基于光频域反射技术的增材制造聚乳酸酯温度分布特征研究
时间:2021-11-12 20:28 来源:洪成雨课题组 作者:admin 阅读:次
试验过程
基于光频域反射技术(OFDR)进行增材制造模型内部温度特性研究,如图1(a)所示,本次试验采用的设备包括OFDR仪器(型号: OSI-S)、分布式光纤、3D打印机、PLA打印耗材等。OFDR的采集频率为10Hz,空间分辨率为3.62mm,传感精度为±0.1℃。打印机对打印方式、模型的填充速度、模型的填充密度、模型的支撑方式等都具有灵活的调节方式。
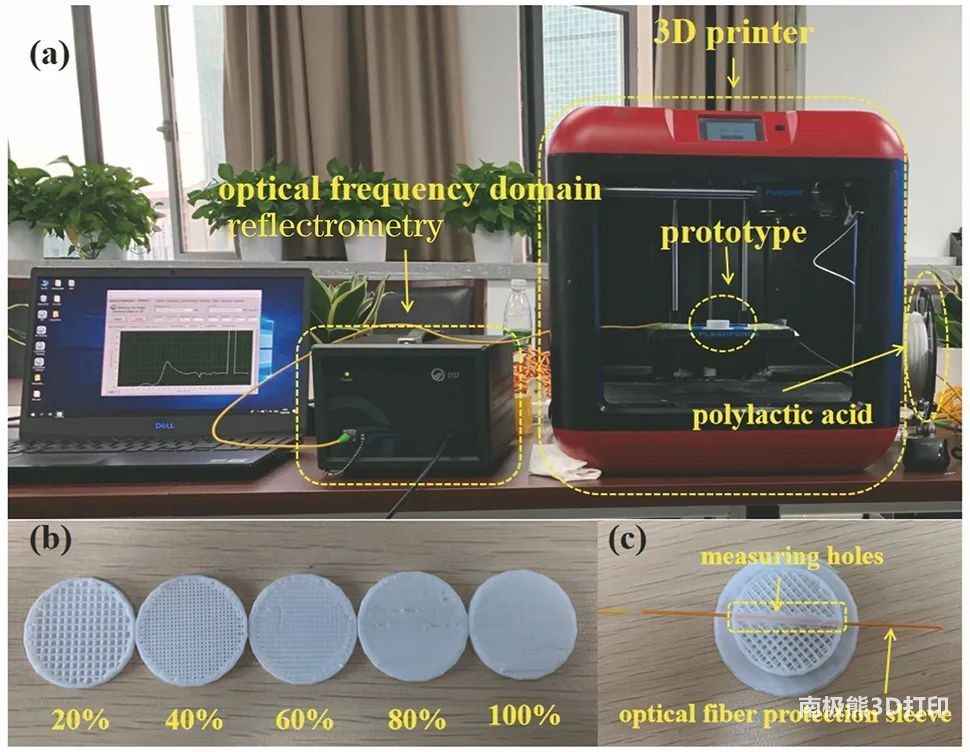
图1. 实验装置及过程
本试验模型直径为30 mm、厚度为10 mm的圆柱体,采用20%、40%、60%、80%和100% 这5种不同密度打印模型。将分布式光纤嵌入到模型内部的过程中,当模型打印到50%厚度时(图1(b)所示)暂停打印,然后迅速植入分布式光纤,并在模型两端的卡槽处使用胶水固定光纤。布置好分布式光纤后进行打印封装,直至模型剩余部分打印封装完毕。在对模型进行打印封装的过程中,使用OFDR仪器实时记录分布式光纤的测量数据,以便后续对打印模型的内部温度特征展开分析。
如图1(c)所示,本试验设计了一种直径为1 mm的孔结构,可在模型的打印中,将光纤嵌入该孔结构中,用直径为1mm的护套管保护分布式光纤,分布式光纤可在护套管中自由移动,保证光纤在整个模型打印制作过程中不受到任何打印外力的干扰,消除了打印过程中应变的影响,因此该嵌入的分布式光纤可以单独监测PLA模型在制作过程中任一时刻不同位置的温度变化特征。
测试结果
