仿生多层陶瓷/金属结构的多材料增材制造
时间:2022-04-27 11:16 来源:机械制造系统工程国家重点实验室 作者:admin 阅读:次
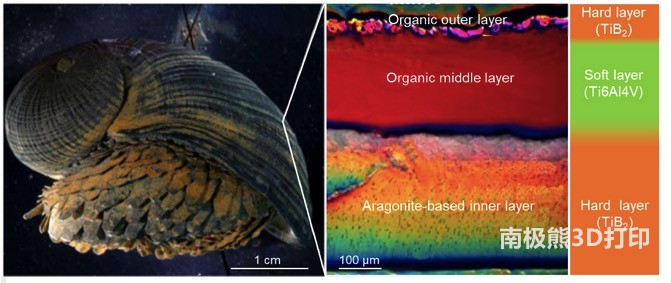
图1鳞角腹足蜗牛的外壳及设计的多材料层状结构

图2 XRD衍射、SEM形貌及界面处EDS图谱
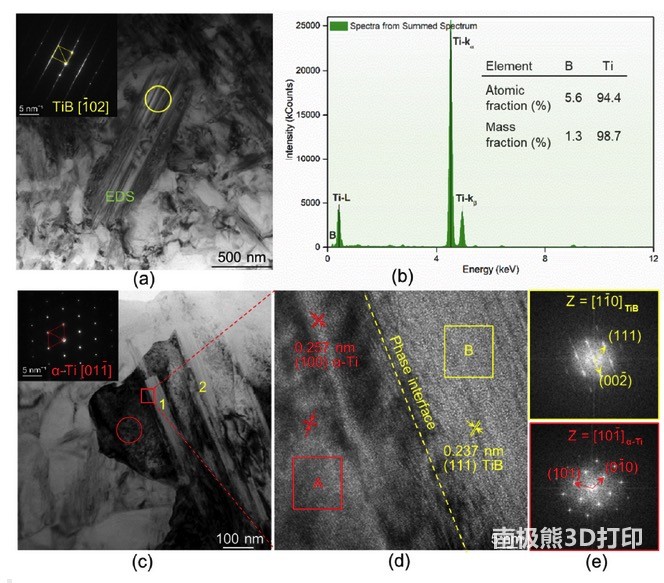
图3 层状结构TEM表征
如图4所示,不同区域的显微硬度从TiB2 (682.3 HV0.2)层逐渐变化到Ti6Al4V(403.6 HV0.2)层。沿层状多材料构件的构建方向(依次为Ti6Al4V、TiB2和Ti6Al4V),显微硬度先升高后逐渐降低,这与鳞角腹足蜗牛的外壳硬度变化趋势相似。界面处平滑的硬度转变和原子迁移有利于残余应力的释放和不同材料层的结合,提高综合力学性能。
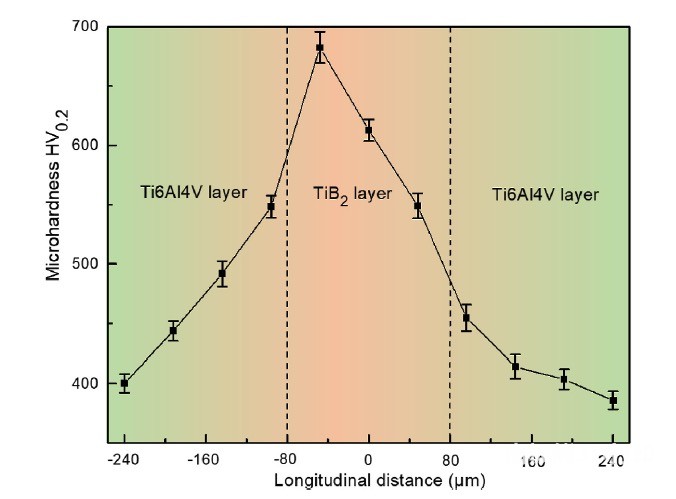
图4 层状结构不同区域显微硬度
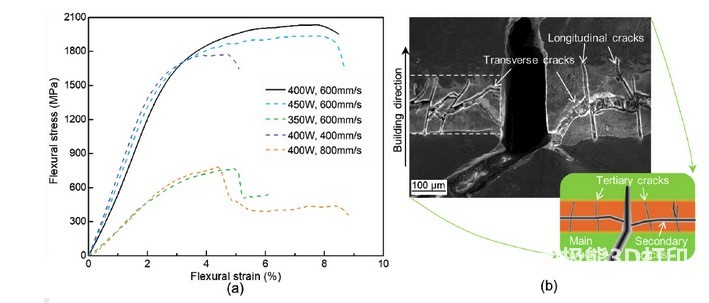
图5 不同参数成形试样的拉伸曲线及最高强度试样的截面
参考文献:
1.王瑞,顾德,林克,等。 仿生层状陶瓷/金属结构的多材料增材制造:形成机制和力学性能[J]. 国际机床与制造杂志, 2022, 175 https://doi.org/10.1016/j.ijmachtools.2022.103872
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


