�¼��¹�����ѧ��Nature���ӿ�����������������С���γɻ����о�
ʱ�䣺2022-02-14 09:48 ��Դ������ѧ�� ���ߣ�admin �Ķ�����
������������ (AM) ������������߾Ϳ������������״����������������������������̲�Ʒ�������ڣ�����ʡ���ϳɱ������ǣ��������������������ȱ�ݣ��Ի�е�����к��������Ŀ�϶����һ��ȱ�ݣ���ֱ�ӽ����˼���ǿ�ȣ���ͬʱҲ�����ƣ�ͺͶ���ǿ�ȵ�����ȱ�ݡ�����ȱ�ݵĴ��ڲ�������ҵҪ�����������谭����Щ��ҵ�����������켼����Ϊ�ˣ��Ѿ������˴����о����˽�������������еĿ�϶�γɻ��Ʋ������ѽ�������Ŀ�϶�ʡ��ڸ��ֿ�϶ȱ���У�����ģʽ�ۻ��µĿ�϶���Ǽ��⺸�����ձ���ڵ�ȱ�ݣ��������˹㷺��ע��
ʵ�����С��ͨ�������εIJ��Ҽ������۳صײ���Ȼ������Щʵ�鲢û��ֱ�ӹ۲쵽С���γɣ�Ҳ���ܶ�С���γɻ��Ƹ��������Ľ��͡������Կ����ѧ��ԭλ X ���߳������Կ��λ��ȷ�����������͵�Կ�ף���i��Կ�ױ��м�ڼܵ�˲ʱ���ݣ���Կ�ײ����ڼ�Ѹ����ʧ����ii�����ڼ���ֹͣ��ת�������¹��ĩ�˵�Կ�ף��Լ���iii������Կ�ײ������ۻ��صײ���Կ�ס���һ�����͵��������γɺ����������������Ҷ��ڿ�϶�γɻ����ؽ�Ҫ�����ĩ�˵�ë�ײ�����������ѧ�йأ����һ��ɼ���ɨ��·������������Щ��϶ͨ��ͨ������ɨ��������������ٻ���������ˣ�Կ�ײ������������ģ����DZ��о����ص㡣 L-PBF�з�ĩ�����뼤�������ý������ײ����������γ���Ӱ�졣Ϊ���ų�����ѻ��ķ�ĩ������Ӱ�죬Ŀǰ���о���������塣
������ѧ����ֵģ����һ�ֻ�������ʡ�ɱ�����Ч�ķ������˽�����϶���γɻ��ơ���������ģ���˹��ĩ�˵����ף����ƶ��˼�����Щ��϶�IJ��ԡ��ֵ��˵�ģ����������������������ǿ��Լ��ټ��⺸�ӹ��������������������ص����о�������϶�����빦�ʵĹ�ϵ��������ʵ������֤������������Ƶ��˵�ģ�����������۳صײ������ο�϶������AM�ڼ������ܶȵ����Ӷ��γɵġ�̷���˵�ģ����ʾС�����Ż���ѹ���Ľ��Ͷ���С��
����ԭλʵ���֮ǰ��ģ���Ѿ���С��϶�γ��ṩ�˾���۲죬��С�ױ���ķ���ѹ���ֲ��������ֲ���С�ײ����Ĺ�ϵ��С��϶�γɹ����е��۳������Ȼ���ԭ����Ȼ���������������ڱ��о��У��¼��¹�����ѧ��е����ϵ�����ν����ŶӲ���������������������ģ�ͣ����ȡ��۳�������������ЧӦ��������������ѹ�����������ɺͼ�������ٵ��ֶΣ�ģ�������ײ����������γɹ��̡�����X���߳�������֤��˲�������γɺ�����ǰ�ص�ģ�����������˼���ɨ���ٶ����Ӷ�������Ȳ��������������ֲ������״�С���۳����������ı仯���ƣ��Խ����������Ӱ�졣���⣬��̽����ͨ��ģ�����ջ���ѹ���µ��۳�������������������С�ķ���������о����⡰Mechanism of keyhole pore formation in metal additive manufacturing��������nature�ϡ�
���ӣ�https://www.nature.com/nature/research-articles

С���γɹ�����������ͬ�ĽΣ���i��˲�������γɺͣ�ii��������ǰ�ζ�����˲�����ݵ��γ���Ҫ���������IJ��ȶ��ԣ������ױ��ϵIJ�ƽ��������������ǰ�ص����ݶ��������У�˲�������·��ĸ����ٻ������ֱ�������谭�����ϸ����۳ر��档�������ձ�����ǰ�ز����γ�С�ס�
���ױ��治���ȷֲ��ķ���ѹ�����������������γ����Ŀ����ԡ����⣬���Ժ�״������������صģ���Ϊ���������۳صײ���С�ײ�����Ϊ�����������С�ײ��������ȷ�ԣ���Ҫ����AM�о�����̬�Ĵ�������ģ�͡�
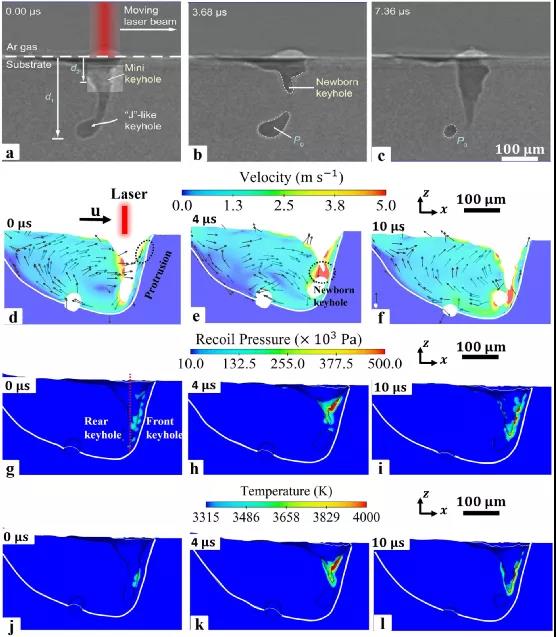
ͼ1�������ײ��ȶ������µ�˲�������γɡ�a�Cc �����ײ��ȶ��Ե� X
���߳�������d�Cf��g�Ci �� j�Cl �Ƿ��永��1�е��ٶȡ�����ѹ�������ױ����¶ȡ�����λ�ú�ɨ�跽����a��d��ʾ��ϵ�� b
�еļ�ͷ��ʾ�ٶȷ���d
�еĺ�ɫ����ԲȦ��ʾǰ����ǽ�ϵ�ͻ�����֡�e�еĺ�ɫ����ԲȦ��ʾ��������Կ�ס�g�еĺ�ɫ���߱�ʾ����λ�ã��������ָ�Ϊ��ǰ��������b�Cl
�еİ�ɫʵ���ǹ����¶� Ts�ĵ�ֵ�ߡ�����ͨ����ѹ���£�Ti-6Al-4V�ķ����¶�Ϊ3315 K��j-l��ʾ���ױ���ķ�������
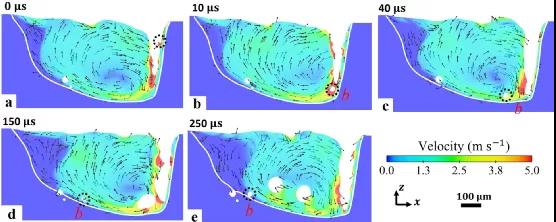
ͼ2 ����2������϶�γɹ������۳��е��ٶȳ�����ɫ����ԲȦ��a������Կ�ס�b-e�е�����b��Կ��̮����˲�����ݡ�a�Ce �еİ�ɫʵ���ǹ����¶� Ts�ĵ�ֵ�ߡ�
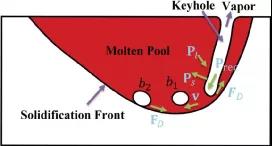
ͼ3 �����γɹ���ʾ��ͼ���������������ķ���ѹ����P���֣������嶯ѹ��Pl������������ѹ����Ps���ͺ�״��������FD���������ײ��ȶ�����������b1��b2�����ڲ�Ŭ��ԭ�������ݲ���ֱ��Ư�����������DZ�����ǰ�ز���
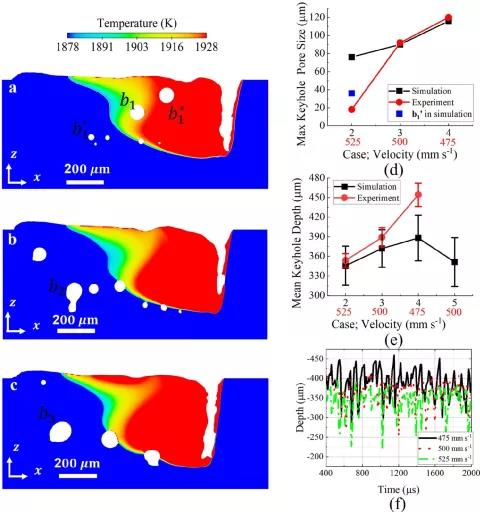
ͼ4 Կ��Կ��������a�Cc ��ɨ��������ƽ��� t = 2000 ��s �������� 2
��525 mm.s−1�������� 3 ��500 mm.s−1�� �Ͱ��� 4 ��475 mm.s−1�� �е����ס�d��e
���������ƽ���������֮���ģ���ʵ�顣f
���������ʱ�䲨����b1��b2��b3�ֱ��ǰ���2-4�е�����϶��b01��a����ģ�ⰸ��2�еĵڶ����϶����e��ʾ����DZ�źͼ���ɨ���ٶ���d��eһ����ʾ���Ա���õؽ��бȽϡ�e
�е��������������ȵı�ƫ��

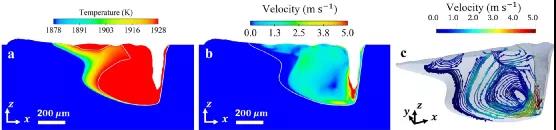
ͼ5 ����2-4���۳ص��ٶȳ����ڰ��� 2 ��a�� d�������� 3 ��b�� e�� �Ͱ��� 4
��c�� f�� �У��۳��е� a�Cc �ٶȴ�С�� d�Cf ������ t = 2000 ��s ʱ��a�Cc �еİ�ɫʵ�����ߺ� d�Cf
�еĻ�ɫ��ֵ���ǹ����¶� Ts�ĵ�ֵ�ߡ�
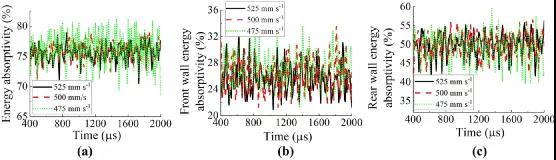
ͼ6 ����2-4�����ױ�������������ʡ�a ����Կ�ױ��棬bǰԿ��ǽ��c��Կ��ǽ��
ͼ7 t = 2000 ��sʱ10−4����ѹ������5�����۳�������ģ������a �۳��е��¶ȷֲ���b�ٶȷ��ȷֲ���c���ߡ�a�еİ�ɫ������Һ���¶�Tl�ĵ�ֵ�ߣ�b�еİ�ɫ���ߺ�c�еĻ�ɫ��ֵ���ǹ����¶�Ts�ĵ�ֵ�ߡ�

ͼ8 ��ͬ����ѹ�������ױ����¶Ⱥͷ���ѹ���ıȽϡ�a��b
�¶ȳ����ڷ����¶Ⱥ�c��d����ͨ����������3���͵ͻ���ѹ��������5�������ױ���ķ���ѹ����a��c �� b��d �ֱ��ǰ��� 3 �Ͱ��� 5
�ķ�������a �� b �еİ�ɫ�����ǹ����¶� Ts�ĵ�ֵ�ߡ�
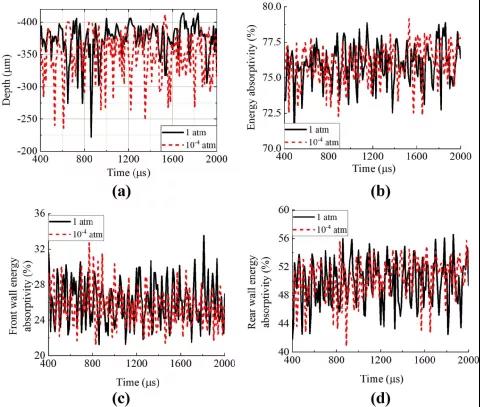
ͼ9 ����3��1������ѹ���Ͱ���5��10−4����ѹ�е�Կ����Ⱥ����������ʡ�a ������ȣ�b�����������ʣ�ǰ���ױ��ϵ����������ʣ������ױ��ϵ�d���������ʡ�
С����������������С����ż���ɨ���ٶȵ������ӣ�С��������С��С����״��Ϊ���Σ�ˮƽ�ֲ����۳صײ������⣬С�ײ��������������ʱ仯������������ΪԤ��С���γɿ����Եı����ͻ���ѹ���Ǽ�����������С���γɵĿ��з���������ͨ����ѹ����ȣ��ͻ����º����ױڵķ���ѹ�������������ȶ���������״��
(���α༭��admin)

 CONTEXT�����г����棺��
CONTEXT�����г����棺�� ���������о����棺�ѷ���
���������о����棺�ѷ��� AM Research���棺2024��
AM Research���棺2024�� �����ӡǰ�أ��µ�������
�����ӡǰ�أ��µ������� ��������ҵNobula����3D
��������ҵNobula����3D ��2033�꣬�մ�3D��ӡ�г�
��2033�꣬�մ�3D��ӡ�г���������
- �����˿���һ�߸���ָ�ĸ���Ф���������
- ��CONTEXT�����г����棺���ż�3D��ӡ��
- �����������о����棺�ѷ��г����չ��
- ��AM Research���棺2024��ڶ�����3D��
- �������ӡǰ�أ��µ���������˾ Biomoti
- ����������ҵNobula����3D��ӡ������ҵ
- ����2033�꣬�մ�3D��ӡ�г���ģ���ﵽ��
- ��VoxelMatters���棺����Ʒ���������г�
- ��3D��ӡ�ݳ�Ʒ�۾���ҵ��״
- ������ҽѧ2024�ϰ���Ӫ�ճ�1.1��Ԫ����
 ���ϴ�ѧ��������
���ϴ�ѧ�������� ����Ӧ�ÿ�ѧ����
����Ӧ�ÿ�ѧ���� 2023������3D��ӡ
2023������3D��ӡ dz̸3D��ӡ������
dz̸3D��ӡ������ ��SmarTech������
��SmarTech������ 12λ����˹����ר
12λ����˹����ר�ȵ�����
- ��3D��ӡ��δ����2022�귢չ����
- �������ܳ���(DED)��������:�������ԡ�ȱ
- ��2023���й�3D��ӡ��ҵ��չ��״����չǰ
- ����ͨ���������3D��ӡǮ��
- ��ͼ���й�3D��ӡ��չ��״������
- ��Ϊ��LCD 3D��ӡ��������Խ��Խ�㷺��
- ��2022�й�3D��ӡ��ҵ�г���ȼ�Ͷ���о�
- ��ȫ��80�����������Ԥ��2020��3D��ӡ
- ��dz̸3D��ӡ�����ij��ֶ����������Ӱ��
- ���������������Ӳ�ճ�ԣ�ͨ�����������


