�������������MAX���������������½�չ
ʱ�䣺2022-06-21 09:54 ��Դ������ѧ�� ���ߣ�admin �Ķ�����
MAX�౾�����Ǿ��������Գƾ���ṹ�IJ�״̼��������ʽΪM n +1 AX n������M�����ڹ��ɽ�����A��A��Ԫ�أ�X��̼��n = 1�C6����ȥ����ϵ�в��������Ͻ������մ��ŵ��Խ���ܶ��ں��պ��졢�����ͺ˹�ҵ�л����Խ��Խ��Ŀ�ѧ��ע������������Ƕ��صľ���ṹ�������ɽ����㽻���Ĺ��۲�Ķѵ�����ͼ 1��ʾ�������һ�������Ǿ��е����Ժ͵����ԣ��ɼӹ������к������������ޣ����մ�һ�������Ǿ��и߸նȡ����õ���ʴ�Ժ����µĸ߿������ԡ����ֶ��ص�����ʹ MAX ���Ϊ����������»�����ʹ�õ��Ƚ��ѺϽ���������ºϽ��DZ�ڲ��ϣ�����ȼ�����ַ������е�����ҶƬ�����ס��۹�̫����ϵͳ�е�̫���ܽ�����������һ���˷�Ӧ���еİ��㡣
�ڹ�ȥ�ļ�����Ѿ�������������� MAX ����ۺ����ۣ��ص��Ǽӹ��������۽ṹ������������ԭ�ӽṹMAX ��Ϳ����ս��� MAX ���ȱ�ݡ���Щ������Ч�ذ������߿���ȫ���˽�MAX�࣬�ٽ�MAX����з������⣬�����������Ĺ��� AM �������������ࡣ���ǣ�ȱ�������� MAX ����� AM �����ۡ�Ŀǰ�Ĺ������ȼ�Ҫ�������ս� MAX �࣬�ص��ע���͵��۽ṹ�����ܣ�Ȼ���ȫ��ػع��� AM �ϳ� MAX ������½�չ�����ԡ�ּ��Ϊ�����ṩ��ǰ�ص�MAX�������������֪ʶ����ƪ���ۻ��������߶� MAX �κ���� AM ����������֪ʶ����������ۣ�ͻ���˵�ǰ����ս��DZ�ڵ�������ᣬ�Լ� AM ���Ƚ� MAX �ε�Ӧ�á�
���ڴˣ���ʿ����ѧ Mingxing Zhang���ڵ�����������лع���ͨ����ĩ�����ս����������Ļ��� AM �ķ�������� MAX �࣬�ص��ע���������������۽ṹ��MAX �ി�Ⱥͻ�õ����ܡ������ѷ�������Ʒ�����Եó����½��ۣ�
(1)��ĩ�����ս�������������蹤��Ӧ���������ܵĸ��ܶȡ��� MAX �����Ч������Ȼ���������ַ�����ص���ս���ڹ�̬�ϳɹ��е���������Ե͡�������ɶȵͺ�������ģС��
(2)���µĻ�����������ķ��������ĩ���ںϺͶ��������������ܹ��������и��Ӽ��������ĸ��ܶ� MAX �������
(3)�� AM ����� MAX ���л�õ��۽ṹ�����ս��Ӧ���л�õ�����֯���Ų�ͬ������Ҫ�������� AM ����� MAX ���и���������ı����dz��ߡ�
(4)��Щ������� AM ����� MAX ��Ļ�е����Ӱ���С��Ȼ�������� MAX �ി�ȵͣ��������ܣ����絼���Ժ͵������Լ����¿������Կ��ܻ��ܵ�����Ӱ�졣
(5)����� AM �ķ�����صĵ� MAX �����ɹ����� MAX ��ϳɷ�Ӧ�IJ����/�� RMI ����ս�����и�����Ӧ�IJ��롣
(6)���ȴ������ս����ճ�ϼ���ȥ���̽��DZز����ٵġ�Ȼ������Щ���̻ᵼ��������������������ͼ��α��Ρ�
(7)Ϊ�������Ʒ���������յ� MAX �ν���������Ż�����Ŀǰ���� AM �ķ���������Ҫ������ܰ����ȴ������ս��RMI�з�Ӧ��¶Ⱥ���ر���ʱ��֮��Ļ�ѧ�����ȡ����⣬Ϊ�˲���������ɵı��Σ��� CAD ģ�������Ӧ���Ǽ��β������ӡ�
(8)��Ŀǰ������������ķ�����ȣ����� PBF �� DED ���ڵ��Ƚ���ĩ�����������켼����ֱ�Ӻϳɾ��и��θ��Ӷȵĸ����� MAX �����ܸ���Ч������Щ������ص���ȫ�ۻ���ȷ����ӡ�����Ĺ̽ᣬ����ճ�ϼ��ͺ��ȴ�������Ҳ���Դ�������������ԭλMAX ��ϳɷ�Ӧ�ķ�����������Һ������
����о��ɹ����⡰Recent progress in additive manufacturing of bulk MAX phase components: A review���������������춥��Journal of Materials Science & Technology�ϡ�


ͼ 1����ʾ M n +1 AX n�ྦྷ��ṹ��ʾ��ͼ��
���ڵĿ�״ MAX ����Ҫͨ�� SHS ���죬Ҳ��Ϊ����ȼ�պϳɻ� SHS �� HP ��HIP ����ϡ��� SHS �У����Լ���ϲ��ֲ�Ԥ��������¶ȣ����������Լ�֮�䴫�����Է��Գַ��ȷ�Ӧ�����ղ�������Ĺ�����HP ��һ�����ܻ����գ���ͬʱ��ģ���а��������ܷ�ĩ�����ʩ�������͵���ѹ�����Ӷ����ٿ�϶��[62]. HIP ��һ������� HP ���գ�����ʩ�ӵȾ�ѹ�Ա�������ļ�����������Ȼȼ�պϳɵ��ص��������ٶȿ죬�����������˸ߴ� 20 vol.% �ĸ����������࣬�������˴���[64]��Ϊ�˿˷�������⣬Barsoum �� El-Raghy [65]���� HP �����״ Ti 3 SiC 2��Ʒ��ʹ�� Ti��C �� SiC ��ĩ�ķ�ĩ��������Ļ�ѧ������Ϊ Ti:Si:C = 3:1�� 2 ԭ�ӱȣ�Ȼ���� 40 MPa �� 1600 ��C ����ѹ 4 h �Ի�ó��� 90% �ĸ� MAX ���ȡ�Ȼ�ù�����չ������ MAX ��ĺϳɡ�
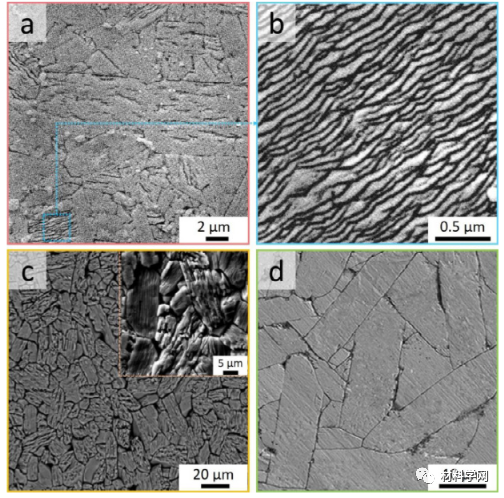
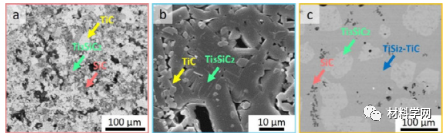
ͼ 2��HP �ս� MAX ��� SEM ����Ƭ��(a) Ti 3 SiC 2�� (b)
(a) �б�ǵĸ߱�����Ƭ����ʾ�����Ƶ� Ti 3 SiC 2������(c) Ti 2 AlC����ͼ��ʾ���� Ti 2 AlC
�����ķŴ�ͼ��(d) Cr 2 AlC��ת���� Barsoum �� El-Raghy ��Cai ���˺�����ˡ�
ͼ 3�ܽ���һЩ M 2 AX �� M 3 AX 2 MAX ����ϵ��ܶȡ��絼�ʺ��ȵ����Լ���е���ܡ���ͼ3��a����ʾ��������M 2 AX ��M 3 AX 2����ܶȷ�ΧΪ~4��~12 g/cm 3��ȡ�������ڹ��ɽ�����M�� [48]������� Ti ����Cr ���� V �� MAX ����ܶȵ��� ~7 g/cm 3 ���ȹ㷺�������ڵĺ��칤ҵ��������ս� MAX ��ĵ͵������� ~0.2 �� 0.7 �̦� m ��Χ�ڣ�ͼ 3��b�������ӽ��� Ti��~0.4 �̦� m���Ͳ���֣�~0.7 �̦� m��[93 ] . ������� MAX ��ĵ��ͽ������������⣬MAX ����е����ԡ�
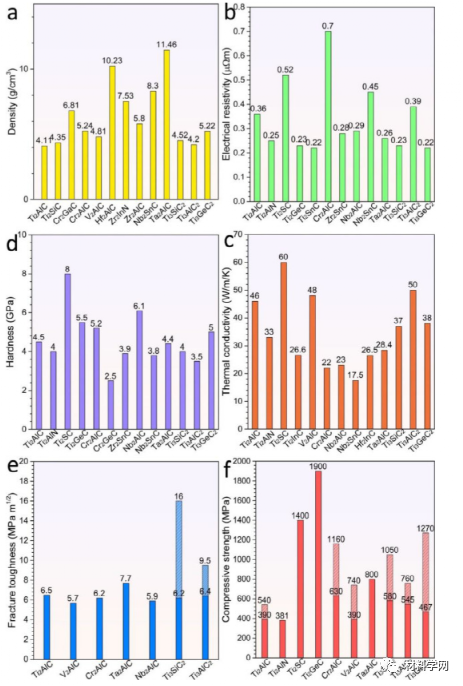
ͼ 3��һЩ�ս� 211 �� 312 MAX ������ԣ�(a) �ܶȡ�(b)�����ԡ�(c)�����ԡ�(d) Ӳ�ȡ�(e) �������Ժ� (f)��ѹǿ�ȣ����У�d���ͣ�e���е�����ͼ������ֵ�仯��
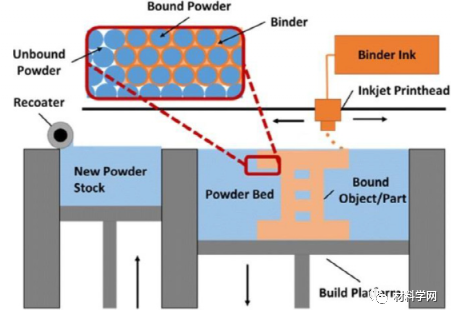
ͼ 4��ճ�ϼ�����ĸ���ͼ��ת���� Oropeza �� Hart��
ͼ 5��(a) ӡˢ״̬�µ������̬��(b) ӡˢ��CIP�� (c) ӡˢ�� CIP ���սᣬ������ Sun ���ˡ�
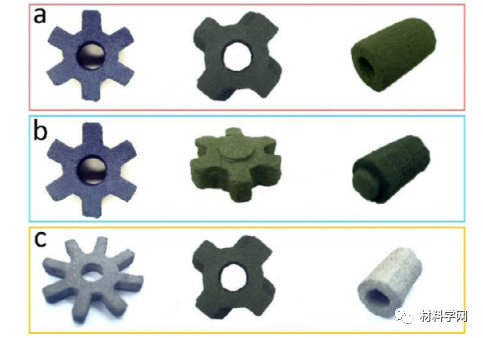
ͼ 6����ճ�������-�̽�;������� Ti 3 SiC 2��������۽ṹ������(a)
��ѧ����Ƭ�� (b) ճ�������/CIP/�ս��������Ʒ�ĸ��߷Ŵ����� SEM ͼ������ Dcosta ���ˡ�; (c) ��Ʒ�� SEM
����Ƭ������Ʒͨ���� TiC ��ĩ����ճ�ϼ�Ȼ�����Һ������Ƴɣ������� Nan ���ˡ�
(���α༭��admin)

 CONTEXT�����г����棺��
CONTEXT�����г����棺�� ���������о����棺�ѷ���
���������о����棺�ѷ��� AM Research���棺2024��
AM Research���棺2024�� �����ӡǰ�أ��µ�������
�����ӡǰ�أ��µ������� ��������ҵNobula����3D
��������ҵNobula����3D ��2033�꣬�մ�3D��ӡ�г�
��2033�꣬�մ�3D��ӡ�г���������
- �����˿���һ�߸���ָ�ĸ���Ф���������
- ��CONTEXT�����г����棺���ż�3D��ӡ��
- �����������о����棺�ѷ��г����չ��
- ��AM Research���棺2024��ڶ�����3D��
- �������ӡǰ�أ��µ���������˾ Biomoti
- ����������ҵNobula����3D��ӡ������ҵ
- ����2033�꣬�մ�3D��ӡ�г���ģ���ﵽ��
- ��VoxelMatters���棺����Ʒ���������г�
- ��3D��ӡ�ݳ�Ʒ�۾���ҵ��״
- ������ҽѧ2024�ϰ���Ӫ�ճ�1.1��Ԫ����
 ���ϴ�ѧ��������
���ϴ�ѧ�������� ����Ӧ�ÿ�ѧ����
����Ӧ�ÿ�ѧ���� 2023������3D��ӡ
2023������3D��ӡ dz̸3D��ӡ������
dz̸3D��ӡ������ ��SmarTech������
��SmarTech������ 12λ����˹����ר
12λ����˹����ר�ȵ�����
- ��3D��ӡ��δ����2022�귢չ����
- �������ܳ���(DED)��������:�������ԡ�ȱ
- ��2023���й�3D��ӡ��ҵ��չ��״����չǰ
- ����ͨ���������3D��ӡǮ��
- ��ͼ���й�3D��ӡ��չ��״������
- ��Ϊ��LCD 3D��ӡ��������Խ��Խ�㷺��
- ��2022�й�3D��ӡ��ҵ�г���ȼ�Ͷ���о�
- ��ȫ��80�����������Ԥ��2020��3D��ӡ
- ��dz̸3D��ӡ�����ij��ֶ����������Ӱ��
- ���������������Ӳ�ճ�ԣ�ͨ�����������


