��������Ӧ�Ӿ��Ķ������������������������ü��
ʱ�䣺2022-10-09 17:12 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
ժҪ
�ֳ��Ӿ����ݲɼ���������ȡ�ͷ����Ƕ�������������DED�����������ij�����ս�����������һ�ֻ��ڵͳɱ��߶�̬��Χ��HDR���Ӿ��������ļ���-�����������Ŀ�������ⷽ��������ʵ�����������÷����ܹ��ڸ��ֹ���ˮƽ���������¼�����Ŀ������
1.����
��������������DED����һ���������죨AM�����գ����з�ĩ��ͨ�����������������ϣ���ͨ���뼤������������ۻ������������������DED������Ľ����������칤��֮һ�������������ܶ�������������������������ʵ�֡�Ŀǰ����Ŭ�����õ��������������AM���յ����ܺͿɿ��ԣ���ʵ�ֹ�ҵ�����ղ��ã�Ŭ����Ҫ���������������������ظ��ԡ�
����ASTM/ISO AM������(ISO/ASTM 52900-15)����DED��һ���������칤�գ���������У��۽����ܱ������ۻ����ڳ����IJ��ϡ��������ܳ���(DED)��PBF���ƣ���ʹ�ü���(�����)�����ۻ���ĩ��Ȼ������ĩԭ�ϵij������ۻ���ʽʹ������ͳɱ���Ч����չ�������AM������
