���ºϽ�Ŀ������������ԣ������յ����ɵ����ס���ȴ���ʺͽ�������
ʱ�䣺2022-01-07 14:13 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
�����������������������ʧ������϶������������ơ�Ȼ�����ϸߵ�����������ʧ��ζ�Ÿ������ȴ�ٶȡ��������������������Ҳ�����������ʵĿ��ƣ�ǿ��Ӱ�����ĵĿ������ԡ����о����ڿ�϶�ʡ���Һ�嵽�������ȴ�ٶȡ��ӷ���������ʧ�������������Ŀ�������ͼ���Խ��������ºϽ�ijɷ�����������������ϵ��������ΪAMӦ���������ºϽ�ɷֵ�����ṩ�˻����������ѧ�Ĺ��ߡ�

ȼ������������������Morris Technologies��������������ͨ����е�ӹ������죬������ͨ������������������������
1.����
�����������죨AM����3D��ӡ�ǵ��Ĵι�ҵ�����е����ּ���֮һ������ν�ġ���ҵ4.0�����Ӷ����е�����ҽѧ֧�ܵ�������������ҶƬ��������һ��һ������Ӳ��ϣ����Դ�ӡ���ӵIJ����������ڴ�ͳ�ļ��������������졢�ӹ����и��ΪAM������ʱ�Ҿ��ø�Ч�ش������ӵ�3D��״������ȼ���Һ����ֻ��ĺ������������������Ҫ���и������ԣ���ʵ�ָ߷�����Ч�ʣ�Ŀǰ�������ºϽ����ʺϡ�ͬʱ�����ӵ�������״Ӧ�Խ��ٵ����칤�վ�ȷ���죬��ʹ��AM��Ϊһ������ϣ���ĺ�ѡ�ߡ�
Ȼ����ӡˢһ���ر����ں��պ�����;�Ľ�����Ҫ�����������л������˽⣬���ۻ������������������γɵ������塣���������о��ӽ���̬���¶ȶ���Һ̬�������ⲻ���dz��ڼ�����Ҫ�ԣ�Ҳ�dz��ڿ�ѧԭ���⣬���ڼ�������ѧ�Ĺ�Һ���ͨ������ƽ��������������洦�ľֲ�ƽ���������������ڴ�ͳ��������£����Ӧ������ұ�������ѧ��������������Ϊ������ܲ���AM���������ΪAM���¶ȿ��Գ����е㡣
AM����Ҫ���˿��ǹ�̬����֮���������������Ϊ�����������Ŀ������Ի�3Dӡˢ�ԣ�����С���Ȳ��࣬��ȷ���ڿ�����ȴ�������¶�ʱ��AM���ֶԳ�Ʒ���е�ȱ���ǰ�ȫ�ġ��ر��ǣ���Ҫ�о�Һ���������Ϊ����Reynolds��Re��������Һ���е�����������P��clet��Pe������������ں��պ����½������Ӧ���е��������ºϽ��е�AM������Ҫ���壬��Ϊ����ЩӦ���У��ṹ������ͨ���ܵ����ƺ�����Ӱ�졣