本研究完成了5组PLA不同打印填充密度的模型,如图2所示,分别为20%、40%、60%、80%和100%的密度下打印过程中不同位置的温度变化曲线。
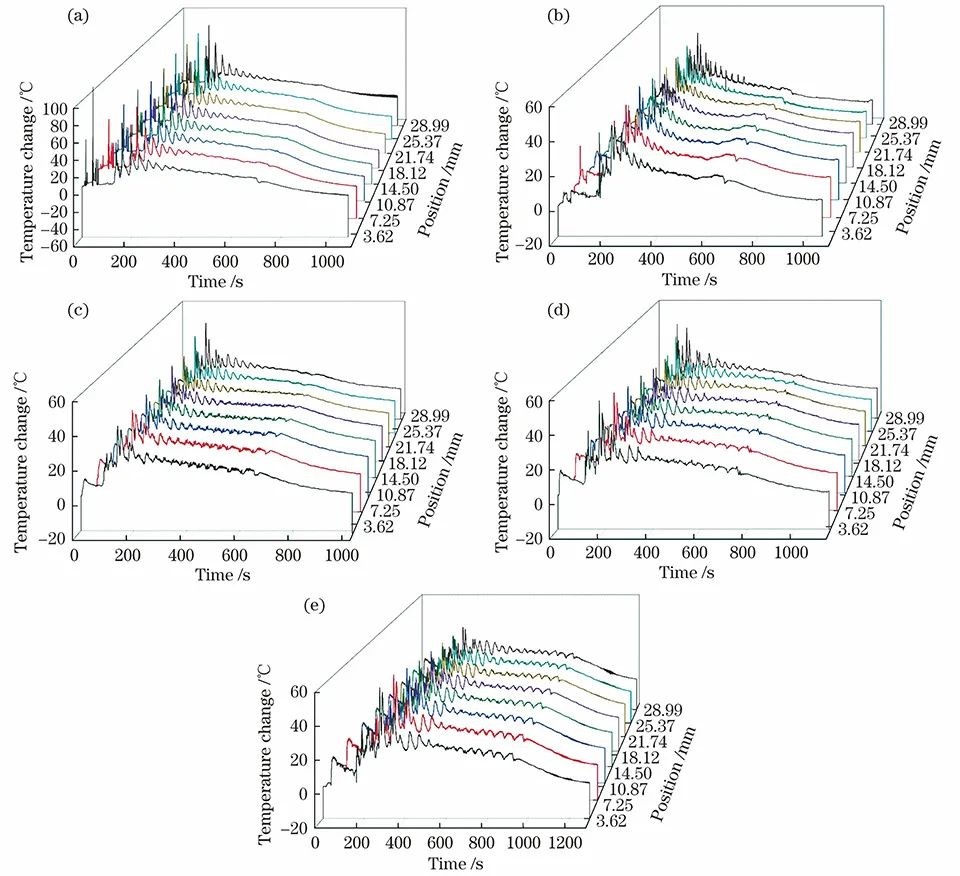
图2. PLA在增材制造过程中不同密度的温度变化量曲线
(a) 20%; (b) 40%; (c) 60%; (d) 80%; (e) 100%
从图中可以看出,在增材制造的过程中,PLA材料各个位置的温度变化量趋势是一致的,都会出现5个典型阶段,如图3所示,其五个阶段分别为:光纤嵌入阶段、温度检测孔洞封装阶段、模型填充封装阶段、模型封顶阶段、模型温度回归阶段。
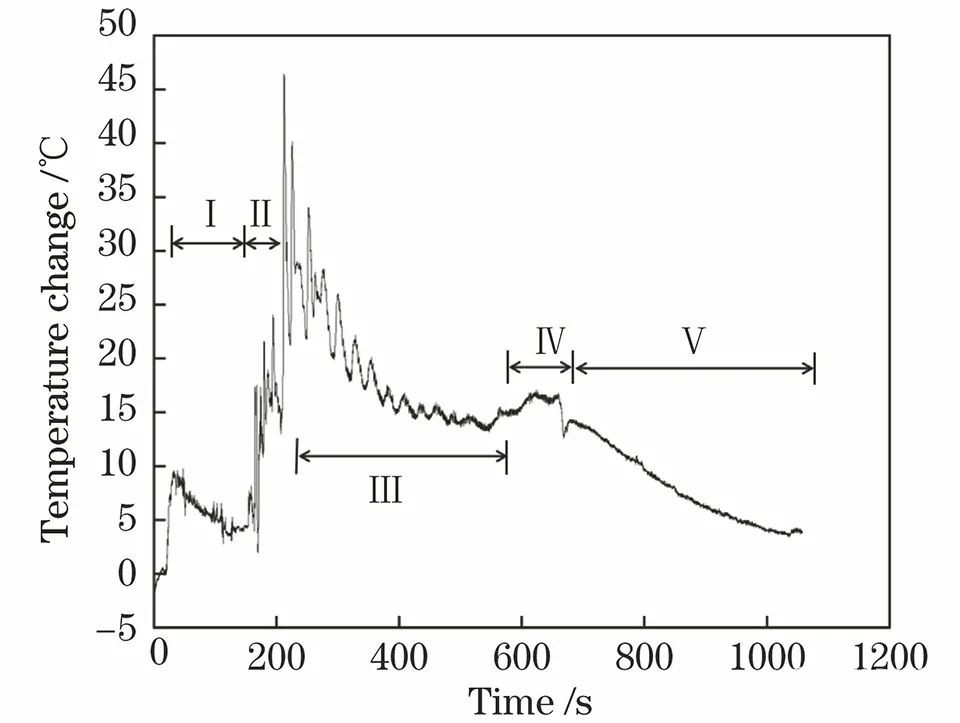
图3. 增材制造过程特征曲线
其中模型填充封装阶段(第Ⅲ阶段)即为打印过程中模型内温度变化情况。在该阶段,随着打印模型的逐层封装,内部OFDR分布式光纤的监测点处出现温度的上升与下降,形成了该阶段的温度变化量反复循环的变化趋势。
每一个循环代表一层耗材的堆叠,随着每一层耗材的堆叠,每层的温度变化量的峰值呈下降趋势,因为随着每一层耗材的堆叠,刚打印出来的耗材的高温传递到位于模型中间的监测光纤处时,由于传递过程中温度的散失,光纤监测到的温度变化量的峰值降低。
试验结论
通过OFDR技术将分布式光纤嵌入PLA材料模型内部,成功地监测了3D打印过程中不同位置的温度分布特征。通过对试验数据的研究分析,揭示了增材制造过程中PLA模型内部的温度变化情况,为打印耗材的选择、打印工艺的调整以及打印模型主体结构的设置分析等提供了数据支撑。
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