�о���Աʹ�ø��ִ��м����۲쵽�ۻ������������Ը��õ����⼤�����������ñ����������ʶ����̲��ȶ��ԣ������ƹ��̡��ڽ���AM�У������������������Դͬ���������á���ͬ�������У��ӳ�ר�ž۽����۳أ����۳��м�ع����������ᴫ�����Ӳ���۲���̣�������Ұ��Χ�ھ��и����Ĺ��̾��ۡ�����̽���������Ǿ�̬�ģ������ڴ�ӡһ��������Ŀ�ʼ�ͽ���ʱ����������Ҳ����װ�ڳ����¶����ϣ��Ӷ������������֮��
���������������ʾ����ͼ��
���䴫�����ڲ�ͬ����Χ�ڲ����Ŀɼ��������������۳ؼ�����״��������������������������״�Լ���϶���ѷ��ȱ�ݡ�ʹ������̽�����������ڼӹ������й۲��۳ؼ�����״����ȡ�����������ڸ߹���ˮƽ�£�������ɨ���ٶ����۳س���֮������Թ�ϵ�����˵ij��������������������ڻ����۳ء���������������ʹ�ø����Ӿ�̽�������ɵķɽ�ͼ��Ļ���ѧϰ�㷨��
DED����ͨ����1��30 mm/s���ٶ����У���������ߴ�С��0.5��3 mm֮�䣬������200��1500 W֮�䣬����ȡ�����������IJ��Ϻ����ߴ�С����ˣ�����ղ������۳�����ԼΪ�����ס���ˣ�������۽��ڼ���-��������������ȳ���̽����ʱ����Ҫ�㹻�ߵĿռ�ֱ��ʡ��ȷֱ��ʣ���̬��Χ������Ӧʱ�䣬�Ը�ʱ��ֱ��ʲ���ռ����ݶȡ��߷ֱ��ʡ��߶�̬��Χ��Ƶ���ܵ�̽�����ɱ�ͨ����������ȴ��������������Ϊ���̼�ء����ܷ������������ƺ��̿��ƵĹ�ҵ���������Ӧ�á�
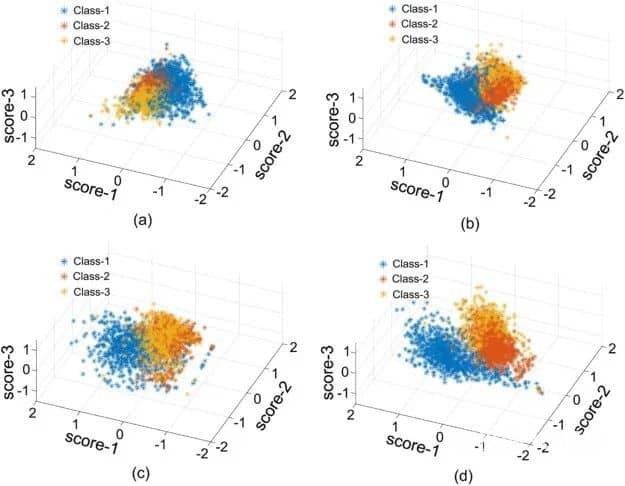
�Բ�ͬ�����������������ɷַ������ǰ����������(a)�����������(b)����������(c)����������(d)��������������
�����о���һ�ֻ��ڵͳɱ��߶�̬��Χ(HDR)�Ӿ�̽�����ļ���-�����������������Ӧ��ȡ����������������������ϼӹ��������������۳����Ͱ׳���������������Ҫ�������㷨�ڶ������Ȥ�����Ż�������������������ԣ��Լ������о�����������ģʽ�¼�����Ȥ�����³���ԡ�
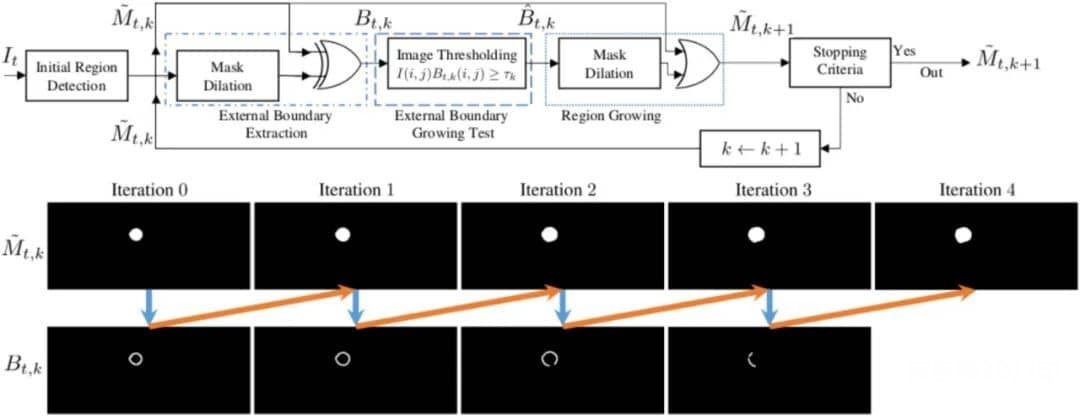
���ǵ��о��ص��ǵͳɱ����ȳ������ݲɼ����Ƚ����Ӿ�������ȡ���ϣ��������ڸ��õ����⼤������ϵ�����á�Ŀ���ǿ���һ��³������������㷨���ԶԿ��ɼ�����ϼӹ������ʱ�ղ���������������ǿ���ݶ��Լ����ڲ�������������ӳ��е���������������ǿ�ȱ仯�����Ľ��ܵķ�����ܼȿ��������������ݼ���Ҳ���������������ݼ�������һ��HDR֡������һ����ɫ����ĵ�ͼ����ͼ1��ʾ��ʹ�û�������ѵ����ע�����ݼ���ͬʱѡ�����Ȥ������Ϊ����ʾ��Ŀ�ģ�ѡ����������������������ʾ����������ķ���������������
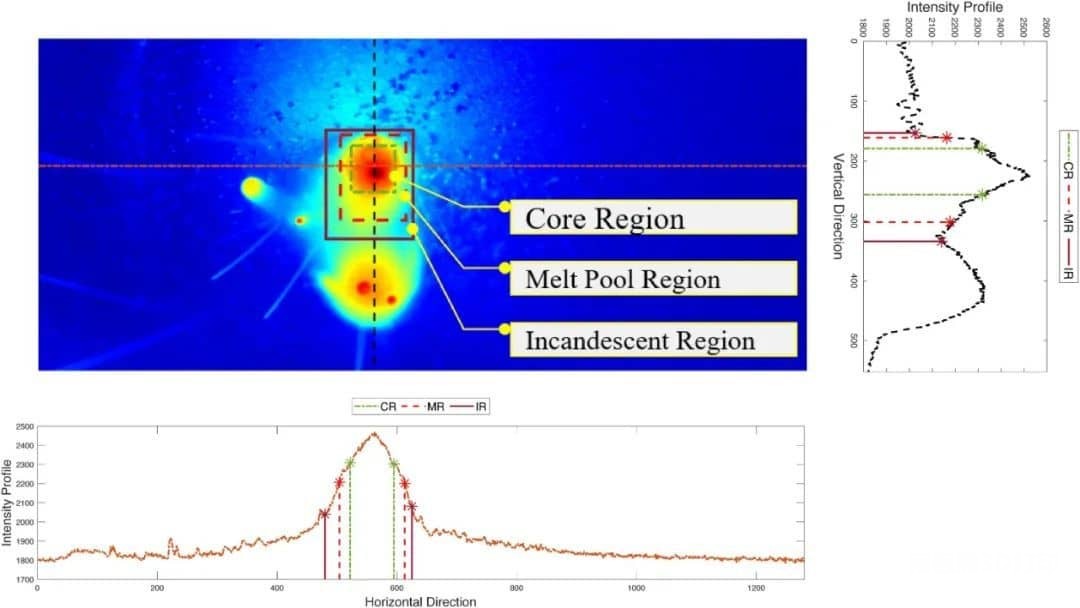
ͼ1 ����Ŀ���������ġ��۳غͰ׳�Ƶ�˵����ʹ��HDR����Ӽ���-��������������ṩ��ͨ������Ȥ����Ĵ�ֱ��ˮƽǿ�������Լ��߽硣ע�⣬��Ӧ��ǿ����ֵ�������ڲ��ܸ�����������ǿ��Ӱ��������ʶ������Ŀ������
2.�����ʼ�����ȶ��Ľ��鷽��
��ͼ1��ʾ����������Ȥ�������ġ��۳غͰ׳�ƣ�Χ����������У���һ֡����һ֡��������λ���ȶ������⣬��ͬһͼ�п��Կ����������Ǵ�һ�������ƶ�����һ������ʱ�����ȼ���ᷢ���仯��Ȼ������ͼ1�е�ʾ����ʾ������ÿ������ĵ���ǿ����ֵ������Ч�ؽ�Ŀ������˴˷ֿ����븽�����������ӷֿ�����ˣ�Ϊ�˼������������Ȥ���������ȶ�ÿ������ͼ��ʹ������Ӧͼ����ֵ������ͼ2��ʾ������ļ�ⷽ���Ŀ�ͼ��
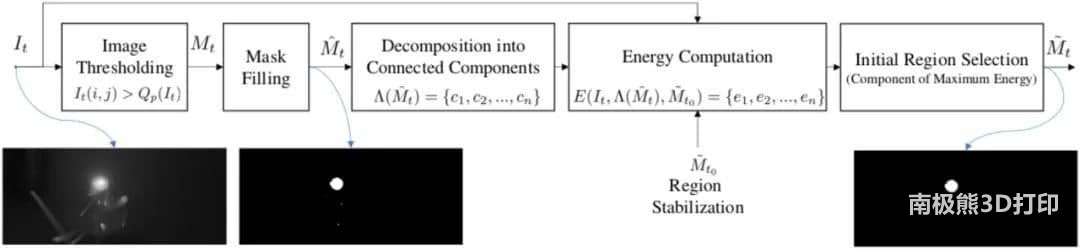
ͼ2 ����������ʼ�����ȶ�������ͼ��
Ϊ����Ӧ����IJ�ͬ����ˮƽ����ͼ1��ʾ��ʹ�������������������Core, Melt pool��Incandescent����M˜t,k ��ʼ��ͼ3��ʾ�����鷽���Ŀ�ͼ��������˵����
ͼ3 ����Ļ������������ļ�⼼���Ŀ�ͼ��
3.����Ӧ������֤����
3.1.ʵ��װ�ú�����ƻ�
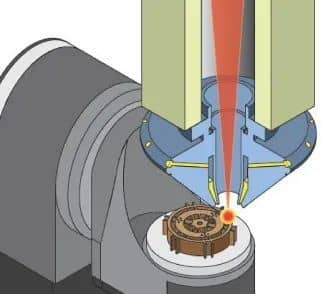
ʵ��ʹ�û�����DEDϵͳ��DM3D-DMD IC106�����У���ͼ4��ʾ��������ϵͳ��ABB IRB140��https://new.abb.com)���������ᣬ����Ϊ�����е�ʵ�鴴����ɨ��·������Խ2D����·����ĩ��ִ��������2 kW���̼�������TRUMPF TruDisk 2000��https://www.trumpf.com)������ĩͬ��ͨ�����졣
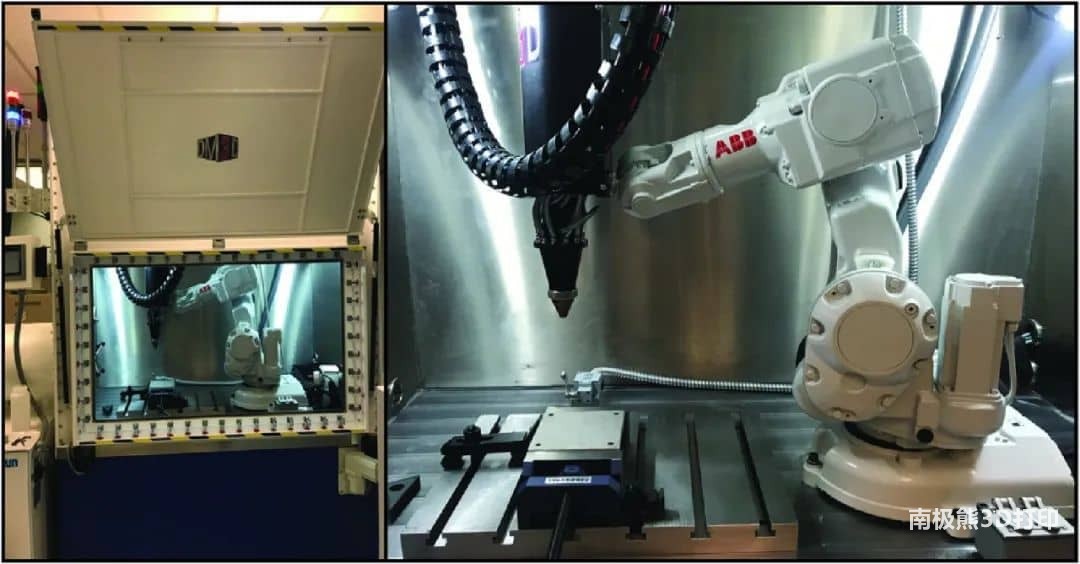
ͼ4 ����е�ֵ�DED������
ʹ�ò���֣�SS316L����ĩ���е��߳������ڱ������ı����£�������������������һ��֧�ܣ����ڽ������װ�ڻ�����ĩ��ִ�����ϣ���ͼ5��ʾ��֧���������е������Ա��Բ�ͬ���ӽǡ��ǶȺ�������鿴�۳ء�����Ŀǰ�Ĺ����������װ��ɨ��·��������ͼ�У��۳�λ����Ұ�����ġ�
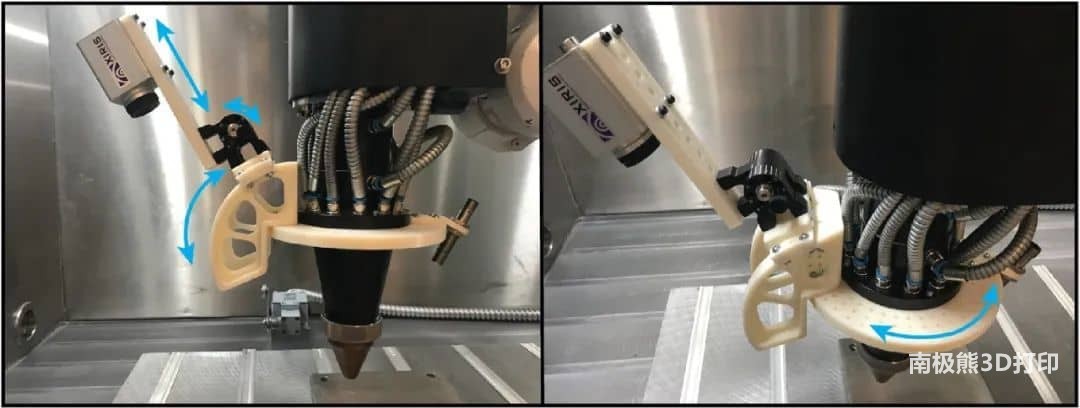
ͼ5 ��װ��DED������ϵͳ�ϵ��Ӿ�ϵͳ����װ֧�ܿ�����Ӧ��ͬ�Ľ��ࡢ����ڴ�ֱƽ����ӽǺ�����ڳ���·�����ӽǡ�
�������п������㷨ּ���ƹ����ڴ����۳����ݼ���ʹ�����ֵͳɱ�������뷨�ǽ���HDRͼ������ȡ������ijߴ��ڸ����ۻ�ģʽ���������¹���������
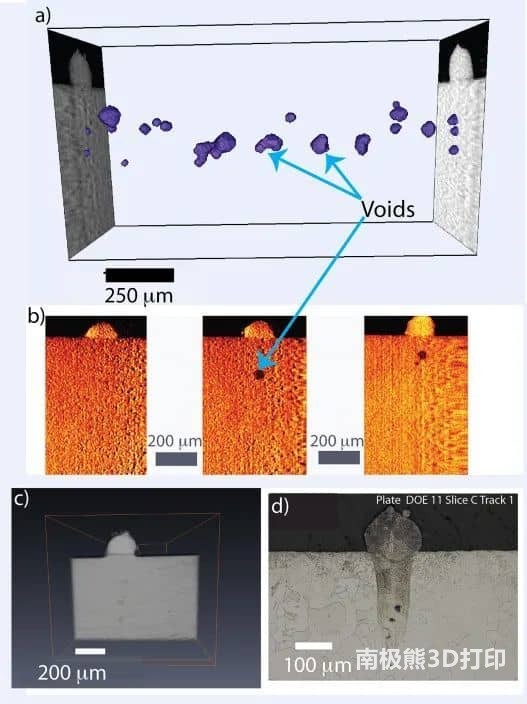
