西工大金属顶刊《Acta Materialia》:激光增材制造高强度异质结构铜合金!
时间:2021-09-20 13:59 来源:材料学网 作者:admin 阅读:次
导读:激光粉末床融合 (L-PBF) 增材制造用于通过将纯铜粉与钴 (Co) 亚微米颗粒接种来制造高强度铜
(Cu) 合金。研究发现,当 Co 的添加量低于其在 Cu 中的最大固溶度(4.75 wt.%)时,Cu-Co
合金的显微组织表现为粗大的柱状晶。进一步添加超过 4.75 wt.% 的 Co
导致不均匀的晶粒结构,在熔池中心附近具有大的等轴晶粒或柱状晶粒,而超细等轴晶粒位于熔池边界。微观结构表征表明,原位形成的双相纳米颗粒具有 Co
壳和氧化钴 (CoO) 核作为Cu 的异质成核位点,从而形成超细等轴晶粒。异质结构的铜钴合金的抗拉强度为 381.4±2.9 MPa,伸长率为
31.6±1.3%。由 L-PBF 后热处理驱动的 Co 纳米沉淀进一步将 Cu-Co 合金的拉伸强度提高到 491.1±12.6
MPa,而没有显著牺牲延展性。高强度和高延展性的结合将Cu-Co 合金与大多数传统和增材制造的 Cu
合金区分开来。该研究展示了一种通过异质成核显著细化晶粒来生产高性能铜合金的策略。
铜 (Cu) 和铜合金组件由于其优异的导热性和导电性,常被用作电力、管道、微电子制造和航空航天工业领域的导电和热管理器件。随着增材制造
(AM) 技术的进步,尤其是激光粉末床融合 (L-PBF) ,可以通过计算机辅助设计制造具有高尺寸精度的几何复杂 Cu
组件,而无需大量工具和机加工。然而,由于纯铜与钢和钛合金等其他工程合金相比本质上是软的,并且由于其高激光反射率而显示出较差的激光加工性能,将
Cu 与其他元素使激光 AM 制造具有高强度的致密组件。罗宾逊和同事将高达 30 wt.% 的 Ag颗粒混合到纯铜粉中,L-PBF 制造的样品在
500°C 退火后获得了 442 MPa 的高拉伸强度,同时牺牲了延展性(伸长率小于 10%)。此外,当使用大量 Ag
时,成本可能是这些合金的另一个主要问题。贾达夫等人。提出了一种改进 Cu-1wt.% Cr 粉末颗粒表面的方法,以提高 AM 可加工性。尽管
L-PBF 制造的样品在 1050°C 固溶处理和 450°C 时效后实现了 439 MPa 的拉伸强度和高电导率,但伸长率降低至
14%。因此,鉴于各个行业对高性能铜组件的需求不断增加,制造具有高导电性的机械坚固的铜组件仍然具有挑战性 。
先前的研究表明,晶粒细化不仅通过降低热裂倾向来提高金属和合金的 AM
加工性能,而且同时提高强度、延展性和疲劳寿命。例如,高强度铝合金,如 2024、6061 和 7075,通常表现出低 AM
加工性,因为它们沿晶界的热裂纹敏感性高,导致机械性能恶化和各向异性。通过晶粒细化,L-PBF 制造的 6061 成功消除了热裂纹和 7075
铝合金具有改善的机械性能。同样,具有细等轴晶粒和优异性能的致密 2024 铝合金也可通过 L-PBF 在较宽的加工窗口中生产。特别是,L-PBF
制造的合金表现出各向同性的机械性能。因此,促进晶粒细化可能是制造高密度、强韧和延展的铜合金的替代解决方案。
金属增材制造过程中的晶粒细化可以通过操纵增材制造工艺参数(如激光功率、层厚度、舱口间距等)和/或向增材制造工艺引入外部干扰来实现。尽管
AM 加工控制是建立加工-微观结构关系的常见做法,但由于各种加工参数之间复杂的相互作用,实现 Cu 和 Cu
合金的显着晶粒细化仍然具有挑战性。此外,尽管最近的研究[28]已经证明了通过将高强度超声应用于定向能量沉积 (DED) 工艺,将
Ti-6Al-4V 和 Inconel 625 合金中的柱状晶粒转化为等轴晶粒的可行性,但这种方法目前是仅限于DED。尽管通过添加溶质(如 Sn
、B 和 Zr)来细化铸铜晶粒的研究有限,但由于缺乏有效的 Cu 孕育剂,晶粒细化效率仍然很低。
由于以下原因,昆西兰大学和西北工大科研人员将重点缩小到 Cu-Co 系统上。首先,Co
表现出低激光反射率,如果 Co 颗粒能够均匀地粘附到单个 Cu 颗粒上,这将有利于提高 Cu 粉末的激光吸收率。其次,Co 的熔点略高于
Cu,并且与 Cu 具有相同的面心立方 (FCC) 晶体结构和非常接近的晶格参数,这是异质成核的基本要求。最后,Co 在 Cu
中显示出高固溶度; 除了晶粒细化之外,这可能提供沉淀强化的可能性。将在微观结构和性能表征方面研究和理解 Co 在提高 Cu
合金性能方面的实际作用。研究成果可能标志着一种性能优越的铜合金零件激光增材制造的新方法。相关研究成果以题“Additive
manufacturing of high strength copper alloy withheterogeneous grain
structure through laser powder bed fusion”发表在金属顶刊Acta Materialia上。
论文链接:https://www.sciencedirect.com/sc ... i/S1359645421006911
添加 Co 亚微米颗粒是提高L-PBF 工艺过程中 Cu 的 AM 加工性能和细化 L-PBF 制造的 Cu-Co 合金晶粒的有效方法,从而导致强度和延展性同时增加。主要结论可归纳如下。
