钛金属DIW研究:3D打印金属丝在脱脂/烧结过程的间隙扩散
时间:2022-02-25 11:04 来源:材料科学与工程 作者:admin 阅读:次
法国里昂大学的研究人员评估了脱脂条件(温度、保温时间、加热速率、气氛)对Ti64 3D打印支架组织和力学性能的影响,对不同脱脂条件下的力学性能进行了讨论。相关论文以题为“Modeling of interstitials diffusion during debinding/sintering of 3D printed metallic filaments: Application to titanium alloy and its embrittlement”发表在Acta Materialia。
论文链接:https://doi.org/10.1016/j.actamat.2021.117224
本文通过DIW制备Ti64试样,进行不同工艺脱脂和烧结,脱脂温度分为350℃和500℃,保温时间为30min和2h,加热速率为1℃/min和5℃/min,最后试样进行1200×2h的二次真空烧结(炉冷)。
研究发现350℃是可以从3D打印结构中去除Pluronic F-127的最低温度。碳化钛只存在于500℃脱粘的样品中,其中间隙含量最高。这种存在解释了所产生的微观结构,具有更小的等轴α。当碳含量足够大时,从烧结温度冷却会使β相析出碳化钛。在0.34 wt%左右的氧当量下观察到的延展性下降与以前用MIM对Ti64零件进行的观察结果一致。由脱脂条件变化引起的碳氧摄入量差异可用扩散量定量解释。因此,钛的DIW后脱脂温度应尽可能的低,以尽量减少粘结剂向颗粒间隙的扩散。
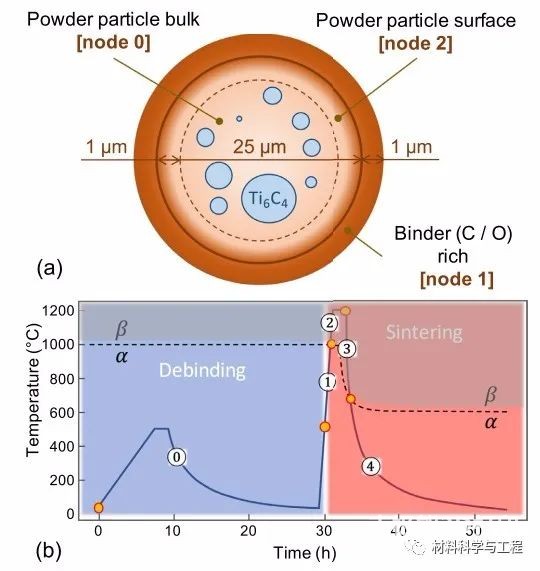
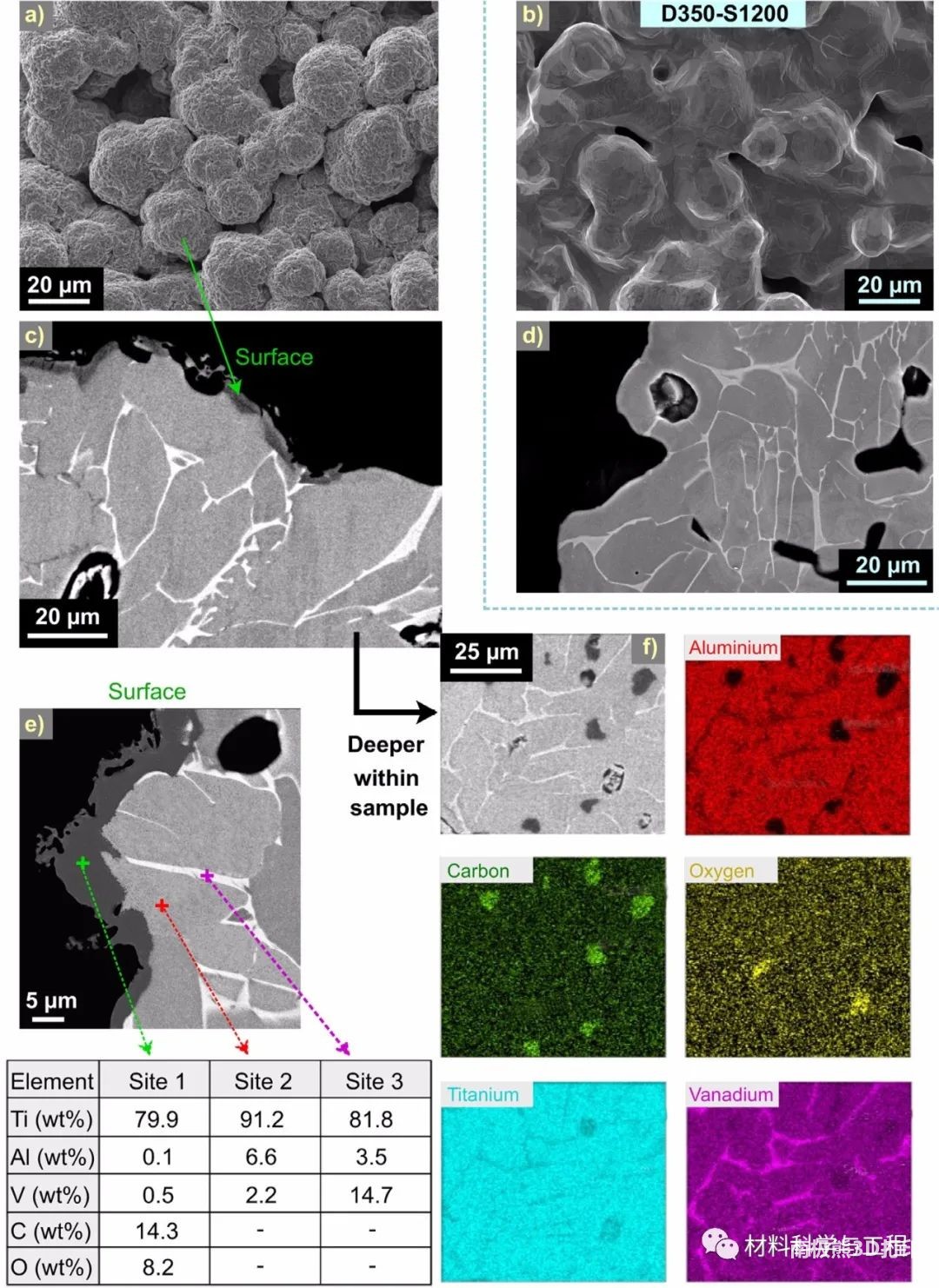
图2 不同处理工艺下的表面形貌、截面组织以及元素分布
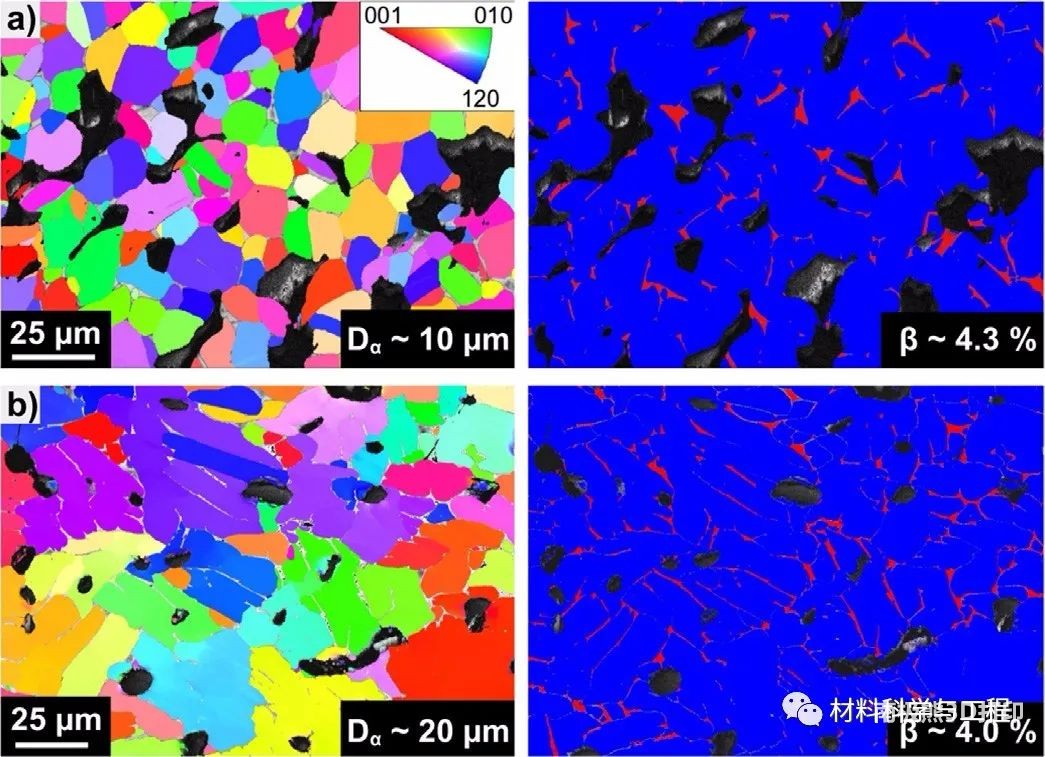
图3 烧结组织(a) D500S1200和(b) D350-S1200的EBSD反极图及其相图
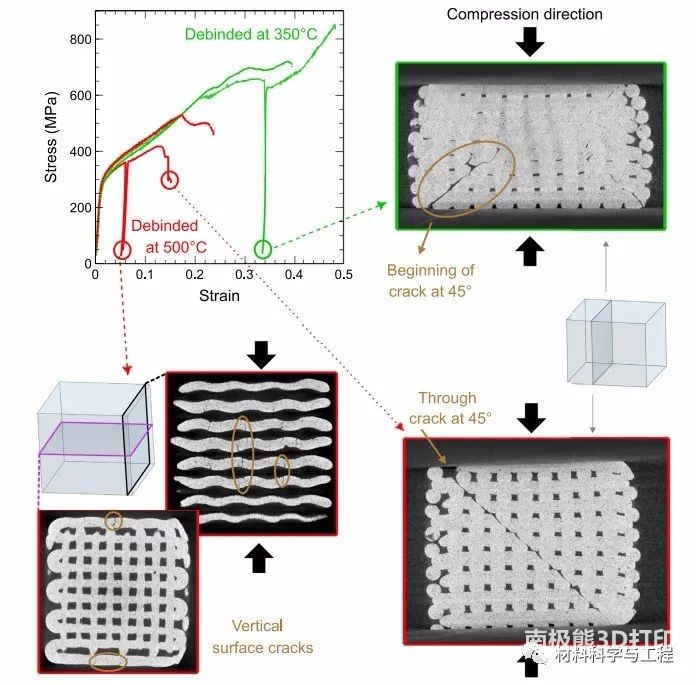
图4 D500-S1200和D350-51200的压缩应力-应变曲线和不同应变水平下的内部损伤
本文对直接墨水书写后不同脱脂处理得到的Ti64结构进行了间隙含量测定、XRD、SEM分析和力学性能测试。应用扩散/析出模型研究了碳和氧的吸收和钛碳化物的析出。在动态真空、350℃、加热速率为1℃/min的条件下脱脂处理30 min,获得了最佳的碳氧吸收。这种处理导致C和N含量符合ASTM F1108标准用于外科植入的Ti64合金铸件。与标准要求的0.20 wt%相比,氧含量仍然偏高,但可以通过优化烧结条件和/或调整所使用粉末的间隙含量来降低。本文对3D打印在钛合金上的应用具有指导意义。(文:破风)
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


