Nature����ϸ������ǿ���ѺϽ����������
ʱ�䣺2023-01-16 11:21 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
�������죬ͨ������Ϊ3D��ӡ����һ����㹹������Ĺ��̣��Ǵ����ӽ����գ�������״�������һ����ǰ;�ķ��������ڸ��Ӷȸߡ������˷ѵ͵IJ�Ʒ���ù���������ս��ͳ���칤�յ�������λ��ͨ����������������ѺϽ���Ӧ���ڸ�����ҵ��Ȼ���������ڵĽ����������칤�յĹ��еĸ���ȴ���ʺ����ݶ�ͨ�����·dz���ϸ���۽ṹ�ͼ�����ȫ��������״�������ر������ѻ��Ͻ��С��Ż���������Ĺ��ղ����ij��Ա��������Ѹı������Դٽ��Ѿ����ĵ��������������������Ĺ��̺Ͻ���������ȣ�Ŀǰ��û���ܹ���Чϸ���۽ṹ����ҵ�Ѿ���ϸ������Ϊ��Ӧ����һ��ս�����ı�������-ͭ�Ͻ�ķ�չ����Щ�Ͻ������̹��������ںϽ�Ԫ�صķ�������иߵĹ�������������Կ˷�������������м����ۻ������и����ݶȵĸ���Ӱ�졣��û���κ�����տ��ƻ�����������£���ӡ����ͭ�Ͻ�����������ȫ����ϸ�����۽ṹ���������Ƽӹ������µij���Ͻ���ȣ����ǻ���ʾ�����õĻ�е���ܣ����������ǿ�Ⱥ;����쳤�ʣ�������������������̵ĸ���ȴ���ʺͶ����ѭ���γ��˳�ϸ�����۽ṹ��Ԥ�Ƹ÷����������������������κϽ�ϵͳ����������������������ҽѧ��ҵ��Ӧ�á�
������������ۣ����ƾ����ߴ�Ĺؼ����ذ�������1����Tn���ɺ˵��ٽ����ȣ���2����TCS���ṩ�ɺ˹������������ǰ���Ĺ��ɹ��������ͣ�3��xsd����Ч�ɺ˿���֮���ƽ����ࡣȻ��������������Ľ����У������ۻ�����ijߴ磬���ϸߵ����ݶȣ����������˹��ɹ������ķ�Χ��ʹѪ��ģ��VSŶ������ѺϽ����Ի��ϸ�����ߴ硣����о�С���Ѿ�̽������������Ԫ�أ����롢�������ֹͣ���������Ŀ����ԡ�Ȼ������Щ����Ԫ��ֻ���������������ѵ���״�����Ŀ��ȣ����ʵ�ֲ�����״������ת�䡣��ˣ�ͨ����ͳ�ľ���ϸ��ģʽ������������ѺϽ��е���ȫ���ᾧ���ṹ�Ƿ����ʵ��ʵ����Ȼ��һ������δ�������⡣
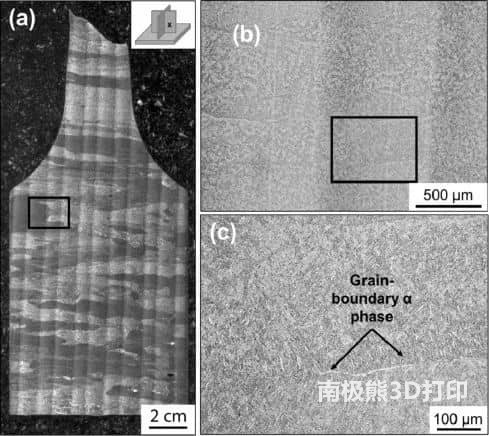
ʴ���ṹ�Ĺ�ѧ����Ƭ�����й���������ˮƽ�ġ���a����۽ṹ��ͼ�����й������Ǵ�ֱ�ģ�����խ���Ȧ¿�����ˮƽ�ġ���b����a���в�ͼ������Ƭ����ʾ�����ߣ���ֱ������ǰ�¿�����ˮƽ������c����b������Ƕ������Ƭ����ʾ�۽ṹ����״�����Լ��������Ĵ��ڡ�
���ڷ�ĩ���������죨AM����һ�ֽ������ε���������������ͨ���������Ľ���ԭ�ϲ��ۻ������������������������Щ�������칤���У��۽��ļ�����������Ԥ��̵�ģʽɨ�裬���ۻ�����ԭ�ϲ��ϲ������������״�����Ͽ���ͨ���ڷ�ĩ�����ڣ�PBF����������ɢ��ѡ�����ۻ�������ĩ�������͵������������ڶ�������������DED��������ͨ��ͬ�����������������۳ء�AM�����Ͽ��Բ������и߶ȸ��Ӽ�����������ȫ���ܵ���ά����������ṩ��ʹ��ͬһ̨����������в�ͬ������״��ɷֵ������������ʹ�ü����Զ�������������������������Ҫ�dz�����Ĺ��ߡ�
PBF �� DED AM ���յ��ص㻹���������롢����ʷ�ʹ��ȷ������������졣�Ƚ���Щ���ڼ���Ĺ��̵ļ�ָ���ǽ������������룬�䶨��Ϊ����ʳ���ɨ���ٶȡ���Ȼ��ָ��û�п��Ǽ��������ʵIJ�������ڻ����ͱ߽���������Ĵ��Ȳ��죬����ȷʵΪ�Ƚ����������ṩ��һ����������㡣����-��ĩ�����λ�õĴ�����Ҫͨ��������Χδ�ۻ��ķ�ĩ���д�����
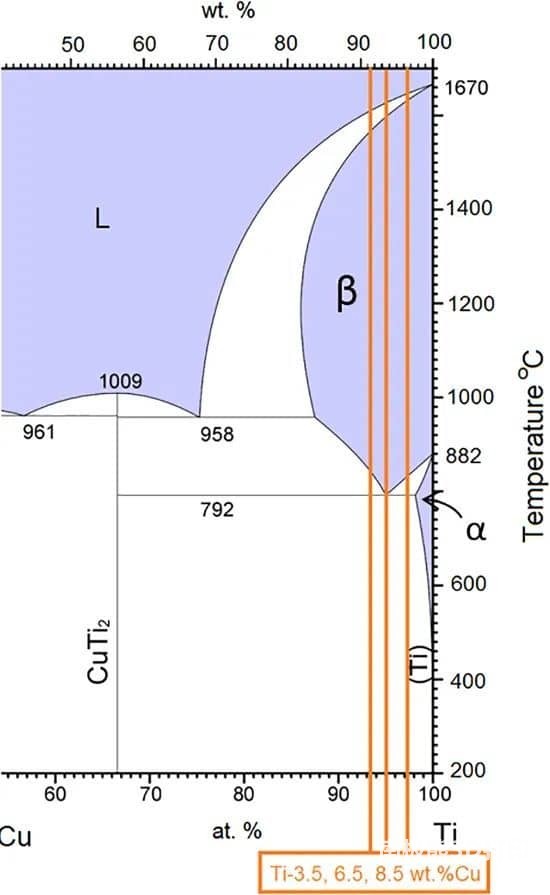
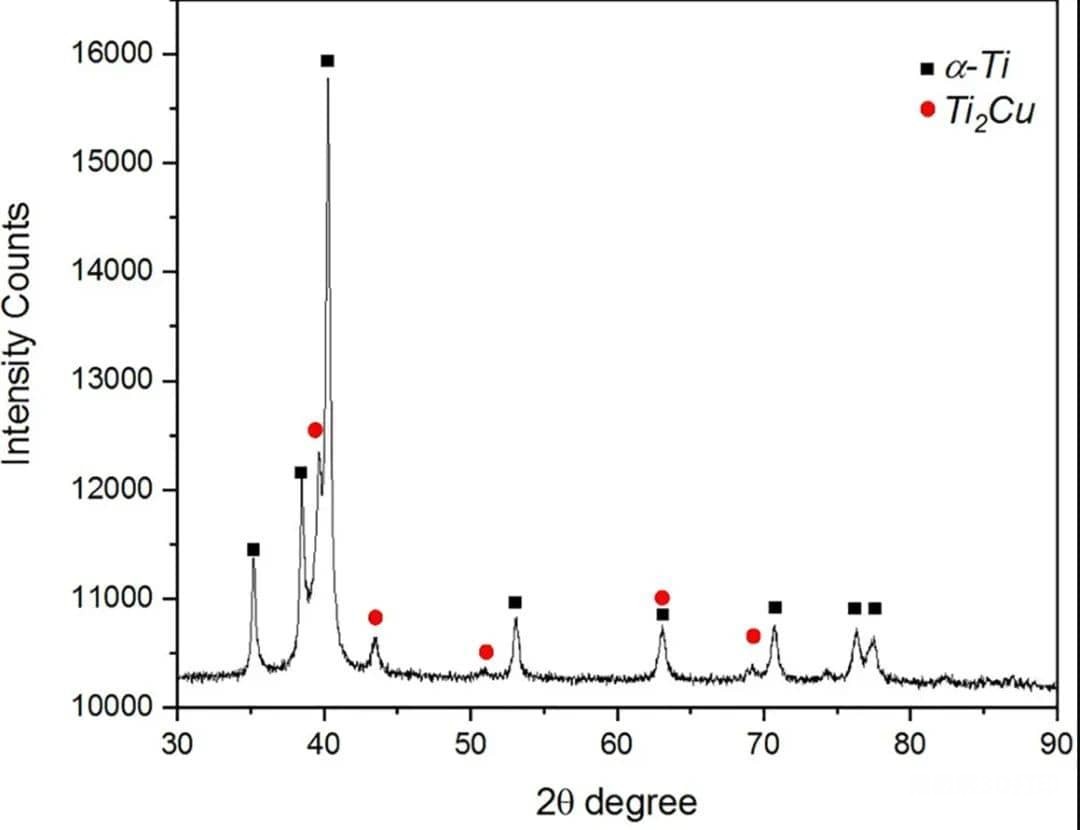
��չ����ͼ1 Ti�CCu��ͼ��
ͭ���˾������������Ѿ�����DZ���⣬��792��¡��� + Ti2Cu���Ѷ�Ԫ�Ͻ���ϵ�У�ͭҲ��һ�ֵ��͵Ĺ����γ�Ԫ�ء�����ͭ������Ѹ����ɢ����ʹ��ˮ���Ҳ��������ֹ���ֹ�����Ӧ�ķ�������������������������������еĸ���ȴ���ʣ������ܲ����dz���ϸ�Ĺ����۽ṹ���Ӷ����ӡˢ������ǿ�Ⱥ���չ�ԡ���ˣ��ڱ��о��У�����ּ�ڿ��������������-ͭ�Ͻ���չ����ͼ1��������һ���������γ���ȫ��������Ѿ����ͳ�ϸ�����۽ṹ��
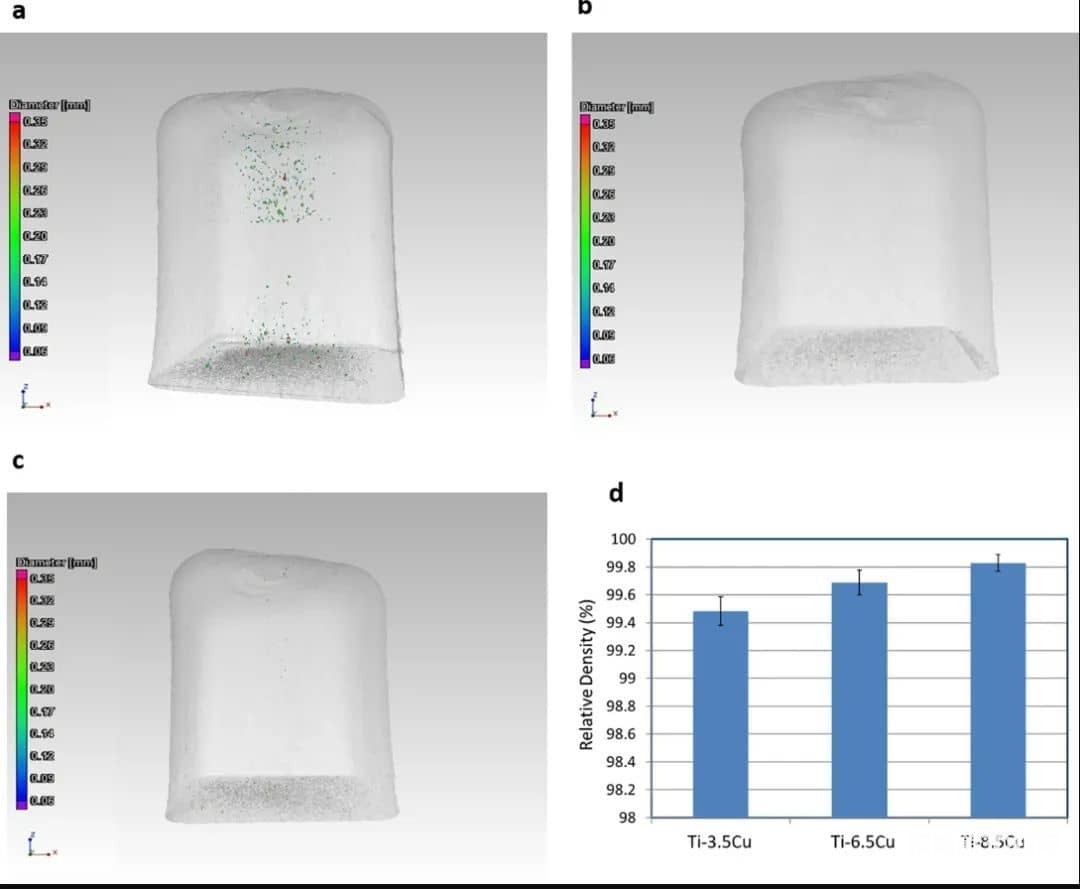
��չ����ͼ2 xyz����ϵ������������϶�ʵ���ά���ӻ���
��չ����ͼ3 Ti�C8.5Cu�Ͻ��ع��������ͭ����XEDS�����
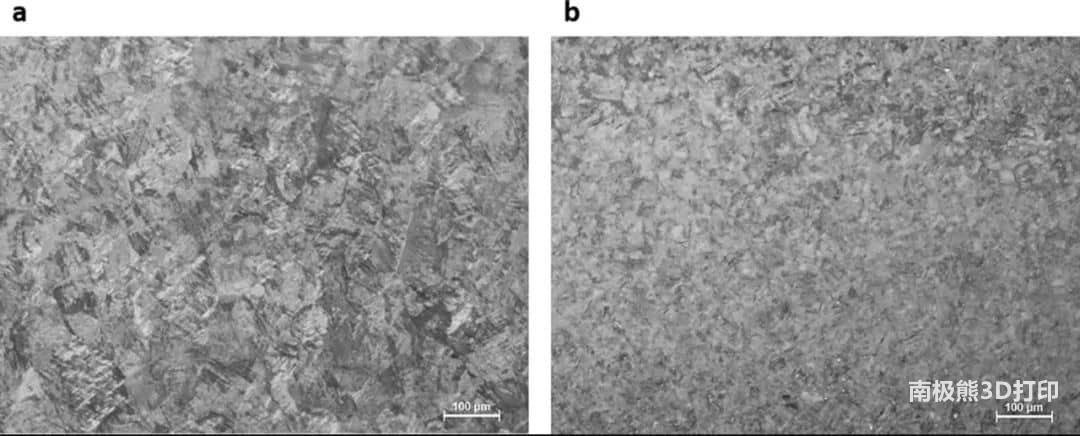
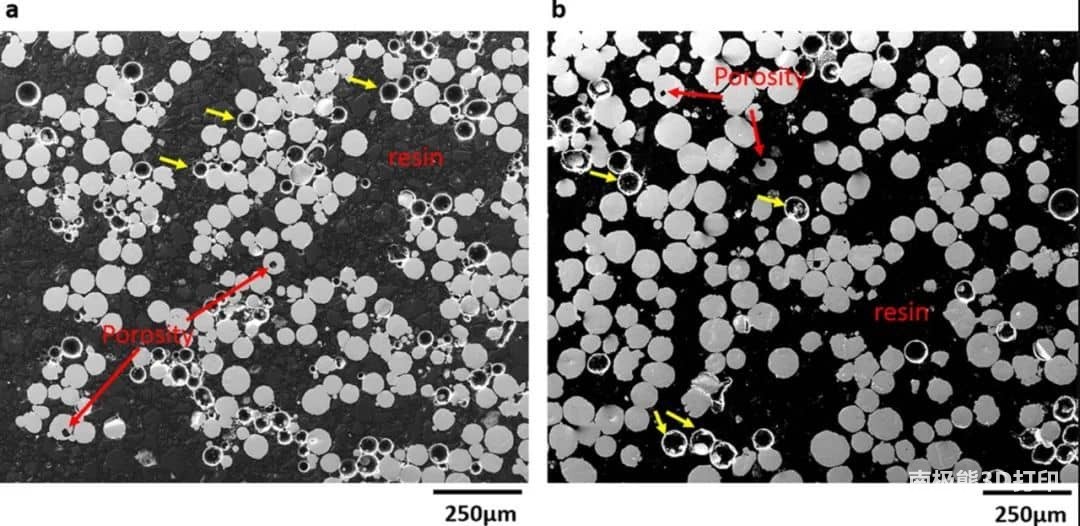
��ӡTi�C8.5Cu��Ʒ�Ĺ�ѧ����Ƭ��ʾ��ȫ�����ǰ�¾��������̹������γɵ�ԭ��Ti��������ͼ1b��ʾ����û���κ����Ե����ƣ��Ҿ���С��������ķ�տ�϶�ʣ�����չ����ͼ2������ӡ�����Ʒ����������Ҳ��������Ļ�ѧ�����ԣ��μ���չ����ͼ3������ǰ�Ħ¾�������˫��ֲ���ƽ�������ߴ�Ϊ9.6��m�����֮�£�����ͬ�ļ���ӹ������£���ӡ̬Ti�C6Al�C4V�Ͻ���۽ṹ�Դ���״����Ϊ����ͼ1a�������Կ�����ͭ�ļ��벻��ʹ��״������ȫת��Ϊ���ᾧ��������ʹ��ǰ�Ħ¾���ϸ����������������ͨ���۲쵽����������Ҳ��ȫ����������ᾧ���ijߴ���ʾ����ԶС��Լ200��m�IJ��ȣ�ͼ1b�еĻ�ɫ��ͷ������ֵ��ע����ǣ�����������������������ѺϽ���ȣ�����Ŀǰ�Ĺ���������ͨ�����������������С�������Ȧ��ѺϽ�������ͼ1d��ʾ����ӡ̬��-ͭ�Ͻ�ľ���ϸ��Ч��Դ��ͭ���ʵĸ����������ڹ�-Һ����ǰ�����㹻�����ɹ�������������ͭΧ�Ƶ�һ��������֦״����ƫ��ʱ�γɹ�������ͼ1c����Ti�C8.5Cu�Ͻ��QֵΪ62 K��
����ζ�ţ�����ͬ�ļ���ӹ������£���Ti�C6Al�C4V��ȣ�Ti�C8.5Cu��������������У����ɵĹ������Ĵ�СҪ��˱�����ֵĽṹ���������Ч�ص��������ݶȵĸ���Ӱ�죬��ȷ�������ڽṹ�������д����Ǿ��ȳɺ��¼��IJ������ҿ���ʵ����ȫ����״������ת�䡣������������ۣ������ߴ�Ҳȡ����Q�������ͭ���ʸ�����ṩ���ߵ���ֹ��䣬��˵������Ȧ¾����ijߴ�����ͭ���������Ӷ���С���μ���չ����ͼ4����
��չ����ͼ4ƫ���ѧ�ṹ��
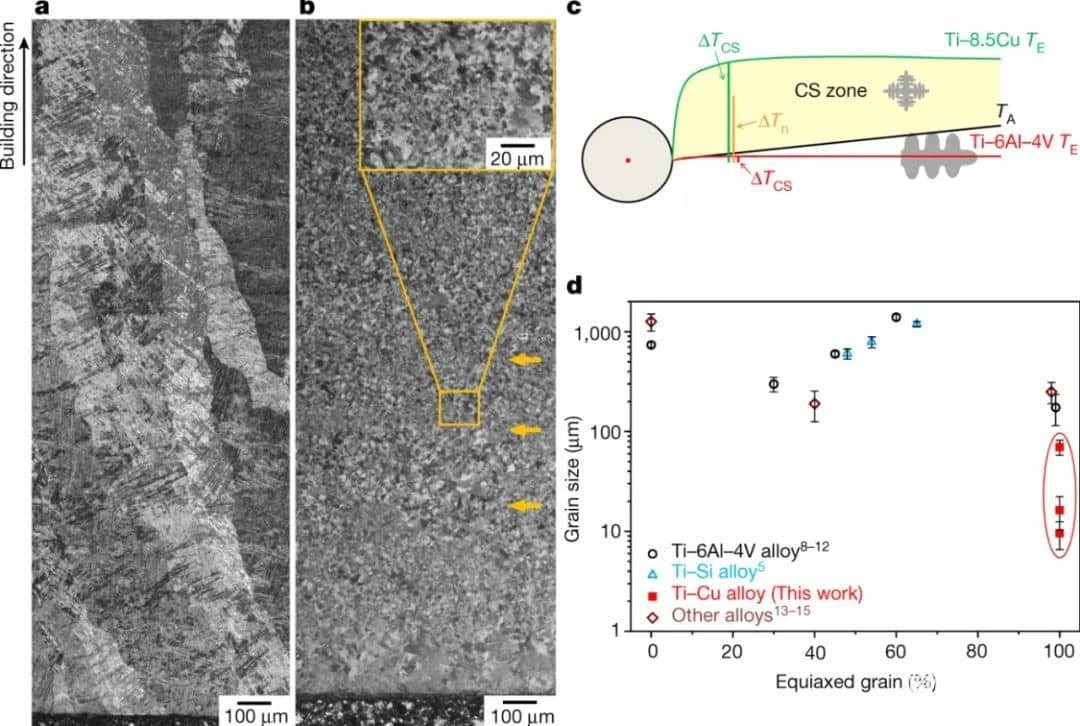
ͼ1 Ti�C6Al�C4V��Ti�C8.5Cu�Ͻ���������졣
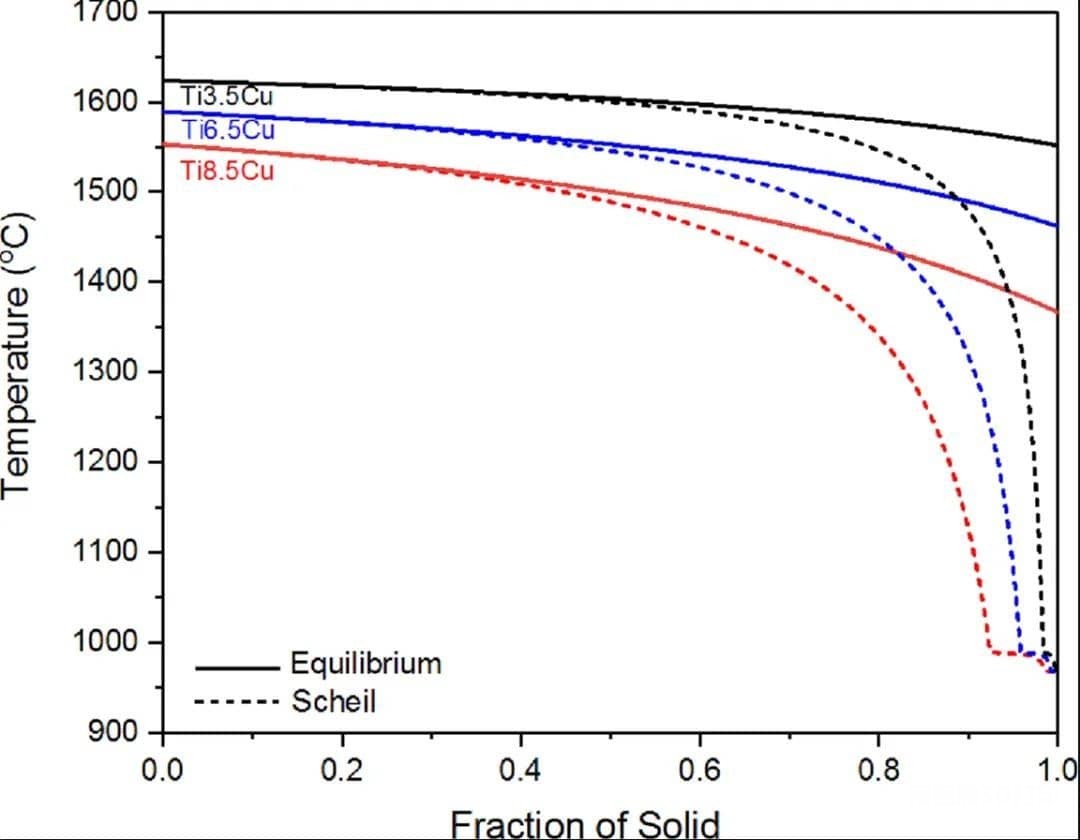
ֵ��һ����ǣ�Scheil�CGulliver����·�������̷�Χͨ������Ԥ�����̹����п��ѵĿ����ԡ��ϴ�����̷�Χͨ�����������̵����ο�����֦������ϵ�Һ����١��ڱ��о��У�������-ͭƽ����ͼ��Scheil������ʾ�˴���500 K�Ĵ᷶Χ����չ����ͼ5�����ߣ���ϸ����֦�����γɿ�����Ч������˺�������ԣ���������Ͻ����ǰ�о��еõ�����֤��
��չ����ͼ5�������ߡ�
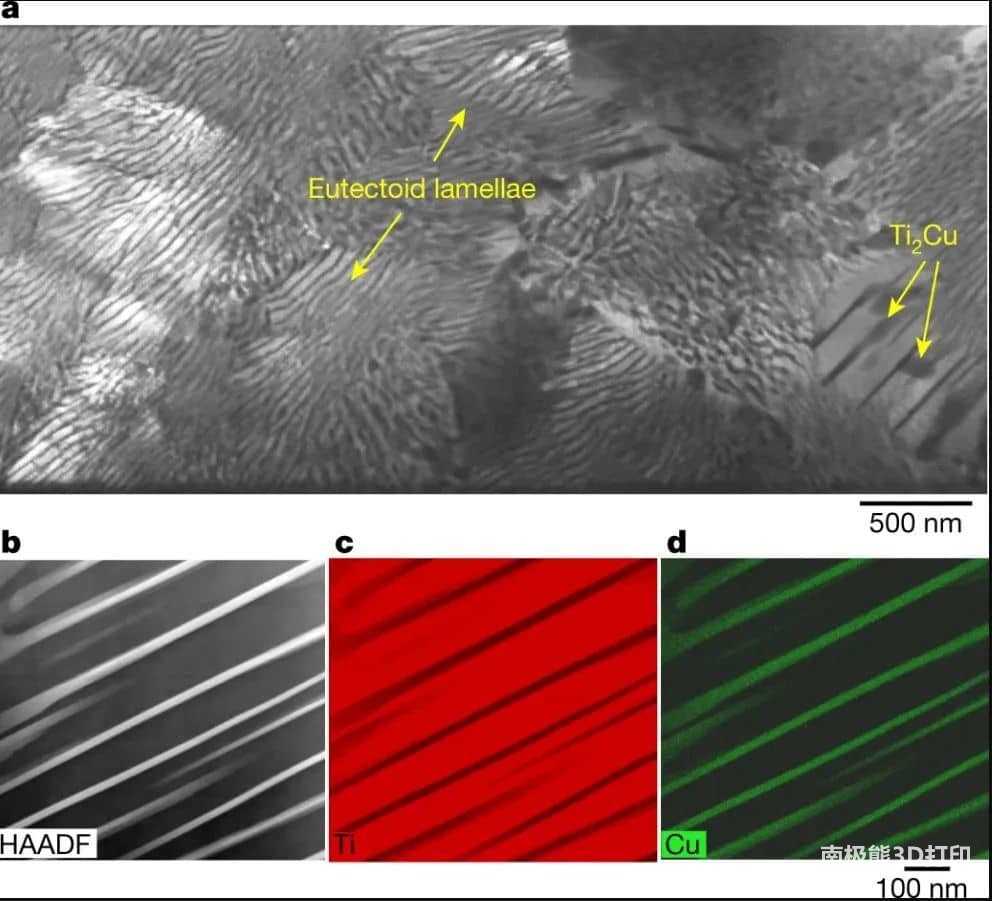
