度和激光功率。用DSC和压缩测试进一步分析8个蓝色轮廓组。插图是典型气孔和缺乏熔合缺陷的放大图。对于*柱,除了175
W下的样品使用1750 mm/s的扫描速度外,大多数样品都使用2000 mm/s的扫描速度制备。对于†柱,除了125 W、150 W和200
W的样品使用4000 mm/s的扫描速度外,大多数样品的扫描速度为4250 mm/s。
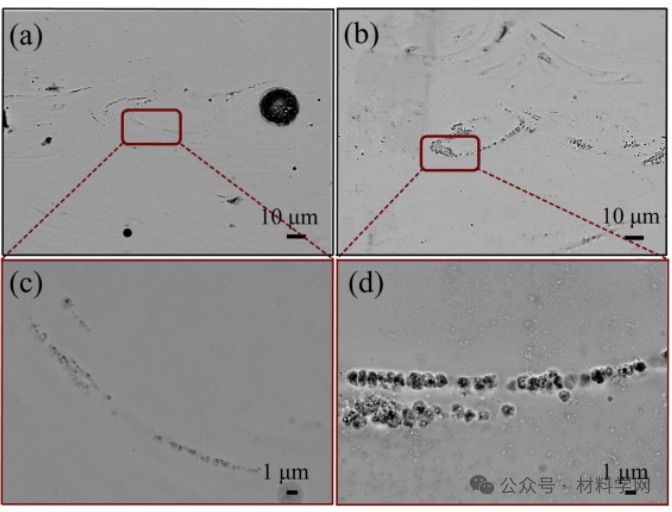
图5。(a)全XRD无定形样品(200w;4000 mm/s)和(b)大部分非晶样品(250w;2500mm /s),采用AMZ4-F粉末生产。(c)和(d)分别为(a)和(b)中矩形区域所示区域的高倍图像。
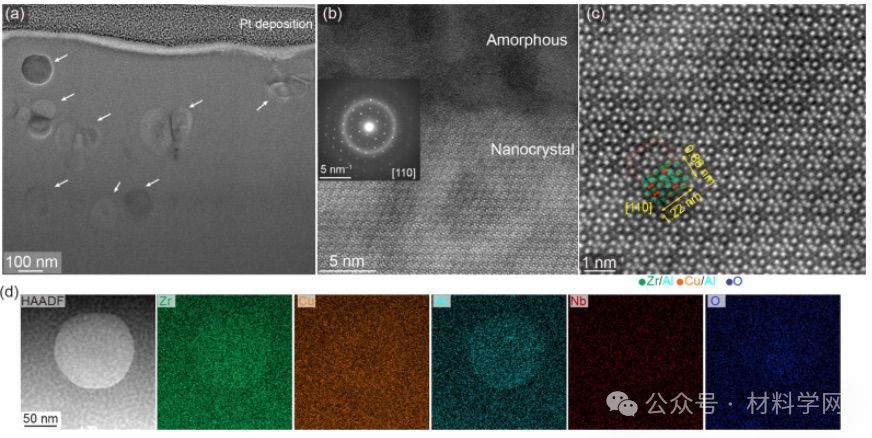
图6。(a)全XRD非晶AMZ4-C样品(250 W)的亮场TEM成像;5000 mm/s),纳米晶体沿熔池边界附近的热影响区分散。(b) STEM-HAADF图像捕捉非晶区和纳米晶区之间的界面。插图显示了从[110]区轴获取的选定区域衍射图。(c)纳米晶区的高分辨率STEM-HAADF显示出晶格常数为~ 1.22 nm的立方Zr4Cu2O晶体结构。(d)纳米晶体周围的STEM-EDS图谱,表明纳米晶体内Al富集。
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