Cu-Co合金的L-PBF有效地抑制了凝固过程中的偏析,即使它在Cu-Co合金的常规铸造中不可避免地发生。这归因于
L-PBF 期间微米级熔池内的快速凝固。当 Co 添加量超过其在 Cu 中的最大固溶度 (4.75 wt.%) 时,例如 6 wt.% 和 8
wt.%,在 L-PBF 制造的Cu-Co 合金中实现了显着的晶粒细化。相比之下,Co 添加量低于 4.75 wt.% 的 Cu-Co
合金的微观结构具有粗大的柱状晶粒。
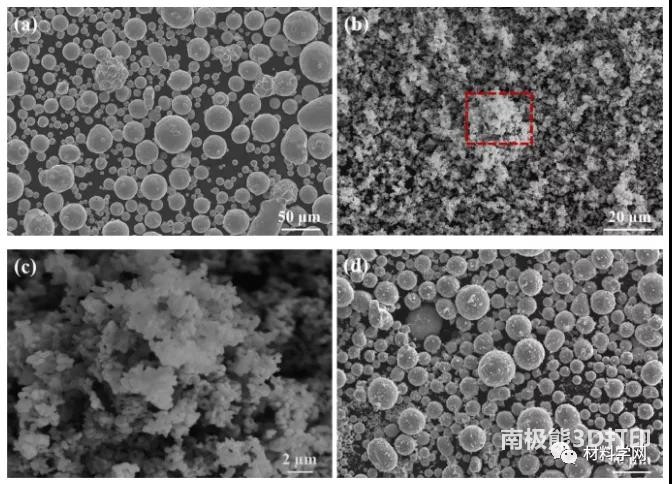
图1 SEM显微照片显示(a)Cu粉末和(b)Co亚微米颗粒的粉末形态;(c) 对应于(b) 中的虚线框;(d) Cu-6 wt.% Co 粉末混合物。
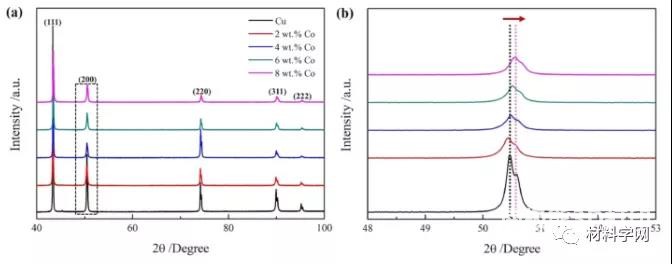
图2 (a) L-PBF 制备的具有不同 Co 添加量的纯 Cu 和 Cu-Co合金的 XRD 谱;(b) (a) 中虚线框的放大区域。
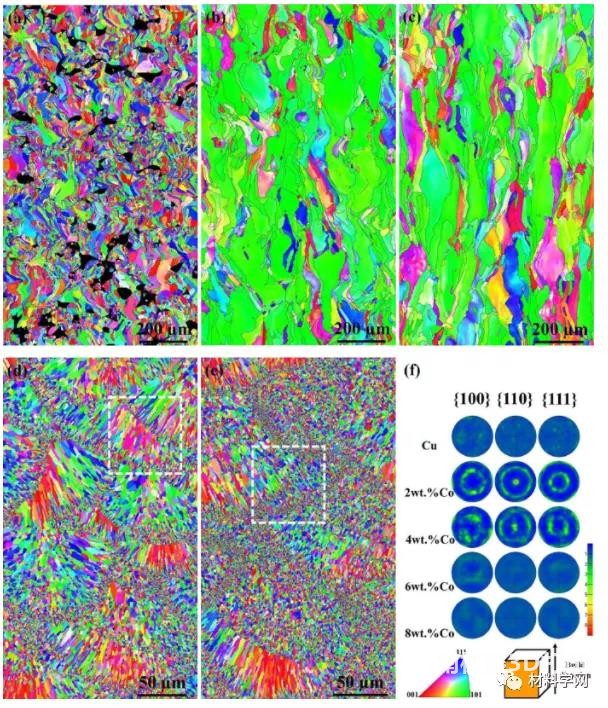
图3 L-PBF 制造的纯铜 (a) 和具有不同 Co 添加水平的Cu-Co 合金的反极图
(IPF) 图:(b) 2 wt.%Co;(c) 4 wt.% Co;(d) 6 wt.% Co;(e) 8 wt.% Co;(f) 对应于
(a)-(e) 中 IPF 图的极图。
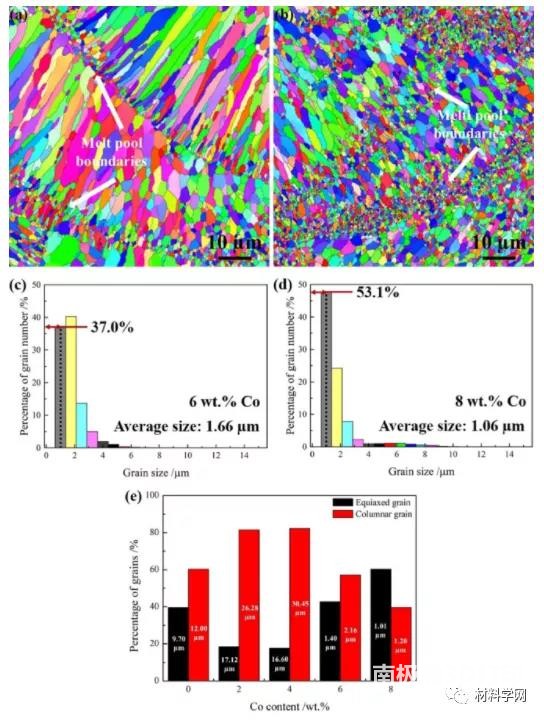
图 4 EBSD
IPF图及相关统计分析结果:(a)和(b)分别为图1、2中白框对应的IPF图。分别为3 (d)和(e);(c) 和 (d) 是添加了 6
wt.% 和 8 wt.% Co 的 L-PBF 制造的 Cu 的直方图;(e)显示了等轴晶区和柱状晶区的平均晶粒尺寸和分数。
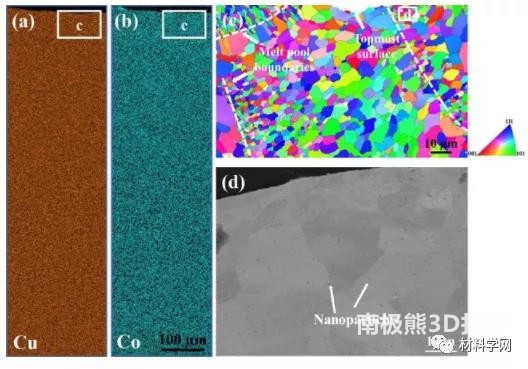
图 5 添加了 6 wt.% Co 的 L-PBF 制造的 Cu
合金的显微结构和元素分布图:(a)Cu 的 EDS 图;(b) Co的EDS图;(c) 对应于 (a) 和 (b) 中最上表面区域 c的
EBSD IPF;(d) 对应于 (c) 中的区域 d 的 BSE 图像。
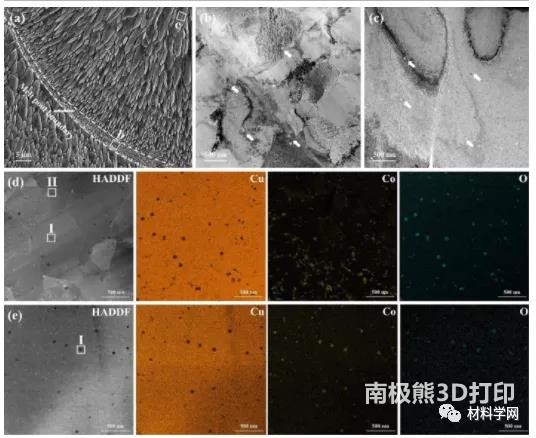
图 6 L-PBF 制造的 Cu 的微观结构特征,添加了 6 wt.% Co。(a)
SEM图像显示晶粒形态;(b)和(c)分别为(a)中等轴晶区b和柱状晶区c对应的BF TEM图;(d) 和 (e) 是分别对应于 (b) 和
(c) 的HADDF-STEM 图像和 EDS 元素映射(Cu、Co 和 O)。
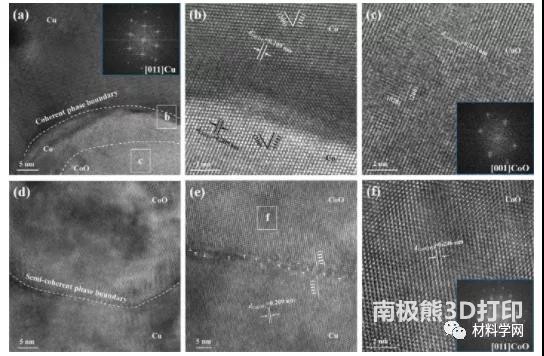
图 7 添加了 6 wt.% Co 的 L-PBF 制造的 Cu 合金中等轴晶粒区域的
HRTEM 图像:(a)显示 CoO 核 - Co 壳结构的典型图像,插图中包含 Cu 的 FFT
图像;(b)和(c)分别是(a)中b和c帧区域对应的放大图像,插入的是CoO的FFT;(d) CoO和Cu界面的典型图像;(e)
放大图显示(d) 中的界面;(f) 对应于 (e) 中的白色框 f,插图中为 CoO 的 FFT 图像。
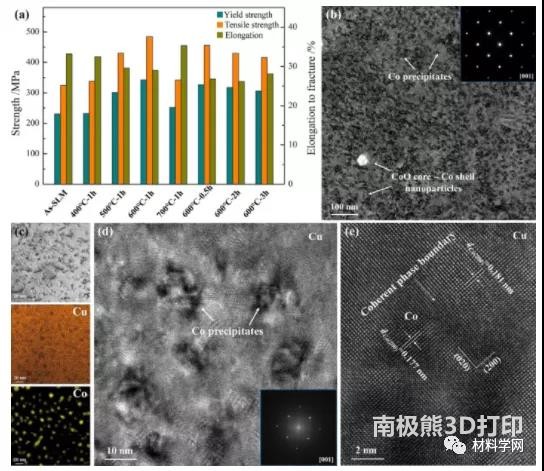
图 8 时效后添加 6 wt.% Co的 L-PBF 制造的 Cu
的机械性能和微观结构特征:(a) 屈服强度、拉伸强度和伸长率随时效条件的变化;(b) 峰值老化样品的典型BF TEM
图像,插图中具有选区电子衍射 (SAED) 图像;(c) BF-STEM 图像和 EDS 元素映射(Cu 和 Co);(d) 和 (e) 是
HRTEM 图像,插图中带有 FFT 图像。
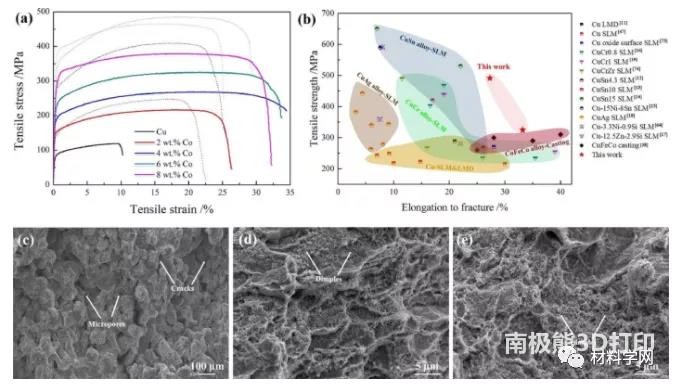
图 9 L-PBF 制备的具有不同 Co 添加量的纯 Cu 和
Cu-Co合金在峰值时效前后的力学性能和断口:(a)典型的拉伸应力-应变曲线,其中实线和虚线对应于 L- PBF
制造和峰值老化样品,分别;(b) 目前 L-PBF 制造的 Cu 合金与 6wt.% Co 添加的机械性能与先前公布的结果的比较;(c) 是
L-PBF 制备的纯铜的断口形貌;(d) 和 (e) 是在 L-PBF 制造 (d)和峰值老化 (e) 条件下添加 6 wt.% Co 的 Cu
合金的断裂表面形貌。
L-PBF 制造的 Cu-Co 合金的后续时效进一步提高了强度,而没有显著降低延展性。在 600°C 下时效
1 小时后,添加6 wt.% Co 的合金获得了 491.1±12.6 MPa 的拉伸强度、27.3±2.5% 的伸长率和 61.5%
IACS 的电导率。L-PBF 制造的 Cu-Co
合金在时效后强度和延展性的同时提高主要归因于与非均质晶粒重组相关的晶界强化、沉淀强化、固溶强化和附加背应力硬化。
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料,最新内容
 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基热点内容