��Ʒ��SR��Tͼ��a�Cc����ʾ����ұ���о��ڼ�С��ģʽ�����ۻ��������γɵĿ�϶��d����ͼ��a����ʾ����ά��϶�ֲ���ÿ����϶��ʾΪ��ɫ��ͼ��b����ʾ����Ʒ�ؼ���켣����λ�õ�һϵ��2D����档����ǻ�IJ���ȫ�����ڼ�����β�������¿ն����磨a��-��c����ʾ��
3.2���������
���������ǵ�����dz����ĸ߶�ͼ����ͼ6��ʾ��������һ���㷨����ȡÿ�����������ļ������������Ⱥ߶ȡ�Ϊ������ճ���������������������ʹ�ô��ڴ�СΪ10���ƶ�ƽ���˲�������y����ɢλ�õ�ÿ�������������й��ˡ���ͼ7�У���ɫʵ�ߺͳ�ɫ���߷ֱ���ʾԭʼ���ݺ������ݡ��������浼�������ֵ����Сֵ���������߽紦�Ķ��£���Щ�����Բ�ֵ�ģ���ʾΪ��ɫ���ߡ��ĵͲ�ֵ�ߵĽ�������˳������ϵĿ��ȱ߽硣��������ĸ߶ȱ���Ϊ�������ȱ߽�֮���е㴦�ĸ߶�ֵ��
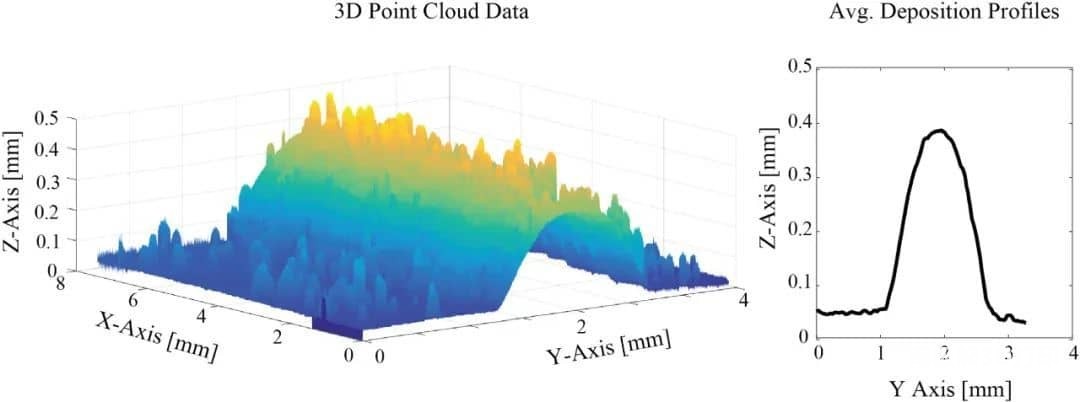
ͼ6 ����������ɨ��ij������ƣ��߶ȣ����ݡ�
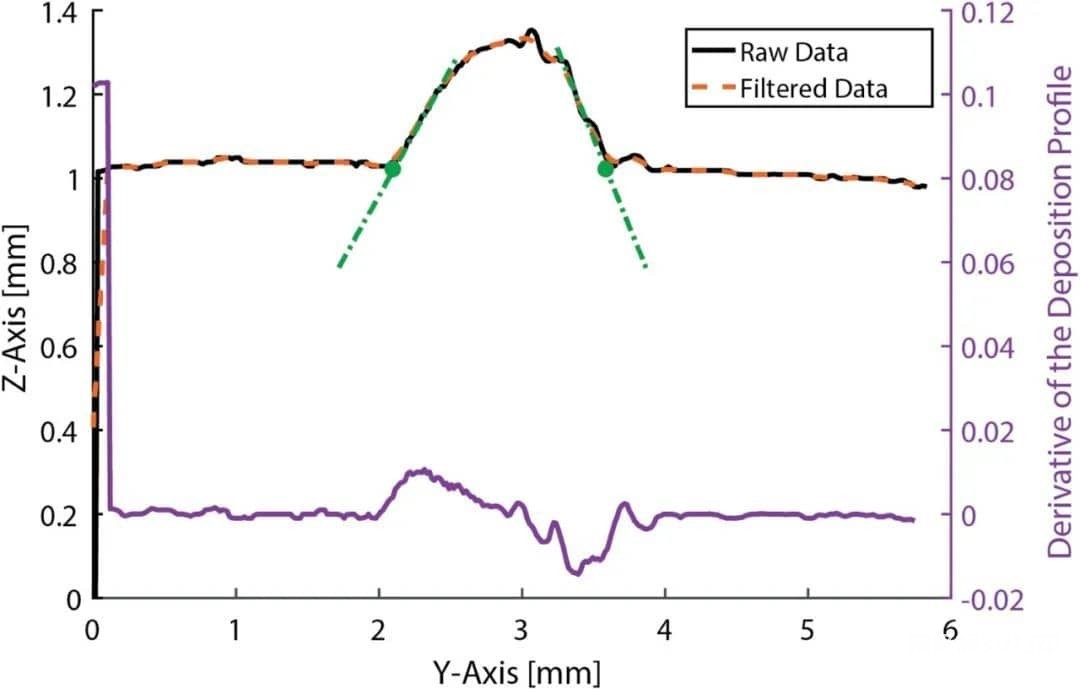
ͼ7 ��ԭʼ������������������ȡ���������߱�ʾ������Ե��ֱ����ϡ�
���ڶ���ԭ������������ȡ��ܣ����ġ��۳غͰ׳������ж�����Ӿ������ߴ��뼤�������Ǽ�������֮�����ֱ�ӱȽϡ��Ӿ�ϵͳ���ij�����λ��A1ƽ���ϣ�ͼ8��������ÿ��ʱ���ʵ���۳ؿ��Ⱥͳ��ȵĺ��������������������ļ�������λ��A2ƽ���ϣ���ͼ8���������˳������Ⱥ߶ȡ�ͼ9 �������ź�ע�᷽���ĸ�����
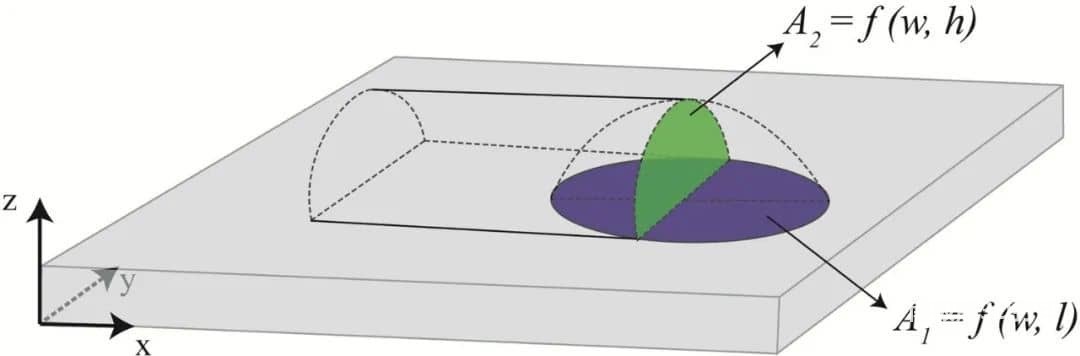
ͼ8 ���������Ǻ�HDR�Ӿ�ϵͳ�����IJ�ͬ�۳�����
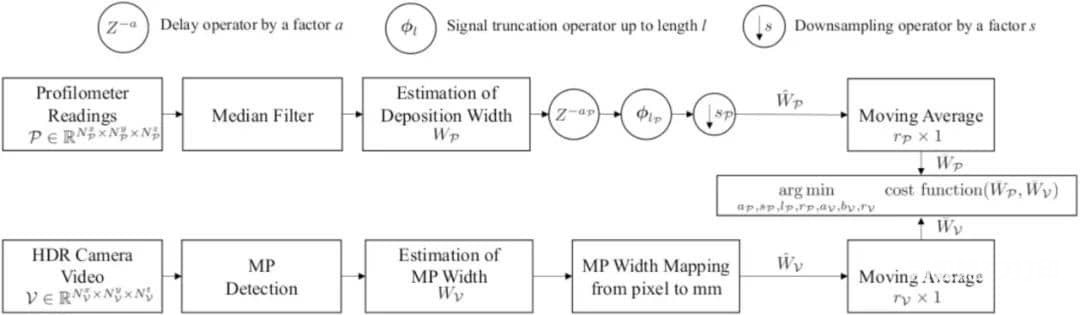
ͼ9 �����ź��������Ŀ�ͼ��
(���α༭��admin)

 CNES����INTAMSYS�ۺ���FF
CNES����INTAMSYS�ۺ���FF ���������ݲ��������Ե���
���������ݲ��������Ե��� ����3D��ӡ��������Ӧ�ã�
����3D��ӡ��������Ӧ�ã� MIT��ͻ�ƣ�����뵼��Ҳ
MIT��ͻ�ƣ�����뵼��Ҳ ����ѷ��HolcimͶ��14Tree
����ѷ��HolcimͶ��14Tree ����SLS 3D��ӡ�������ϣ�
����SLS 3D��ӡ�������ϣ���������
- ��CNES����INTAMSYS�ۺ���FFF��������
- �����������ݲ��������Ե�����-��ֽ��״
- ������3D��ӡ��������Ӧ�ã��ⳡ�Ϸ�Ƥ��
- ��MIT��ͻ�ƣ�����뵼��Ҳ��3D��ӡ����
- ������ѷ��HolcimͶ��14Trees�ƶ�������
- ������SLS 3D��ӡ�������ϣ����´�ӡ���
- ��Elastium��LaLaLand�Ƴ�No-MMOQ���3D
- ��ͨ�켯�����۶�Ͷ������½����¹��״�
- ��3D��Դ�������ӡ��С�ܼ���ģ������ģ
- �����Ͷ�����ILT�о�3D��ӡ���ŷ��ⷢ��
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