��������У����ǽ����õ�AM�������Զ���Ϊ����i��������������صĿ�϶�Ⱥ�δ�ۺϣ���˲��ײ�����϶�ȣ���ii����Һ�嵽�������ȴ�ٶȽ��������ӻ�����Ӧ���Ϳ��ѣ��Լ���iii����L-PBF AM�����лӷ���������ʧ��С����Щ���Ŀ������Ա��������������ºϽ���������졣����i����ȱ���γ��йأ�����iii����ֲ��ɷֱ仯�йأ���Щ�������ղ�Ʒ��ii���Ļ�е����ֱ����ء�Ҫ����ʵ��ͽ�ģ֮������Эͬ���ã���ȷ�������Ϻ�����AM���Ϻͼӹ���ƹ�������һ����ս��
�������ºϽ���һ�ָ��²��ϣ���Ƕ���Ũ���������������еĦá�����仯����ǿ����ͨ�����á�ǿ����ͨ���Ż�Al��Ti������Ni3��Al��Ti�����ṹΪL12����ʵ�ֵģ��Ի������Ħá�����������Ӷ�ȷ���������ܣ�������ƣ�͡���ˣ�������������Ƹ��ºϽ���ԣ���Ҫ���¶ȷ�Χͨ�����۵㸽����
Ȼ��������AM���յĶ����ԣ���ʹ�����챻��Ϊ�ɴ�ӡ�Ͻ������£���������Ҳ�ǿ��ܵģ�����IN718��IN625����Щ�Ͻ�Ҳ���ڿ�϶�ʺ�������ʧ����ˣ������б�Ҫ�����ºϽ��һЩ������ѧ���࣬��������Һ������������ϵ�������������ͺ���������AM����������۽ṹ�仯���ض�λ�����Ե�����ЧӦ��
ͬ����Ҫ���ǣ�Ӧ���������ºϽ��AM���о���ѧ���̹�ϵ���Խ���AM�������Եı�����ͼ1�����п�϶����Һ���е�������������ġ���������ض���ѧ��ȷ����϶�����������ղ�Ʒ�����������Ҫ�ԣ����Ƕ�������������о���������Ϊֹ��ϵͳ�IJ����о���û�кܺõ���ɣ�ֻ������һЩ�����ԵĹ�����
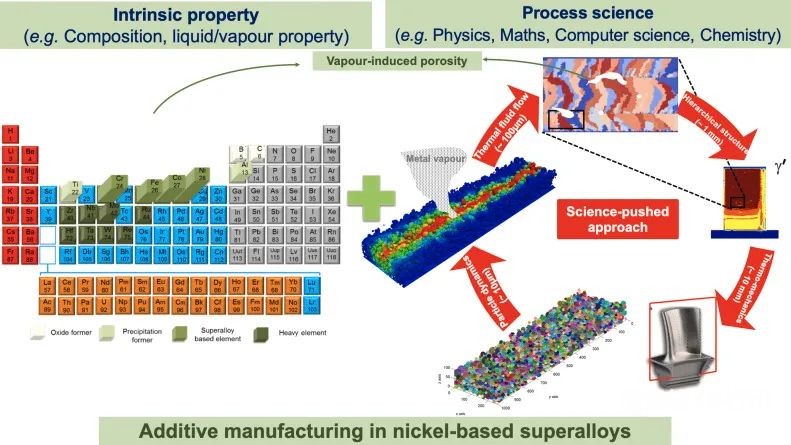
ͼ1 �������������߶ȹ��̿�ѧ��ϵ������ʾ��ͼ��ǿ�����������Կ�϶�ȵ�����
��ˣ����о��ĵ�һ��Ŀ���Ǹ��ݻ�ѧ�ɷ�ϵͳ������100�����������ºϽ��Һ���������ܣ��⽫������ΪL-PBF AMӦ��ѡ����ʵĸ��ºϽ����ܡ��ڶ���Ŀ������������һ���ֽ�����������ʱ仯��Χ�ڣ��ӿ�϶���γɡ���ȴ�ٶȺ�������ʧ�ȷ��涨���о�����ض���ѧ����������Re��Pe�Ĺ��ղ������⽫�����ڸ������˽�AM�Ŀ������ԣ��Լ�֮ǰ������֪ʶ��
2.����
2.1. �Ȼ�ѧ��������
�ɹ����ý���AM��Ϊ���˽���յ��۽ṹ���������ܺ�ȱ���γɵ�DZ�ڻ��ƣ����Ż�3D�������ܡ�AM�е�һ���ؼ�ȱ�������ף��������������������ȱ���ۺ����͵����ף�������Һ���е��������ಶ������ġ����¶ȸ��ڲ��ϵķе㣨��һ��ѹ���£�ʱ���������ڱ����ϻ����������ϣ����ͻᷢ��������Һ-����䣩�������ڸ��ºϽ��У�����ı���ϵ�״̬��ʹ���Ϊ����������

2002�꣬�ո�������˹�ٵĻ�������ǣ�Wyman Gordon����263�Ͻ�ѹ���˵�һ�����ºϽ�ܡ���Ȼ������Խ϶̵Ĺܵ����ɳ���ߴ�������Ƴɵģ�����֤���������ڹܵ��Ŀ����ԡ�2011�꣬�¿���˹����˹�ٵ�Wyman Gordon��ѹ����һ�������740H�Ͻ�ܡ���378 mm�⾶��88mm����10.5 mL�ܵ�����ͼ��ʾ��
��������Դ���������ۺ�ģʽ���Ǵ����ۺ�ģʽʱ�����ܻᷢ������������ϳɹ��սṹ���Եļ����ܣ�ͼ2��a������Ҫ��֤AM�Ŀ������ԡ���Ҫ����Ҫǿ������Ҫ����ϵͳ�����������ʣ��ر���Һ�����ʣ�ȡ���ڳɷ֣���Щ�����۵㣨ȡ����ѹ���ģ��е㡢����ϵ�����ܶȺ�ճ�ȣ���ͼ2��b����

ͼ2 ��a�� �����Ĺ��ղ��Ϲ�ϵ����b������þ�������ѡ�п��ͭ���������Ͻ���ܶȺͶ�̬ճ�ȣ���c�� �������ºϽ���ҪԪ������ѹ���¶������ԡ�
���ºϽ�Ļ�ѧ�ɷ�ͨ����10-25��Ԫ����ɣ��ɷ�Ϊ���ࣺ���������Ni��Co��Fe��Cr�������ͬ��ԭ�������á�ǿ�����γ�Ԫ�أ�Al��Ti������Ԫ�أ�W��Mo��Hf��Re��Ta��Nb��Zr�����������C��B�������ijЩԪ�ظ���������������룬���ҪԪ�صĹ����ܸ�Ϊ������ͼ2��c����ʾ��Al��Cr��Fe������ѹ������Ԫ�ص�����ѹ��������ЩԪ����������������������Դ����ķ�ֵ�¶�ԼΪ3000��C����Ԫ�ؿ��������ڸ��ºϽ���ƫ����Ӧǿ�����ǣ�������Ҳ����Ӱ��Һ̬������Ϊ�ֲ�����Ŀ�϶�ʡ�
2.2. ������������������ѧ
Ϊ�˽�һ���о����±���ṹ����϶�ʷ�չ���۽ṹģ����������������ԣ�ʹ�����ǵ��ڲ�CFD����TATM-MEX������һ�ּ������嶯��ѧ��CFD�����㷽������ģ�⼤����Դ�ͷ�ĩ����֮�������ã���ͼ1��ʾ����ģ���У�L-PBF AM�����д��ڵ����н�������������������ëϸ��������Marangoni������ëϸ�������ͷ���ѹ������������ģ�⡣��������У��������������������������ͷ������������ʧ��
�ó�����ͨ����������ɢ���ڵ�������������������������Ԫ�ء�Һ/������ͨ��ˮƽ������������������������ȷ�����me�غ㡣�����ԡ����������������������Ŀ��Ʒ��̷ֱ�Ϊ��
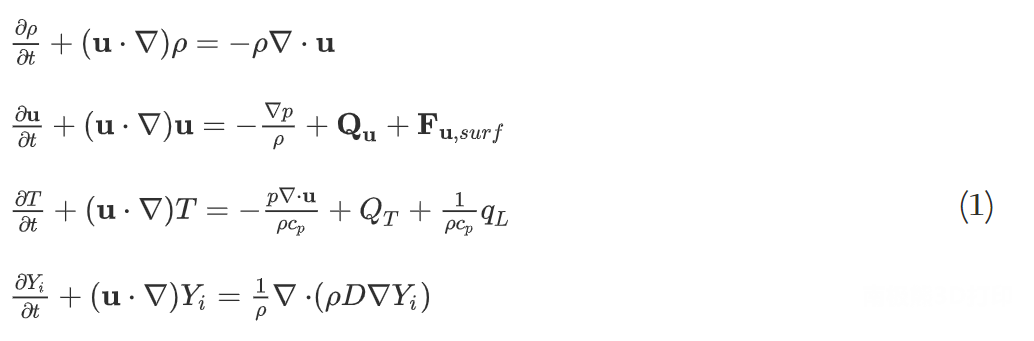
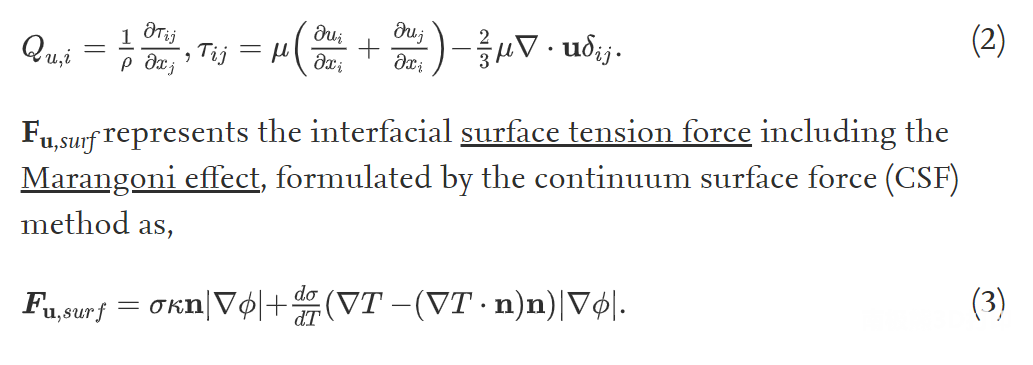
���Ц����ܶȣ�u���ٶȣ�T���¶ȣ�p��ѹ����D����ɢϵ����Yi������i��������������������Ϊ����������i����N2��O2�ͽ�������Ԫ�ء�Qu��ʾţ��ճ����������ʽ������
QT���ȴ��������Fourier���ɵ��ȴ�����������ɢ���ʴ��ݡ�ճ�Թ������DZ�Ⱥͷ��䴫�ȡ�

����Vi����Fick���ɱ�ʾ����ɢ�ٶȡ�
Һλ���ú���F���ڲ�Һ��/����������״��F���з��ž��뺯��������F=0��ʾ�ӿڣ�F>0��ʾҺ���F<0���ࡣ������

����sL���������µı���ع��ٶȡ�Ϊ����ȷ����������ʱʹ��F������ת��Ϊ��ɫ�����ͣ���F��һ��Heaviside���������磬�ܶ��ɦѸ���=��1-�ͣ���G+�ͦ�L�����Ц�L�ͦ�G�ֱ�ΪҺ��������ܶȡ�
�ڸô����У����߸��������������㡣���輤��������ǧ��������ɣ�������ÿ�����ߵĹ켣�����ݾֲ�������ǣ����淴��ٶ�Ϊ���淴�䣬��������ϵ������Ϊ0.6����1���е�qL���������������������������������������ӦԾ��������Һ��/����������ƽ�����

����MeΪ�����ʣ�IΪ����ǿ�ȣ�hΪ����ϵ��������ϵ����nΪ���淨�������±�L��G�ֱ����Һ������ࡣ���ű�ʾ����[f]=fL fG������ѹ���������������棬������������������Լ�������������洦���ٶ�����

���У������ٶ�uS��Һ���ٶȺͱ���ع��ٶ�֮�ͣ���uS=������ʵ����+sL��

�����������������������ѹ����Clapeyron-Clausius ��ϵʽ������
ͨ����⣨1��-��8���ķ����飬���Է����ͺ�����������������ѧ��Һ/������仯���ݱ䡣��ϸ��ģ��������ģ�Ͳ�������
CFDģ����Ӧ���ڲ����ķ�ĩ�����ֲ����ۻ���ֱֵ��Ϊ14��m������ĩֱ��Ϊ36��m������ֱ���Ϊ2.5��m��������Ϊ440��m��230��m��230��m������161�������㡣400�ļ�����ԴW��ɨ���ٶ�Ϊ3000����mm/sģ����������о��˳ɷֶԼӹ���Ӱ�졣Ŀǰ��������ڿ���ɨ���������ۻ����۳ض���ѧ������ýϴ��Ա������ؿ������졣
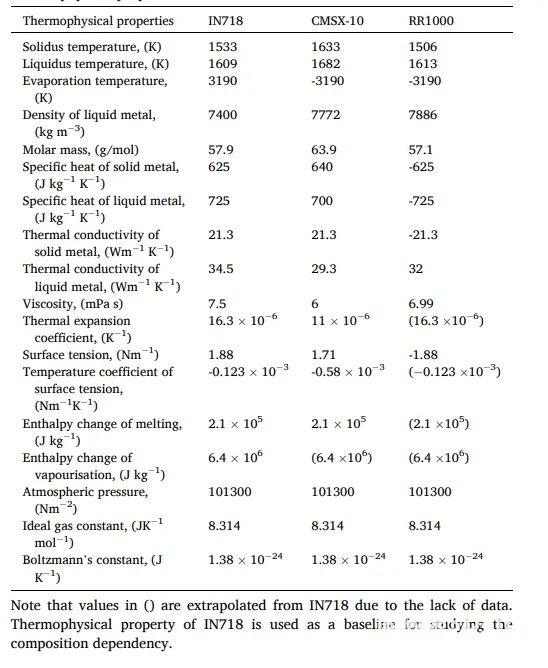
��1�г���Ϊ���졢�ȼӹ���AM����Ƶ�ѡ���������ºϽ𡣱�2�����˻��������ºϽ�IN718�Լ�CMSX-10��RR1000�����������ܡ���ע�⣬���в��ϲ��������¶��йء���������ͼӹ��������3��ʾ��
��1 ��ǰ�о���AM���������ºϽ��ѡ���ɷ֣���λΪwt%����ƽ�⣩��

��2 ������������������������ʡ�
��3 ������ʹ�õ���Դģ�Ͳ�����
3.���
3.1. ��ѧ���̹�ϵ
Ϊ�˸��õ����⻯ѧ���̹�ϵ��ϵͳ���о���Һ�����ʵijɷ������ԡ�������������Ϊ�в�����������ơ���������̬ճ�Ⱥ��ȵ��ʡ����ݣ�Һ��Ķ�̬ճ�Ȧ̿ɸ��ݾ������Ϊ��

���У�wiΪԪ��i�������ٷֱȡ���һ�����ϵ����������Cr��Fe���ؽ���(����W��Re��Nb��Ta��Mo��Hf)��ɵĺ�����ͼ2(b)��ʾ�˺��������ºϽ��в��������ܶȺ�ճ�ȵı仯������ճ����5.0 - 8.5 mPa s��Χ�ڡ����ܶȴ���IN718��CMSX-4�Ķ�̬ճ�Ƚϵͣ�˵���ȵ����������ֵ�ý�һ���о���
ֵ��ע����ǣ����ݣ�9������̬ճ������Ԫ��û��ֱ�ӹ�ϵ����ͼ3��b����Ȼ�����ڿ���������ʱ����̬ճ�Ⱥܿ��ܳ���ij�����ƣ���ͼ3��c����������ºϽ�Ķ�̬ճ��ͨ�����ڶ�����ºϽ𡣸��ݵ�һ����ֵ�����ԶԶ�̬ճ��������Ʀá�����������������㹫ʽ���£�

�����Ǧá�ǰԪ��Al��Ti��Ta��Nb��ԭ�Ӱٷֱȣ���֮��ͼ3��d���������á�ǰԪ�غ���Խ�ߣ���̬ճ��Խ�ͣ�������Ԫ�ء�����������Խ�࣬Һ��ճ��Խ�ߡ�ͨ��AM�ɹ��ӹ��ĸ��ºϽ𣬲��ڽϴ��ʵ�ĵ���ͻ����ʾ�����Կ���������нϵͶ�̬ճ�ȵ�������ºϽ���ȣ����нϸ�ճ�ȵĶ�����ºϽ�����ڽ����������졣��ĿǰΪֹ��Һ�����ʣ��綯̬ճ�ȣ�������AM�����жԹ�������Ŀ�϶�ʻ���������Ҫ���á���������������������ºϽ����Ŀ������Եı���

ͼ3 ���졢�����AM���ºϽ���Һ�����¶��¼���Ķ�̬ճ�ȣ���Ϊ��a���Ͻ����ĺ�������b�� ��Ԫ�أ���c������������d�� �á����������
���ڵ���ϵ���ı仯������[27]�еİ뾭���ϵ������ϵ����k��Ϊ298�ڴ�����������ºϽ��У�K����Ϊ�������������Ժ�����k�ı���ʽдΪ��

���о����������ºϽ���Һ�����¶��µ�k�ɽ���ΪXA1�ĺ�����������ΧΪ28�C35WM−1K−1��
3.2. �����嶯��ѧЧӦ
�ݱ�����һЩ���и�ճ�ȵ��������ºϽ�˵���˵�ˮƽ�ӹ����µġ����ס����˴�����϶�ʲ���Ϊ��������δ�ۺ϶������Ŀ�϶���������ӹ����֮�ȡ����ⷽ�棬��϶�ȿ�����AM�Ŀ������Ա���Ϊ�˽�һ��֤���������ºϽ����������ܵ����ã�ʹ�����в��õ�����������ģ�͡�
��ǰ������Ϊ�˽������AM�����е���-�����������ϵ���������ǽ���ͨ��Reynolds����Re��UL/V��ͨ��P CeLe����Re= UL/A�������������������������ⷽ�棬U��L��ʾ�ٶȺ��۳سߴ磬�湤����������϶��仯�������=��/p���˶�ճ�ȣ��ͦ�=k/pcp������ɢϵ���������ܶȣ�k�ǵ���ϵ����cp�����ݡ����ٴ�С���������ȱ��L��������ͨ��CFD�����������������
��Դ�����ռ�������
Ϊ���ڻ�ѧ����֮�佨����ϵ��IN718�����Ա��������ߣ��ڱ����������ղ������������£�ֻ�С���̬ճ�ȡ��͡��ȵ��ʡ������仯��ͼ4��a������b����ʾ��t�����¶ȳ����ٶȳ�=100��s�����ڲ�ͬ�Ķ�̬ճ�Ⱥ��ȵ��ʡ�

ͼ4 ��a�� IN718���¶Ⱥͣ�b���ٶȴ�С�涯̬ճ�Ⱥ͵���ϵ���ı仯���仯������ƽ��λ�ڼ����������ġ������ߡ���ʾʵ��IN718���Ե������
��������ͼ�д�������ɨ�衣����������£��ڼ��������������������ࣩ�γ�һ��С�ף���С���棨С���Ҳࣩ�γ�һ���۳ء���������£��۳ص�������״���ƣ�����ϸ���ϣ�������״���¶ȷֲ����в�ͬ�����Ƶأ�ͼ4��b����ʾ���ٶȷ����ڸ��������Ҳ��һЩ�仯������������Щ�仯����������
ͼ5
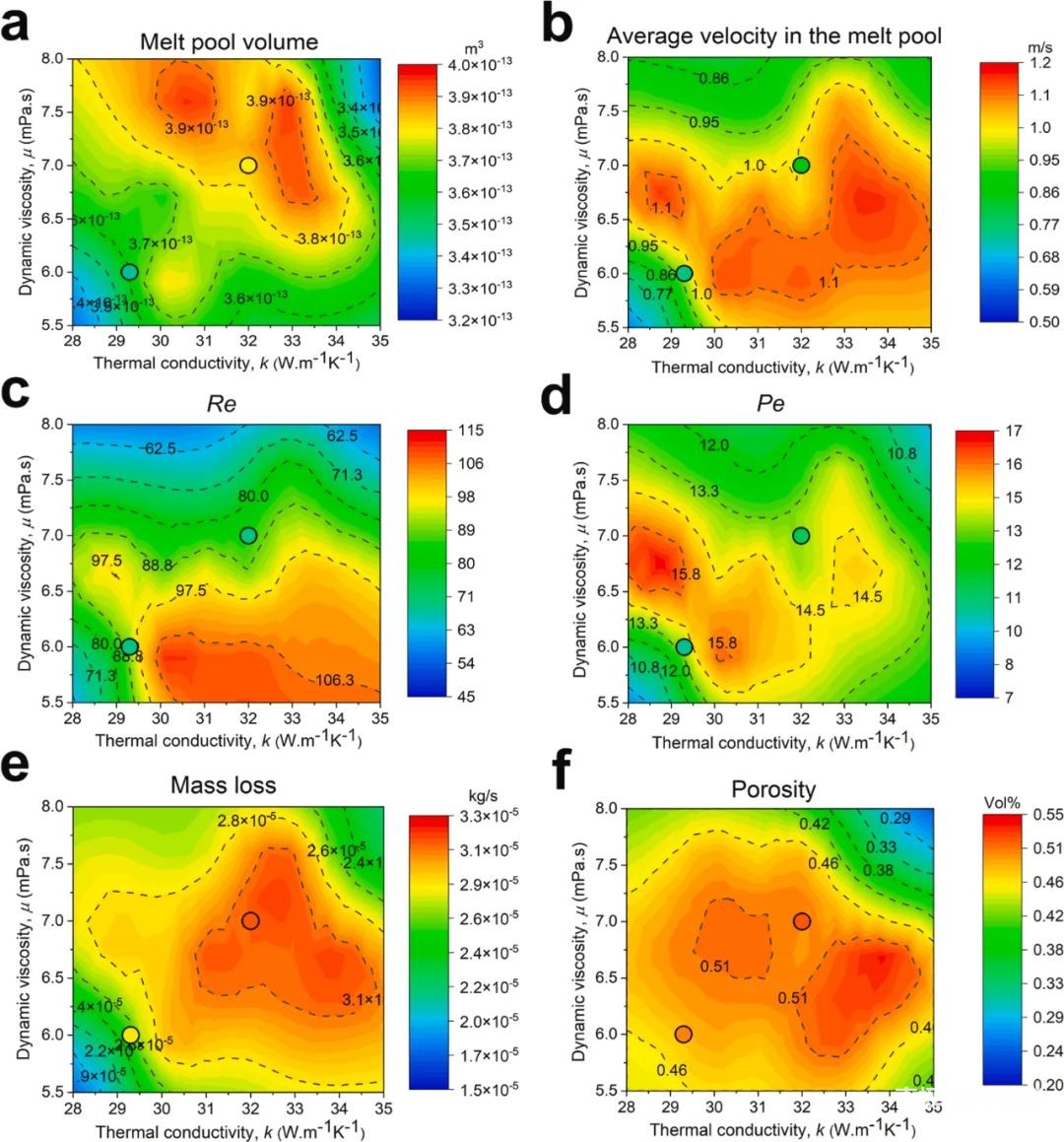
��̬ճ�Ⱥ��ȵ��ʱ仯�ĸ��ºϽ��AM����ͼ(��IN718����Ϊ��)�����·�ԲȦ��ʾCMSX-10���м丽��ԲȦ��ʾRR1000���Թ��ο���(a)����������(b)�����ƽ�����٣�(c)Reynolds����(d)
P��clet����(e)������ʧ�ʣ�(f)��϶��
ͼ5��a��-��d����ʾ���۳����Vm��ƽ���ٶ�.���۳��У�Reynolds����P��clet���ֱ���ں͡�Ϊ�����������������ºϽ�Ŀ������ԣ��������ָ��ºϽ�CMSX-10��RR1000�������˶���ģ�⣬�����������·����С����²��ֵ�ԲȦ��ʾCMSX-10���������ĵ�ԲȦ��ʾRR1000����̬ճ��Խ���۳����Խ��
������������������Ͻ�����̬ճ�Ⱥ�С�ȵ��ʣ����쵽���½�����С��̬ճ�Ⱥʹ��ȵ��ʣ������֮�£���̬ճ��ԽС���۳��е�ƽ���ٶ�Խ�����������Ͻǵ����½�Ҳ�������Ƶ����ơ������������̬ճ�Ƚϴ�ʱ�������ٶȽ���������Ҳ�ܴ�Ӱ�졣��Reynolds����P��clet���Ĺ��̲������������Ƹ�Ϊ���ԡ�Re�ı仯�������۳���ƽ���ٶȵı仯�������ơ�PeҲ�ܴ����Ͻǵ����½ǵ��������ơ�Reynolds���ı仯��Pe����ճ�ȳ����ٶȳ���������Խϴ�CMSX-10��RR1000�IJο������ڵ�ͼ����ʾ�����Ƶ����ƣ�����������۲쵽��ճ�ȡ����Ⱥ��������̵�����ͨ���������������ºϽ�
(���α༭��admin)

