解析先进的热系统设计对于成功3D打印高性能材料的重要性
高性能热塑性塑料,如PEEK、PEI、PPSU,由于其优异的机械强度、尺寸稳定性和耐化学性,被广泛应用于航空航天、汽车和生物医学领域,特别是半结晶材料,比如PEEK。熔融沉积建模工艺(FFF/FDM)因为具有成本低以及易于操作等优点,更是成为了许多行业用于生产制造具有复杂几何结构零件的选择。然而,由于这些高性能热塑性塑料自身半结晶的特性,并且对加工温度有一定的要求,想要成功3D打印则需要面临一些挑战,比如层间结合强度弱、打印件翘曲以及需要进行复杂的后处理程序。
 © INTAMSYS 远铸智能
© INTAMSYS 远铸智能
改善高性能材料的3D打印性能
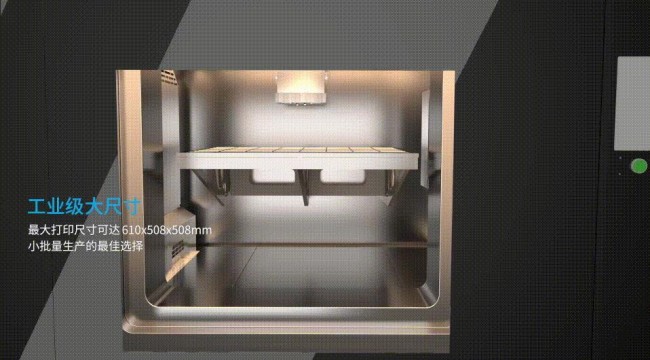
凭借对FFF/FDM工艺的基本理解和多年对这些高性能材料应用的经验,INTAMSYS 远铸智能发布了其产品系列中尺寸最大的工业3D打印机FUNMAT PRO 610 HT,采用先进的高温热系统,克服了上述挑战,在层间粘合强度、减少翘曲、一体化成型等打印性能指标上有更优异的表现。
 © INTAMSYS 远铸智能
© INTAMSYS 远铸智能
FUNMAT PRO 610 HT 增强了腔室热设计,300℃恒温腔室可以满足打印件温度的均匀性,从而能够很好的解决变形翘曲开裂的问题。
同时,高温恒温腔室也实现了打印与后处理的一体化,打印件可以更好的成型,并具备较高的机械强度和较低的内应力。这种加热腔室的设计在3D打印过程中的优越性体现在以下几个方面。
I 1 提升层间结合力
首先,高温恒温腔室促进分子链跨过粘结界面的扩散,有助于提高层间粘结强度。如下图所示,中间类似毛线的线条就是分子链,温度越高(一定范围内),分子链越容易跨过界面互相缠绕,分子链缠绕越厉害,越不容易分开,层间粘结强度也越高。
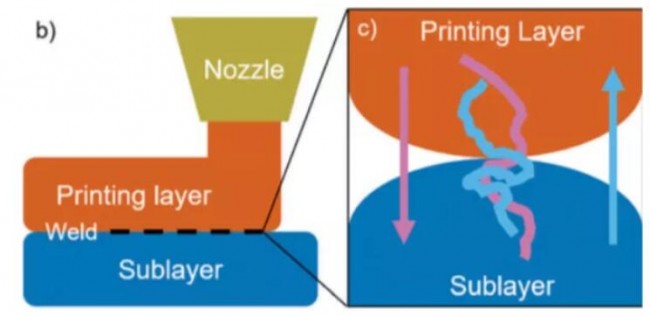 材料挤压3D打印过程图(引用自文献:见文末)
材料挤压3D打印过程图(引用自文献:见文末)
I 2 避免翘曲
其次,加热腔室的温度可以在一个很大范围内调节,用以降低打印过程中热循环导致的打印件收缩或者降低结晶导致的收缩。这两点可以大大降低因为翘曲而造成打印效果不佳的可能性,特别是打印大尺寸的零件。
 由FUNMAT PRO 610 HT 打印的大尺寸ULTEM™ 9085零件
由FUNMAT PRO 610 HT 打印的大尺寸ULTEM™ 9085零件
I 3 为后处理提供便利
最后,高达300°C的加热腔室也为需要回火和退火的零件提供了条件,温度完全在加热腔室的可操作(容量)范围内,这意味着不需要单独的回火和退火装置,打印后处理的过程可以在加热腔室中完成。换句话说,传统流程上需要分别进行的打印和打印后处理工序可以集成到一台机器上。
 © INTAMSYS 远铸智能
© INTAMSYS 远铸智能
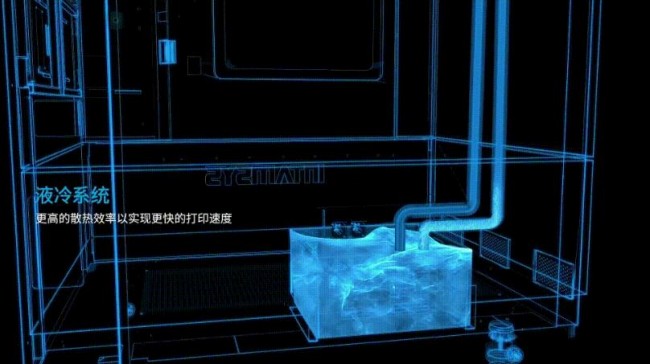
除了先进的加热室,FUNMAT PRO 610 HT还配备了500°C全金属双喷头,能够3D打印各种热塑性塑料及纤维复合材料,如碳纤维和玻纤维,从高性能材料PEEK, PEI, PPSU到工程材料ABS, PCPA等。另一方面,液冷系统可以以更高的散热效率,实现更快的打印速度,从而保证3D打印机可以长时间运行, 从而保证能够成功打印大尺寸零件。
 © INTAMSYS 远铸智能
© INTAMSYS 远铸智能
本质上,FFF/FDM 3D打印过程是一个热驱动的过程,因此,一个精心设计的由喷头组件和加热腔室组成的热系统对打印高性能材料至关重要。FUNMAT PRO 610 HT具有先进的热设计,可以更好的满足所有高性能热塑性高分子材料打印温度的要求。
FUNMAT PRO 610 HT的传动系统采用高精度丝杠导轨结构,更精确的定位控制使大尺寸一次成型更加细腻,充分满足工业级别对于生产制造的高精度要求。
 FUNMAT PRO 610 HT 航天应用©《3D打印与航天研发与制造业白皮书第二版》
FUNMAT PRO 610 HT 航天应用©《3D打印与航天研发与制造业白皮书第二版》
参考文献:
Weld formation during material extrusion additive manufacturing.2017 Soft Matter Volume: 13, Issue: 38, pp 6761-6769 DOI: 10.1039/C7SM00950J
(责任编辑:admin)

 CNES引入INTAMSYS聚合物FF
CNES引入INTAMSYS聚合物FF 具有显著纵波传播特性的三
具有显著纵波传播特性的三 生物3D打印、类器官应用,
生物3D打印、类器官应用, MIT新突破:无需半导体也
MIT新突破:无需半导体也 亚马逊和Holcim投资14Tree
亚马逊和Holcim投资14Tree 回收SLS 3D打印尼龙废料,
回收SLS 3D打印尼龙废料, 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强 《Science》:一
《Science》:一 国产大尺寸陶瓷3D
国产大尺寸陶瓷3D 南京工业大学:基
南京工业大学:基