���Һ��-�������̺��ѵĦ��ࣨ���������ṹ���������Ĺ�-����ת���зֽ�Ϊ��ͬ�IJ����࣬��ȡ������ȴ���ʡ�����ȴ���ʿ�����ԭ�ӵ���ɢ���Ӷ����ƹ�����������������γ������壨�������ѣ��������ܶѻ��ṹ�����ѺϽ��е�������ɵ��¸��ߵ�ǿ�ȵ����͵���չ�ԡ�����Ԥ�ڵ��������������������Ti�C8.5Cu�Ͻ�ĵ����еĸ���ȴ���ʣ��۲쵽��������״�壨ͼ2a����Ȼ����������������쵼���ڹ�����Ӧ�¶ȣ�792 ��C�����������ɢ�Ȳ��㣬����ֽ����ȴ�������Ų��������Ӷ����ͣ���ͼ2c����������������ʷ������Ч��ת������ת�䣬��������ϸ������Ƭ��ͼ2b����չ����ͼ6�����������ɷ���Ҳ�۲쵽���Ƶ����μ���չ����ͼ7�������⣬��ӡ̬Ti�C8.5Cu�Ͻ��ƽ�������Ϊ46 nm��7 nm��ͼ2b�����ȴ�ͳ�����ˮ�䣨Լ150 nm����¯�䣨Լ1��m����Ʒ��ϸ�öࡣ������Ϊ�������ͭԭ�ӵ���ɢ���ȿ��ƣ���ɢ�����ܵ�������ȴ���������ơ�
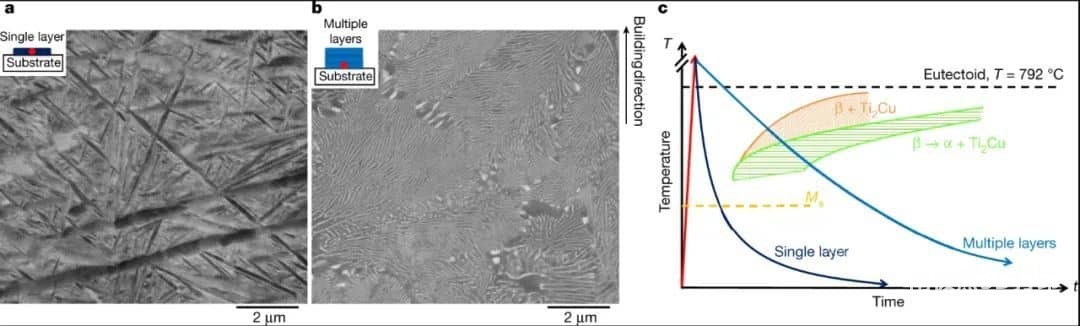
ͼ2 Ti�C8.5Cu�Ͻ��ɨ�����������SEM��������
��չ����ͼ6 XRD���ס�
��չ����ͼ7 BSEͼ��
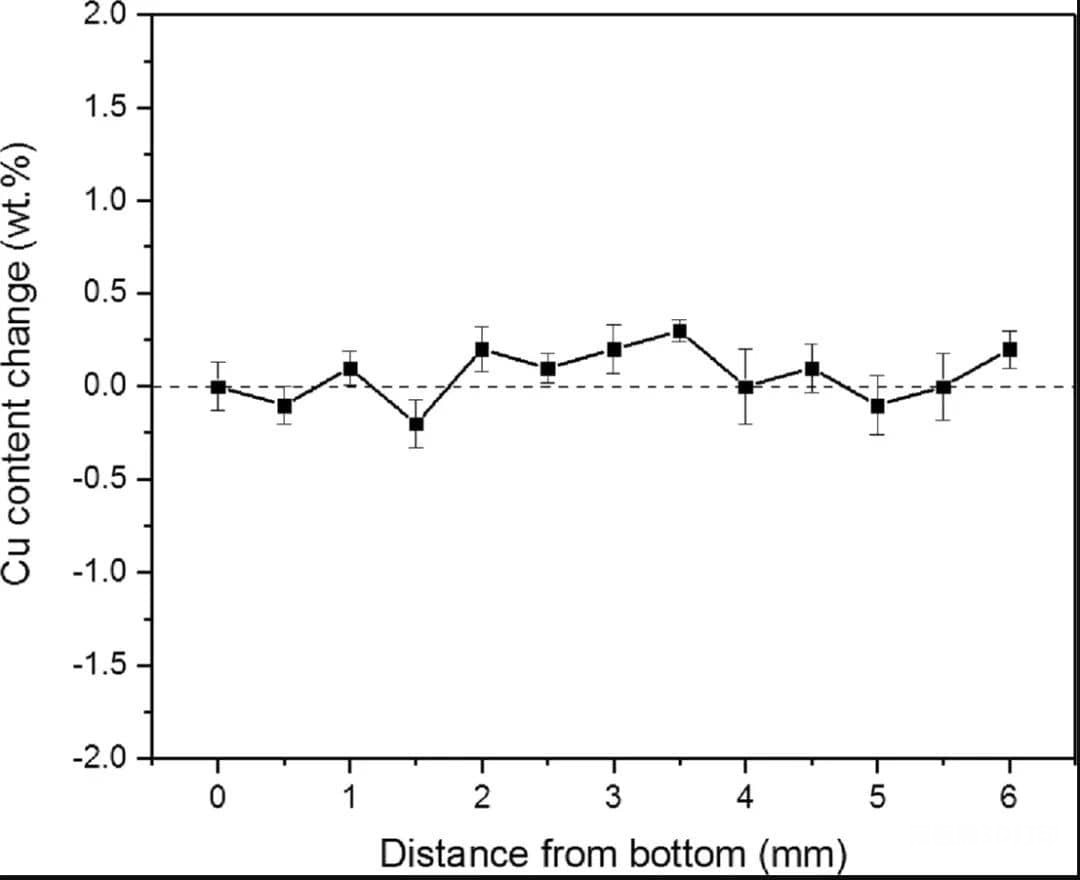
�ѺϽ�ͨ�����зdz��͵ĵ����ʣ�����ܵ��´ӱ��浽о���IJ�����֣����������ڴ��͡����ص���-ͭ�����ij��������ȴ�����������ȴ���ʵı仯�����֮�£�����������������ܹ��������Ͻ���ʵ����Ժ㶨����ȴ���ʣ��Ӷ���ø����ȵ��۽ṹ�������������ijߴ���Ρ���ֵ��һ����ǣ�������Ƭ�е�ͭŨ�ȣ�ͼ3b�Cd��ƫ����ƽ��ɷ֡������Ѻ���2.8 wt%��ͭ�������ǹ����͵ģ���Ϊƽ��ʱͭ�ڦ������е������ܶ�Ϊ2.0 wt%���������ͨ���Ż����ȴ���������ʵ�ָ�ʵ�ʵij���Ӳ��Ч�����Խ�һ���������ǿ�ȡ�
ͼ3 ��ӡ̬Ti�C8.5Cu�Ͻ�����������������
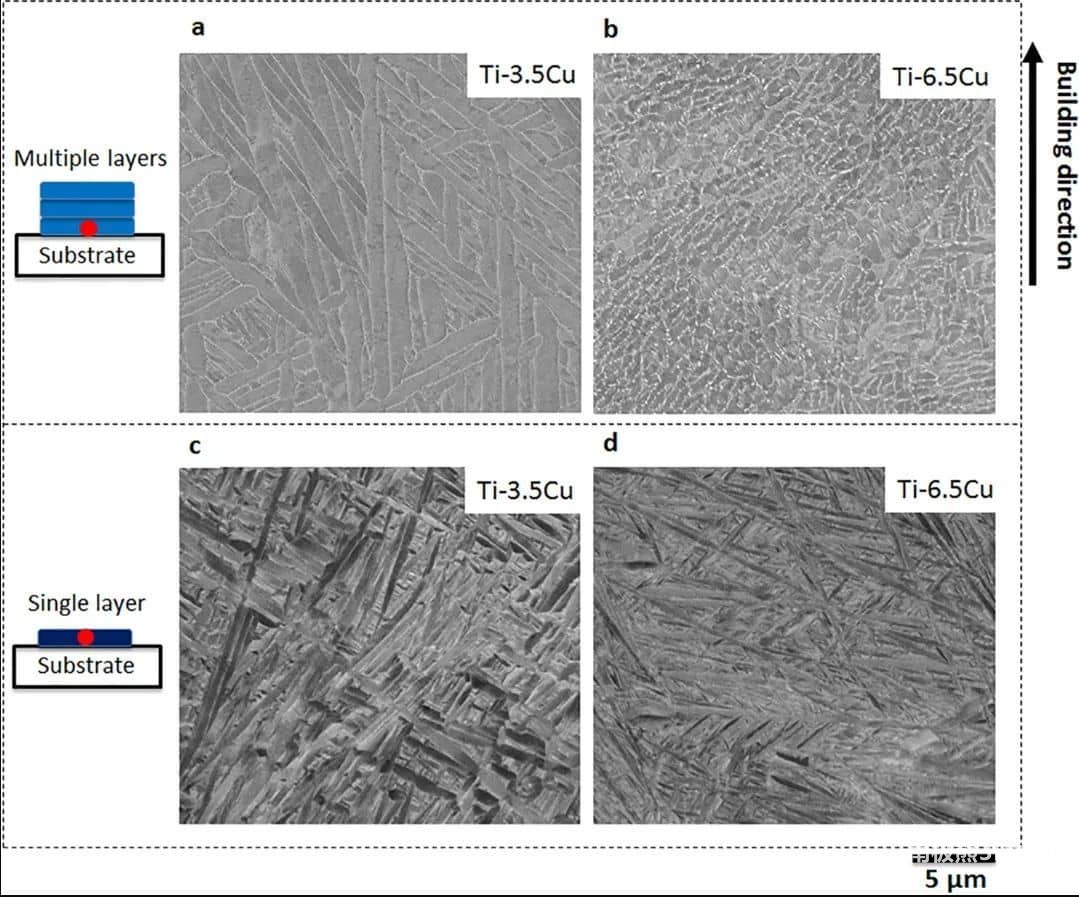
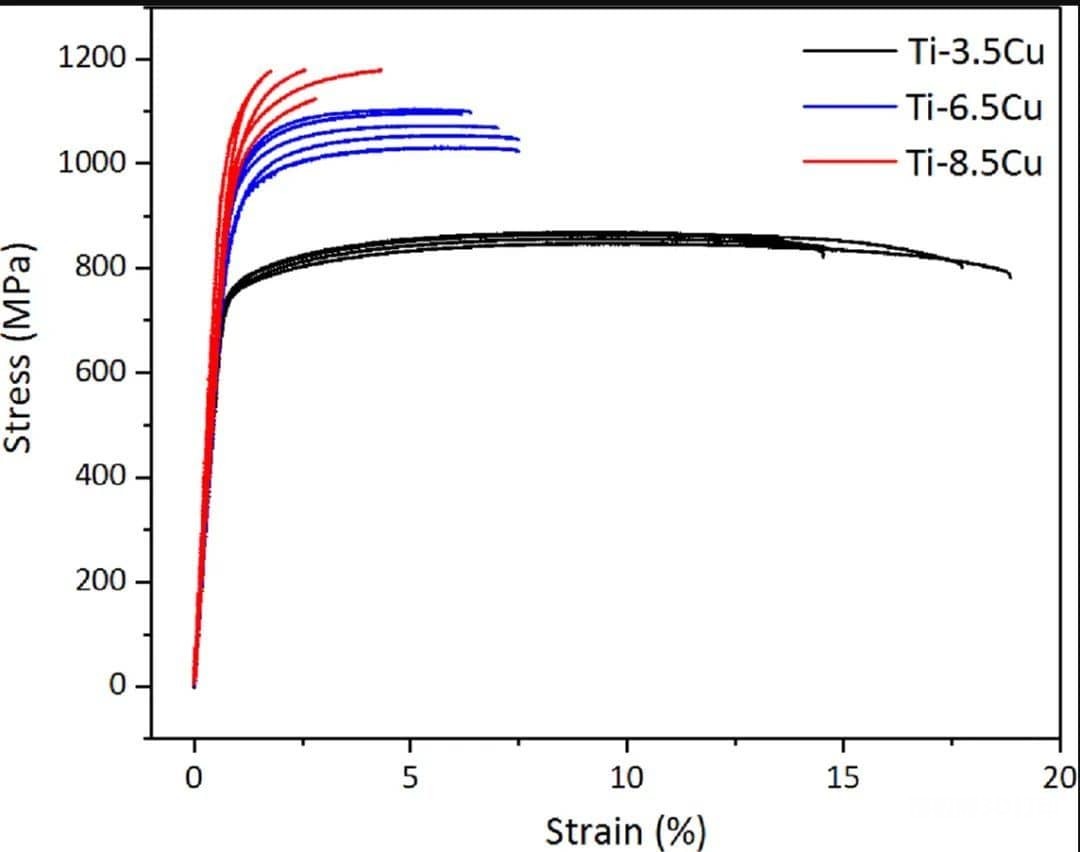
�Ƚ�Ti�C6.5Cu��Ti�C3.5Cu�Ͻ�Ti�C6.5 Cu�еĹ�����Ƭ���������ǿ�ȣ�����������չ�ԣ���ͼ4a������Ti�C8.5Cu��Ti�C6.5Cu�Ͻ���ȣ�Ti�C8.6Cu���и��ߵ�ǿ�ȣ���Ϊ������Ƭ������������ߣ������ڳ�����Ti2Cu��������չ�Ը��͡��������Ȧ¾����ijߴ磨ͼ1b����չ����ͼ4�����۽ṹ���ȳ߶ȣ�ͼ2b����չ����ͼ7a��b��Ҳ���ܶԻ�е���ܲ���Ӱ�졣���ѱ��棨ͼ4c�Ce����ʾ���Ӱ��ӵ����͵ľ��ڶ�����̬�ı仯������Ͻ����չ�Ա仯һ�¡��볣������ͺ��ȴ���������ȣ�ͼ4b�������г�ϸ�����Ȧ¾���������״�ṹ�Ĵ�ӡ̬��-ͭ�Ͻ�Ļ�е������ʾ�������ƫ������ǿ�Ⱥ���չ����ϡ�������Ҳ������Ͷ����Ti�C6Al�C4V�Ͻ��Լ��������������Ti-6Al-4V�Ͻ��൱�����⣬ͭ��һ����Եͳɱ��ĺϽ�Ԫ�أ���-ͭ�Ͻ�����û��Ԫ�ط�ĩ������Ԥ�Ͻ��ĩ�����������졣
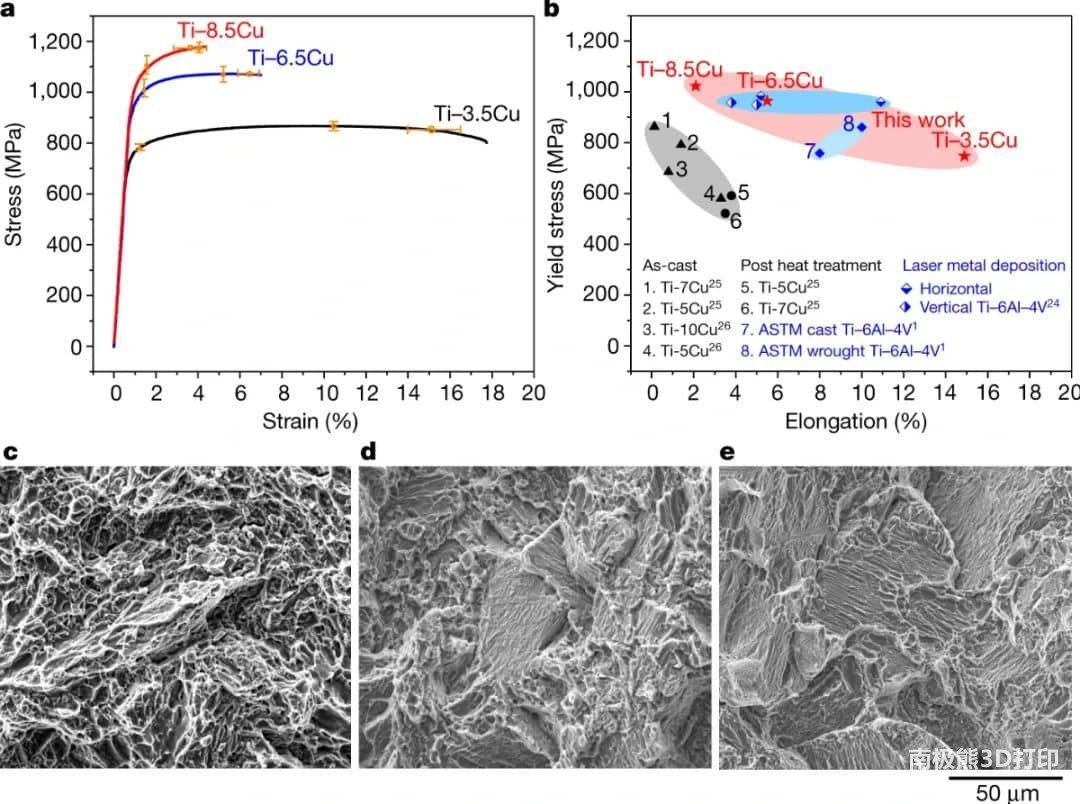
ͼ4 ��ӡ̬Ti�CCu�Ͻ�Ļ�е���ܡ�
�����Ѿ�֤����һ������������-ͭ�Ͻ��;�����úϽ����ϸ�����Ȧ¾����ͳ�ϸ������״�ṹ�����ǵ�ʵ�������������̺����Ĺ����ֽ����Эͬ��ƣ��Ե�����е��������Ӧ�ض�Ӧ�á�����ʹ�ø�Qֵ�Ͻ�ľ���ϸ��������������Ͻ�����̹����еõ�֤�����������ﱻ֤�������������ѺϽ����Ʒ������÷���Ҳ������������������ϵͳ���������֣�������Щ����Ͻ�Ļ�е���ܿ���ͨ�������ܹ���Ӧ�õ�������������ߡ�
�����������
��ֱ����50��m��100��m֮��Ĵ���99.9%���Ѻͣ�99.5%��ͭ���η�ĩ���ֱ�ΪTLS Technik��Thermo Fisher��������չ����ͼ8����Turbula��̨������л��һСʱ���Դﵽ��Ƶ��������������������ͨ�� TruLaser ��Ԫ 7020 �Ͻ��еġ�
��չ����ͼ8ԭ�Ϸ�ĩ������SEMͼ��
��������
����ӡ��Ʒ�ӹ��ɹ��Ϊ25 mm�����Ϊ4 mm�ľ�������������ASTM��E8 / E8 M-08�ij���ߴ���������������Լ��ط���ֱ�ڼ�������������������������½�����̬�������飬��ʼӦ����Ϊ1.0��10−3 s−1���䱸�ǽӴ�ʽ��������Ƶ�ͨ�ò�����ʩ��MTS810��100 kN���ϡ���ÿ�����������������������������չ����ͼ9����Ȼ�������ߴ�������ASTM�����бȽϡ�
��չͼ9��չ����ͼ9����Ӧ��-Ӧ�����ߡ�
̼���������ܵ�Ӱ��
��ͼ��ʾ��̼�ԺϽ��������ܵ�Ӱ�졣��������̼�Ͻ��ƽ�������Ϳ���ǿ�Ⱦ�������ߣ�����Ti-6Al-4V��ȣ�̼������Ϊ0.1 wt.%ʱ����������9%���ڴ�̼ˮƽ���ϣ�ǿ�Ƚ��Ͳ��������ص�������
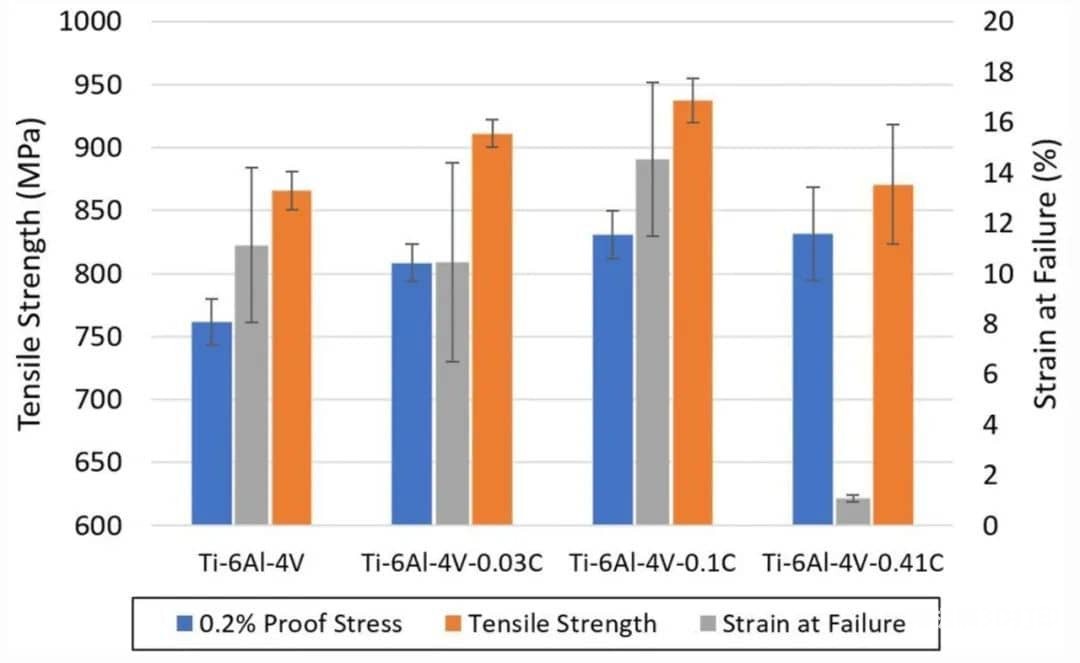
��̼��Ti-6Al-4V�������ܵ�Ӱ�졣
���ֵ���չ����TiC��ǿ�ѽ��������ϲ������ƣ���������Щ�о�һ�£�Ti-6Al-4V-0.41C���۽ṹ��ʾ�˷ḻ��TiC��Da Silva���о���TiC��Ti-6Al-V-TiC���ϲ����������ܵ�Ӱ�죬������չ����TiC�������ʺ����Ŀ�϶�����;۽�Ŀ��ơ�TiC�ĵ��Էdz����ޣ�����������غ��²��ɱ���ػῪ�ѺͿ�϶�IJ��������������ʧЧģʽ����������ǿ��Ti-6Al-4V�еõ���֤����������֪��̼�ڹ������л���������ǿ�ȣ���̼����Ĵ����ṩ�Ĺ������ޡ�����Ŀǰ�ķ���һ�£�����ʹ����С�ĺ���ˮƽ�Ϲ�������̼��Ҳ�ܽ�Ti-6Al-4V��ǿ����ߵ���Ti-6Al-4V-0.41C���Ƶ�ˮƽ�������ή����չ�ԡ������ԣ�Ti-6Al-4V-C�Ͻ��ǿ�Ⱥ���չ�Ե������������Ͽ����ڵ��ڸ�ˮƽ��ˮƽ��ʵ�֣���ˮƽ�����γɴ���̼���
��Դ��Additive manufacturing of ultrafine-grained high-strength titanium alloys, Nature, doi.org/10.1038/s41586-019-1783-1
�ο����ף�Trace carbon addition to refine microstructure and enhance properties of additive-manufactured Ti�C6Al�C4V. JOM 70, 1670�C1676 (2018).
(���α༭��admin)

 CNES����INTAMSYS�ۺ���FF
CNES����INTAMSYS�ۺ���FF ���������ݲ��������Ե���
���������ݲ��������Ե��� ����3D��ӡ��������Ӧ�ã�
����3D��ӡ��������Ӧ�ã� MIT��ͻ�ƣ�����뵼��Ҳ
MIT��ͻ�ƣ�����뵼��Ҳ ����ѷ��HolcimͶ��14Tree
����ѷ��HolcimͶ��14Tree ����SLS 3D��ӡ�������ϣ�
����SLS 3D��ӡ�������ϣ���������
- ��CNES����INTAMSYS�ۺ���FFF��������
- �����������ݲ��������Ե�����-��ֽ��״
- ������3D��ӡ��������Ӧ�ã��ⳡ�Ϸ�Ƥ��
- ��MIT��ͻ�ƣ�����뵼��Ҳ��3D��ӡ����
- ������ѷ��HolcimͶ��14Trees�ƶ�������
- ������SLS 3D��ӡ�������ϣ����´�ӡ���
- ��Elastium��LaLaLand�Ƴ�No-MMOQ���3D
- ��ͨ�켯�����۶�Ͷ������½����¹��״�
- ��3D��Դ�������ӡ��С�ܼ���ģ������ģ
- �����Ͷ�����ILT�о�3D��ӡ���ŷ��ⷢ��
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