 CNES����INTAMSYS�ۺ���FF
CNES����INTAMSYS�ۺ���FF ���������ݲ��������Ե���
���������ݲ��������Ե��� ����3D��ӡ��������Ӧ�ã�
����3D��ӡ��������Ӧ�ã� MIT��ͻ�ƣ�����뵼��Ҳ
MIT��ͻ�ƣ�����뵼��Ҳ ����ѷ��HolcimͶ��14Tree
����ѷ��HolcimͶ��14Tree ����SLS 3D��ӡ�������ϣ�
����SLS 3D��ӡ�������ϣ���������
- ��CNES����INTAMSYS�ۺ���FFF��������
- �����������ݲ��������Ե�����-��ֽ��״
- ������3D��ӡ��������Ӧ�ã��ⳡ�Ϸ�Ƥ��
- ��MIT��ͻ�ƣ�����뵼��Ҳ��3D��ӡ����
- ������ѷ��HolcimͶ��14Trees�ƶ�������
- ������SLS 3D��ӡ�������ϣ����´�ӡ���
- ��Elastium��LaLaLand�Ƴ�No-MMOQ���3D
- ��ͨ�켯�����۶�Ͷ������½����¹��״�
- ��3D��Դ�������ӡ��С�ܼ���ģ������ģ
- �����Ͷ�����ILT�о�3D��ӡ���ŷ��ⷢ��
 ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ ��Science����һ
��Science����һ ������ߴ��մ�3D
������ߴ��մ�3D �Ͼ���ҵ��ѧ����
�Ͼ���ҵ��ѧ�����ȵ�����
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ������ҶƬ��������������������������
- ��������ߴ��մ�3D��ӡ���������մɳ�
- ����ߵ��������3D��ӡ�������߸�����֪
- ���¹����ֹ�����˫����3D��ӡ�������ٶ�
- �����¼�����̼��ά3D��ӡ����һ����
- ��3D��ӡ��SLA������SLS������ȶԱ�


