俄澳三校联合顶刊:晶粒形状和织构对激光选区熔化增材制造铝合金力学行为的影响
时间:2023-12-28 09:15 来源:增材制造硕博联盟 作者:admin 阅读:次
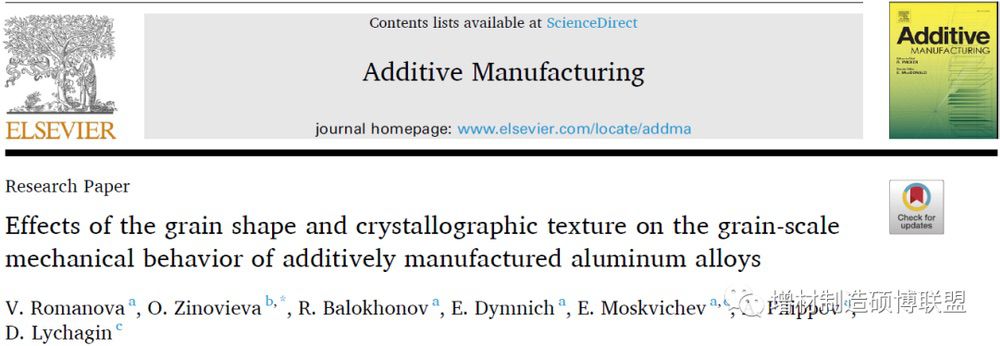
在选区激光熔化(SLM)技术中,高功率激光束沿着预定的激光路径在基底上局部熔化金属粉末。熔化的金属迅速凝固,其表面重新涂上一层新的粉末。重复这些步骤,逐层制造出零件。SLM微观结构则呈现出精细的蜂窝状树枝状结构,其中几百纳米的α-Al树枝状晶胞完全被薄共晶层包裹(图1c)。由于高含量的硅粒子,共晶层几乎不能发生塑性变形,成为位错运动的屏障。为了改善SLM合金的力学性能,需要对其进行热处理,以破坏共晶层,使硅颗粒的分布更加均匀。
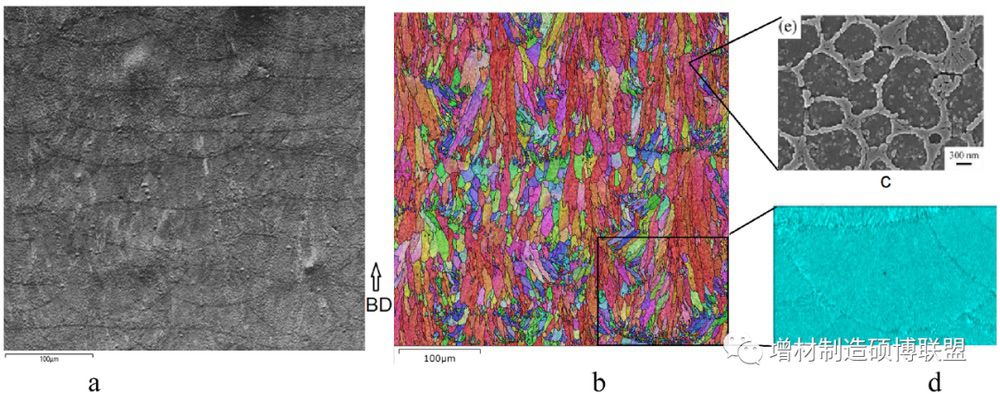
图1 不同空间尺度下SLM AlSi10Mg合金的分层微观结构:a)FSE图像,b)EBSD图,c)蜂窝状树枝状亚结构,d)熔池中硅分布的EDS图
在SLM
Al-Si合金的晶粒尺度上可以观察到更为复杂的结构,在每个熔池中形成两种截然不同的晶粒形态。熔池中心区域由拉长的柱状晶粒组成,而熔池边界则是细小的等轴晶粒(图1b)。近边界区域的细晶粒主要以随机取向为特征,而柱状晶粒的晶体学取向则受到一系列工艺参数的强烈影响。沿熔池边界显示了高浓度的硅,这应该是这些材料复杂变形行为的另一个原因(图1d)。关注公众号:
增材制造硕博联盟,免费获取海量增材资料,聚焦增材制造科研与工程应用!增材制造中有扫描方向(SD)、横向(TD)和构建方向(BD)(图2)。图2g所示为一个多晶模型,用于拟合SLM AlSi10Mg合金的晶粒几何形状。激光束扫描粉末层的选定区域时,会产生重熔和凝固材料的细长平行轨道。通常情况下,SLM生产的铝合金会在轨道边界形成直径为5-10μm的等轴晶粒,而在轨道的中心部分则会出现径向柱状晶粒,晶粒形状纵横比约为0.1。
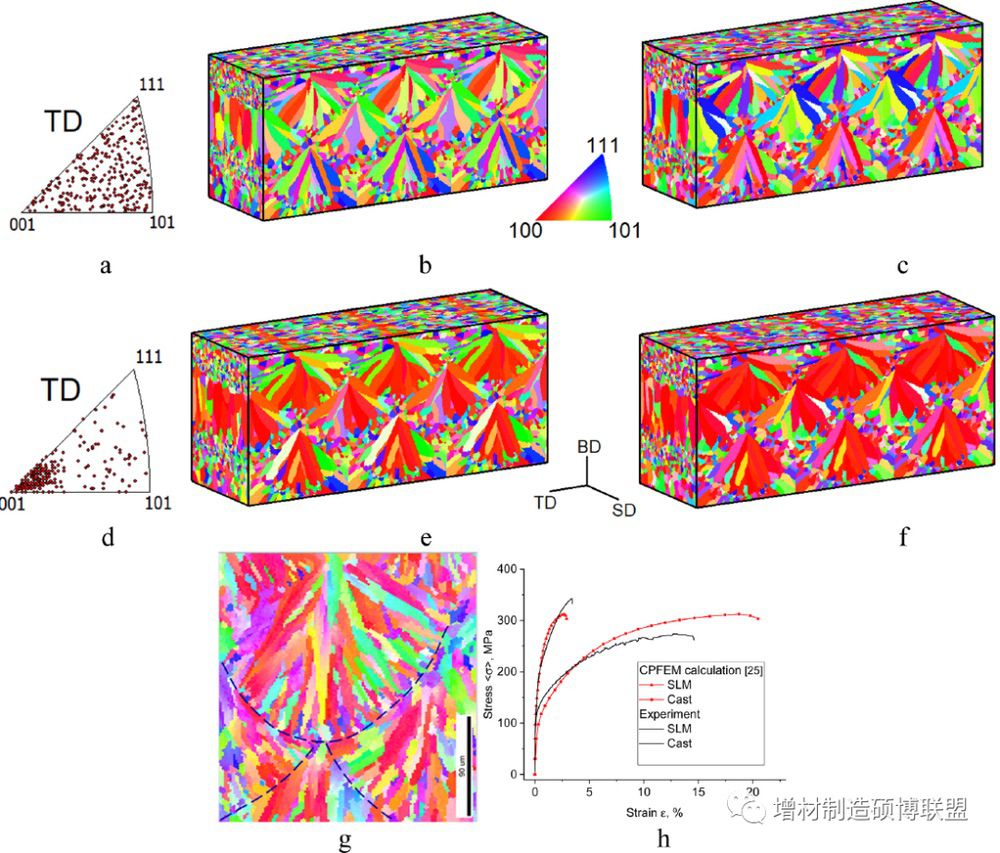
图2 具有随机(a-c)和织构柱状晶粒(d-f)的计算模型:柱状晶粒(a,d)的反极图(IPF)和TD(b,e)和SD(c,f)的晶粒结构,以及实验IP 图(g)和AlSi10Mg合金的实验和计算应力应变曲线(h)
为了再现实验晶粒的几何形状,采用了SSP构建SLM铝合金的典型晶粒模型。首先,在180×250×180的网格上以1μm的网格步长生成了包含9749个晶粒的周期结构。按照图2g所示的扫描模式建立了三层晶粒,每层对应一个熔池的高度。晶粒种子沿着激光轨迹的假想边界散布。所有晶粒的生长都遵循相同的生长规律,即第n个晶核的形式为:
为了研究织构效应,对熔池内具有相同晶粒形态但不同晶体学取向的柱状晶粒模型进行了两组计算,如图2b-c、e-f中反极图(IPF)颜色所示。根据实验数据,两种模型中的柱状晶粒分别具有随机取向(图2a-c)和织构(图2d-f)的特征。在这两种情况下,细小的等轴晶粒具有相同的取向。
晶粒的本构行为是基于晶体塑性模型来描述的,该模型以小应变为基础。晶体塑性模拟中的一个挑战性问题是描述剪切阻力并适当考虑强化机制。本文中采用唯象模型来描述临界分切应力(CRSS),以减少计算和实验成本。铸造和SLM AlSi10Mg合金的共同特点是其屈服强度取决于枝晶亚基结构。枝晶晶胞直径越小,屈服强度越高。因此,与铸造合金相比,具有0.4-1μm树枝状晶胞的SLM铝合金的屈服强度要高得多。在此基础上,计算了SLM铝多晶体的剪切阻力:


在本研究中,SLM晶粒结构受到沿TD方向的拉伸加载。两种模型的平均响应略有不同,但在晶粒尺度上形成的应力模式却明显不同。在这两种计算中,应力场在加载的弹性阶段就已经很不均匀(图3a,b)。在熔池边界附近和熔池内部形成了两种不同的应力模式,分别与等轴晶粒和柱状晶粒的存在有关。在立方体织构柱状晶粒区域,应力明显低于平均应力值,甚至远低于随机取向的柱状晶粒中形成的应力(图3a)。
局部应力集中产生于晶粒边界:晶粒取向差越大,近边界区域产生的应力就越大。如图2e、f所示,当IPF投影到TD上时,底层熔池左侧的柱状晶粒呈白色;当IPF投影到SD上时,该晶粒呈粉红色。这导致该晶粒的边界出现明显的应力集中(图3d)。然而,在随机取向晶粒的边界附近还观察到许多应力集中区域(图3a、c、e)。具有紧密取向的织构晶粒显示出更均匀的应力分布(图3b)。
两个模型中具有相同取向的等轴晶粒池边界区域,但相同晶粒所承受的应力却存在明显差异,这归因于柱状晶粒取向的影响。织构晶粒抵抗外加载荷的能力较低,部分减少了相邻等轴晶粒区域的应力,从而减少了经历高应力集中的晶粒部分。关注公众号: 增材制造硕博联盟,免费获取海量增材资料,聚焦增材制造科研与工程应用!
图3 拉伸应变为0.1(a、b)和5%(c-f)时,随机晶粒(a、c、e)和织构柱状晶粒(b、d、f)的SLM铝模型表面(a-d)和中间部分(e、f)的等效应力场
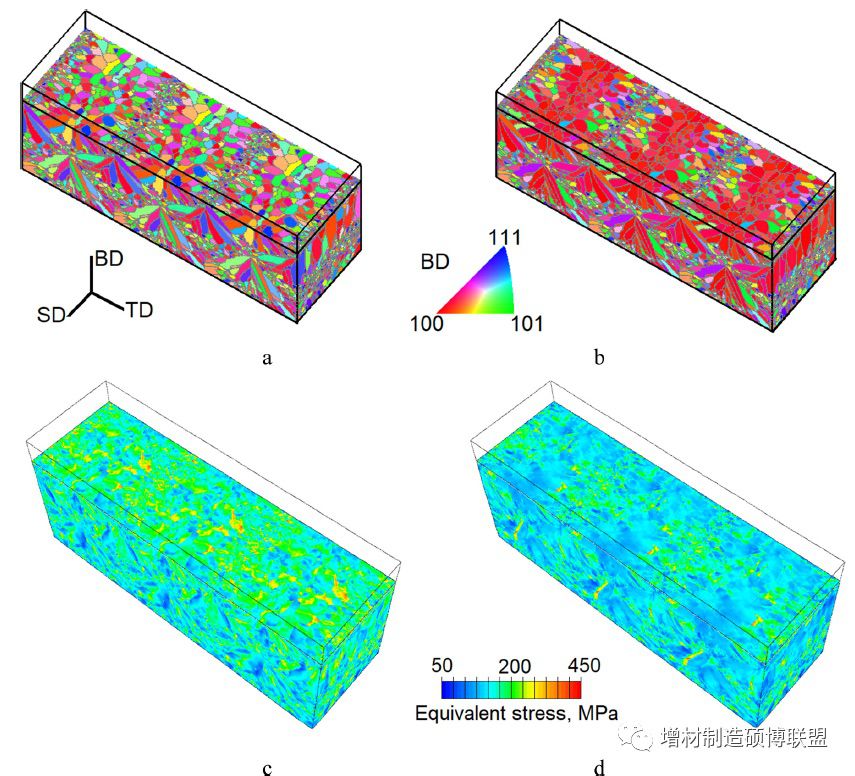
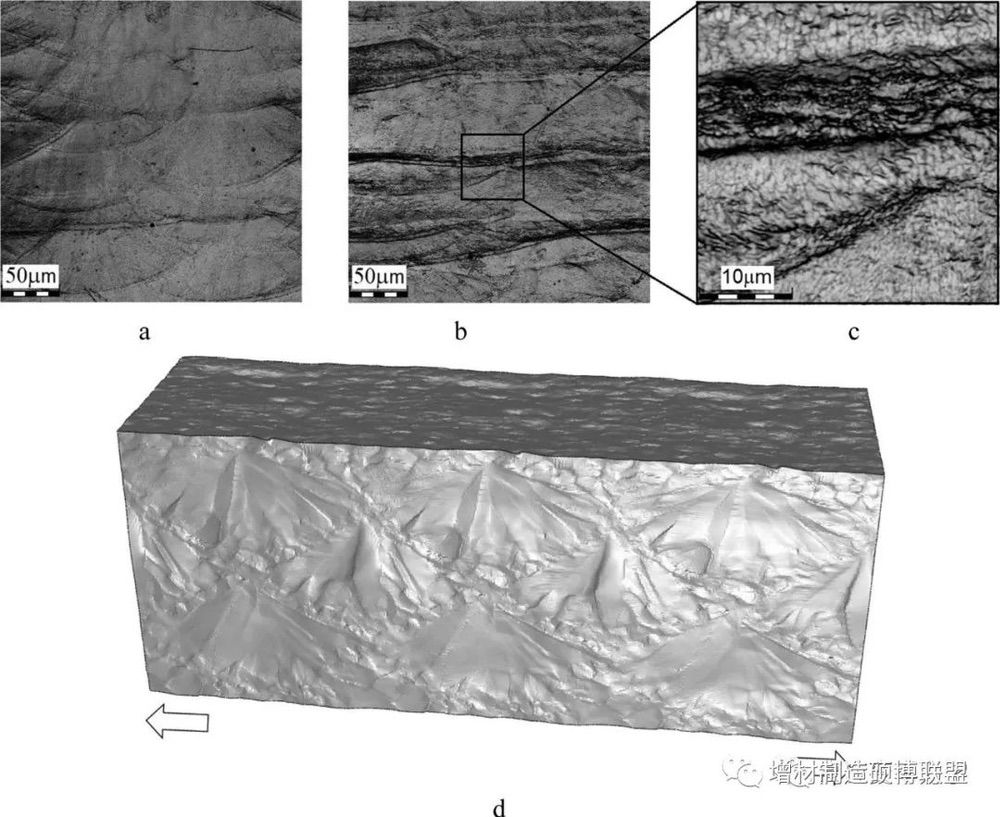
图4 SLM AlSi10Mg合金在15%(a)和20%单轴压缩(b、c)条件下的实验表面图像,以及在5%拉伸应变下具有立方体纹理柱状晶粒的模型中的表面图案(d)
与应力分析结果一致,随机取向柱状晶粒模型和织构柱状晶粒模型的等效塑性应变场显示出明显的差异(图5)。随机取向模型的塑性应变极不均匀,自由表面的局部应变最大。而织构柱状晶粒在表面和中间部分都表现出更均匀的塑性应变。考虑到断裂,分析熔池边界区域的塑性应变分布尤为重要。SLM Al-Si合金的熔池边界沿线硅含量较高(图1d),会大大降低晶粒的变形能力,这些区域可能成为微裂纹成核的来源。在这两个模型中,高塑性应变的扩展区域都是沿着熔池边界形成的(图5虚线区域),在相邻熔池之间形成了一层强烈变形的材料层(图4c)。一些柱状晶粒具有类似的塑性变形(图5),但其塑性变形能力较低,熔池边界区域更有可能形成裂纹核。在相同拉伸度下,随机取向的柱状晶粒邻近的细晶粒积累的塑性应变比位于立方体织构区域的晶粒高(图5a-d),更容易出现第一道微裂纹。
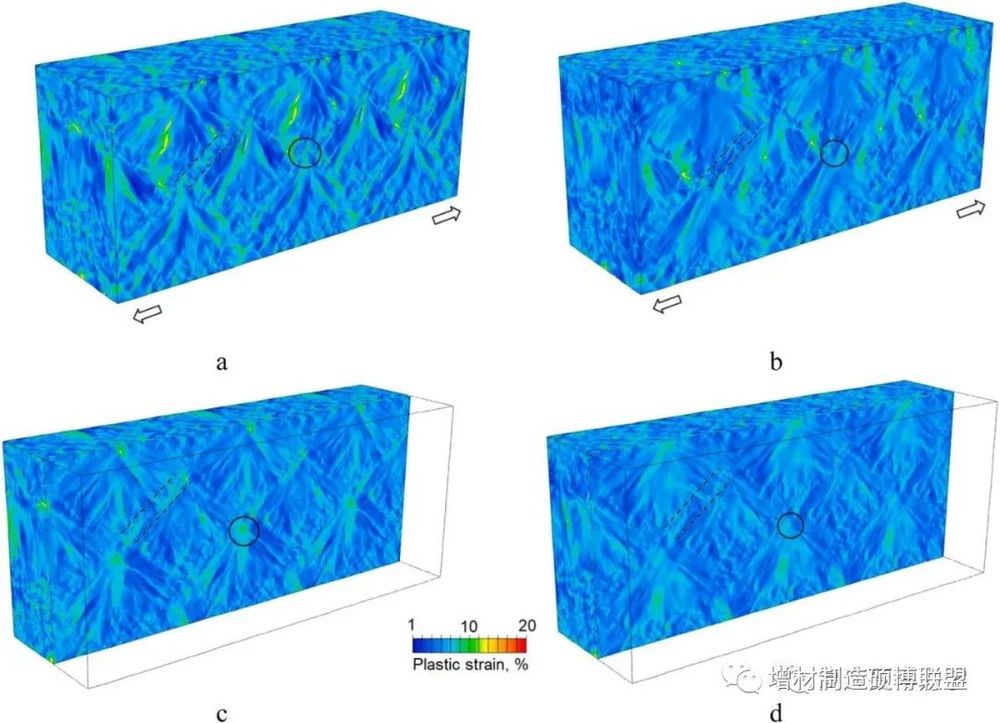
图5 拉伸应变为5%时,带有随机晶粒(a、c)和织构柱状晶粒(b、d)的SLM铝模型表面(a、b)和中间部分(c、d)的等效塑性应变分布
相关成果以“Effects
of the grain shape and crystallographic texture on the grain-scale
mechanical behavior of additively manufactured aluminum alloys”
为题发表在国际著名的增材制造顶刊Additive Manufacturing上。(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


