������SLM�������Ͻ������֯�����ܣ�һ��(2)
ʱ�䣺2021-09-02 08:35 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
2.1. Al�Ͻ��AM����
AM������������IJ�ͬ�ڴ�ͳ�����칤�գ����������ŵ����ڼ��������첽����˷ѵĴ����١�������AM����ᵼ���γɶ��ص�����֯�ͻ�е���ܣ����Ǵ�ͳ�Ļ�е����������ʵ�ֵġ�Ȼ������ͳ����������������������Dz���ʵ�ֿ�����ȴ�ģ�����������Ҫ������С�IJ����������ϡ��෴��SLM AM��������ֳ�������ص㣬����ټ��Ƚ�������һ��ʱֻ���һ��С��Χ�IJ��ϡ�ͬ������յ�ʱ��dz��������һ�𣬾Ϳ���ʵ�ֿ��ټ��ȺͿ�����ȴ(���Դﵽ10exp��3���C10exp��8�� K/s)����͵����˼ӹ�״̬�IJ�ͬ���Լ�����ұ��ӦҲ��ͬ��ͬ��ͳ�����칤����ȽϵĻ���
SLM AM�����һ����Ϊ��Ҫ���������ǿ��ټ��ȺͿ�����ȴ�����Ͻ�Ŀ���������֯�������������߽�����ϸ�����������ȣ��ɷֵı仯ʱ�������̵�ʱ��Ĺ���̶�����ɵġ��ڸ��Ӽ��˵�����»�����������̣�����ƫ��������Σ���������ϸ���ᷢ�����˴�����֯��ϸ���dz��ӽ����̽�����ٶȡ��������γɷ���̬�࣬��Al6Fe��Al-Fe �к� Al6Mn ��Al-Mn�Ͻ����γɣ�������һЩ�������̺Ͻ��еķǾ��ṹ���γ��Լ�������γɣ�ȡ���ںϽ�Ԫ�ص����ӣ����������е���ȴ���ʵ��������γɡ����ص�����֯�ṹ�����������Ͻ��лᷢ�֣���Ҫ�ǿ������̺���������ϸС������֯����֦�����ļ��٣�ƫ��ģʽ�ļ��١��ڳ���Al�кϽ�Ԫ�ع��ܶȵ�������̬������䡢�Ǿ��ṹ�����ȡ�
�����Ľṹ�Բ��ϵ����ܵ�Ӱ������Զ�ġ������ߴ缫���Ӱ�쵽��е���ܣ���һ��ͨ��Hall�CPetch��ϵʽ��˵��(��y=��0+k/d ), ��һ��ϵʽ�����ྦྷ������ǿ��(��y ) ͬ�����ߴ� (d )��ƽ�����ɷ��ȣ��˴��Ħ�0 ΪĦ��Ӧ����ͬ�����ߴ��أ���K�Dz��ϳ�������SLM����Ĺ����иߵ���ȴ�����Dz���ϸС�����ı����������Ӷ�����ͬ��ͳ������Ⱦ�������Ļ�е���ܡ����Ͻ����SLM����ʱ�ľ����ߴ�һ��Ϊ~��50 ��m���Ƚϵ��͵�����Hall�CPetch ��ϵʽ��Ӧ�÷��룬�Ӷ�����ǿ�ȵ����ӡ�Ȼ�������ྦྷ������������״�������ǵ��ᾧ�����������췽����ˣ���е���ܾ��п����Ǹ������Եģ���һ����о���Ա��˵���ھ����ߴ���ض�����Ҳ�Ƿdz���Ҫ�ġ��Ͻ�ǿ��Ҳ����ͨ�����ƹ����������ࡢ��ɢǿ���������仯����ͷ���̬����γ���ʵ�֡�
��������ĩ����SLM����Ҳ�Ƿdz��ر�ģ�������Ϊ���Ͻ���ȵ��ʸߺ͵͵ı��أ�ʹ���ʺ��������ʺ��ȿ��ƵIJ����������Ⱥ��Ƚ�����������Ȼ����������ɴ�ӡ�����Ͻ���Ȼ��ǿ�ȱȽϵ͵Ľ�����AlSiMgΪ�����ĺϽ𣬶����Ǹ�ǿ�ȵı��κϽ�����һ��ɴ�ӡ�����Ͻ�Ϊ���и�Ti������2xxx (Al-Cu)�Ͻ�ϵ���� Aeromet����չ��A20X™ (Al-4.5Cu-0.3Mg-0.7Ag-3.5Ti) ��Sc��Zr��5xxx (Al-Mg)ϵ�Ͻ��� �տ�˾����չ��Scalmalloy® (Al-4.5Mg-0.6Sc-0.5Mn-0.3 Zr)��HRLʵ��������չ�ĺ���Zr��7xxx (Al-Zn) �Ͻ��� Al-7A77 alloy (Al-5.5Zn-1.5Cu-2.5Mg-1.5Zr)��
ֱ�����죬AM�����Al�Ͻ���о��ͬ�����Ͻ���ȣ������ܵ����Ƶġ������д������������������Ͻ�Ĵ�ӡ�����ĩ�������γ��������ĩ�������Բ�Գ����ļ������IJ������Ͻ������ʵ͡����ϵĵ����ʸߵȡ������ǣ����Ͻ�ĸ��ȵ��ʺ͵͵ļ�����������ʹ����Ҫ�ϸߵ���������ʵ�ַ�ĩ���ۻ���Ȼ�����������Ļ�Ҳ���ºϽ�IJ����ȵ���������Zn��Mg��Ԫ�ؾ��нϸߵ�����ѹ����������������͵��������մ�ӡ�����IJ������ԡ�
�������Sr�ĺϽ�Ŀǰ����������ҵ���ĺϽ����ǵĺϽ��ĩĿǰֻ�������Ĺ�Ӧ���ܹ��ṩ����һ���ģ����͵ĸ�ǿ�ȱ������Ͻ�����ǿ�ȴﵽ500MPa���������������ȴ�������Գ���10%���ڴ�ӡ��ʱ��ӹ����ܺܲ������Ϊ�����ƵĴ��ڡ�����������µİ취��������Ͻ�Ŀɴ�ӡ���ܾͷdz���Ҫ����ͼ3�ܽ��˴�ͳ���Ͻ�͵�ǰ����SLM���д�ӡ�����Ͻ������ǿ�ȵĶԱ�ͼ����ͼ�dz���������ʾ��ͨ��SLM��������Ͻ���Ի�ü���ͬ��ͳ���칤�����Ƶ�����ǿ�ȣ���������ȴ�½�����һ���������ϸ���ۡ�
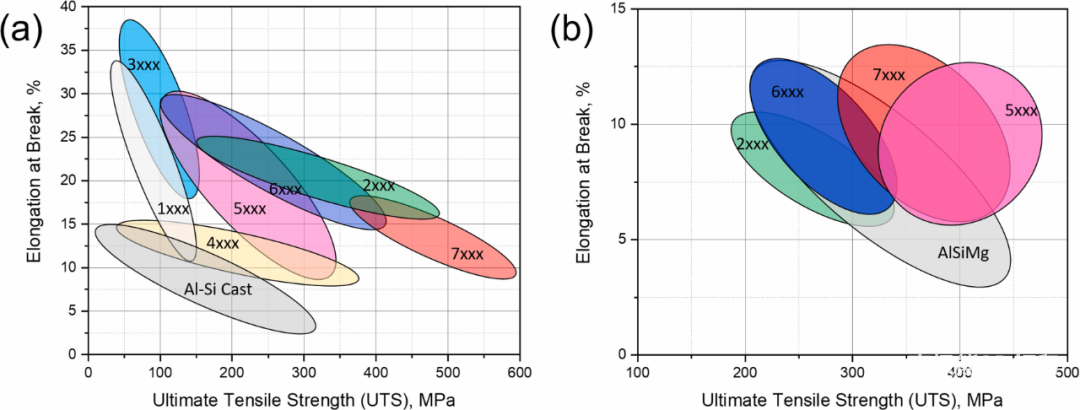
��ͼ3 ��a����ͳ��������Ͻ�ͣ�b��SLM��������Ͻ������ǿ��ͼ
3. Al-Si�Ͻ��AM����
������ Al-Si �Ͻ���нܳ��������ԡ��ߵ��ȵ��ʡ��͵�������ϵ��������������ԣ���˴���������Ͻ��ڲ���SLM�����ʱ����������ǹ���Al-Si (7�C12 wt%)-Mg (>1 wt%)�Ͻ������Ĺ�������ʹ�þ��нϸ�Si�����Ĺ��������������ǽ�Si��Al��ĩ��Ͻ��С�
3.1. �����Al-Si�Ͻ������֯
3.1.1. �ǹ���Al-Si�Ͻ�
�����̹���������֯���ݱ��Ǿ���SLM����IJ����Ļ�е���ܵ�һ���ؼ���������SLM������ǹ���Al-Si�Ͻ�����Ҫ������֯Ϊ����Al��������Si�ࡣһ��ͨ����SLM��������Ͻ�ij���Al��������òΪ������������״������ͼ4a������һ��״����ƽ�������췽����AM����Ľ������������������Ե���Ҫԭ��������������״��������ԭ�����ڲ��ϳ����Ĺ������������̵IJ㲿���ۻ��ۻ��Ľ����Ȼ������������������������Ľ�������������۳����㹻�����ݶȣ������ͷŵ�DZ������ֹ������ǰ�ص������������EBSD�о���ʾ��Щ��״����<001>���ṹ�����������ڶ��͵��¶��ݶȣ����ټ��ȺͿ�����ȴ�γɵģ������µĶ����ȵ��³�����״�����γɣ������̹����еĹ�����Χ�ı߽��γɡ�Wu����ע���Щ���İ����γ�ʵ����״��֮���γɵģ�������ı����������ڹ������������ִ��Al�����γɵ������£���ͼ4e��f��ʾ�������ǵĹ����У���������״���ijߴ�ﵽ�˼��ٸ���m������ijߴ�Ϊ������m�����ǵ��о������������������ڹ�����Si��Al֮�䣨����Ϊ(111)Si||(200)Al)�����ڴ�ͳ�����ʱ����ȴ����С��10 K/s��ʱ��Si������������״�����״�Ľṹ�Ҵ�����Al������֦���ṹ�У���ͼ2�����෴����SLM����ĸߵ���ȴ���ʵ�������(10exp��3���C10exp��8�� K/s) ����Щ�Ͻ��γɳ�ϸ�Ĺ���Si�ṹ����ͼ4c��d���ڰ���Χ�;����߽磨ͼ4g��h���ijߴ��ԼΪ10�C100 nm ����һ����ϸС�İ���ά��֯���Լ���ϸ�Ĺ�����֯��������SLM��������Ͻ���Ʒ�Ļ�е���ܵ�������ߡ�
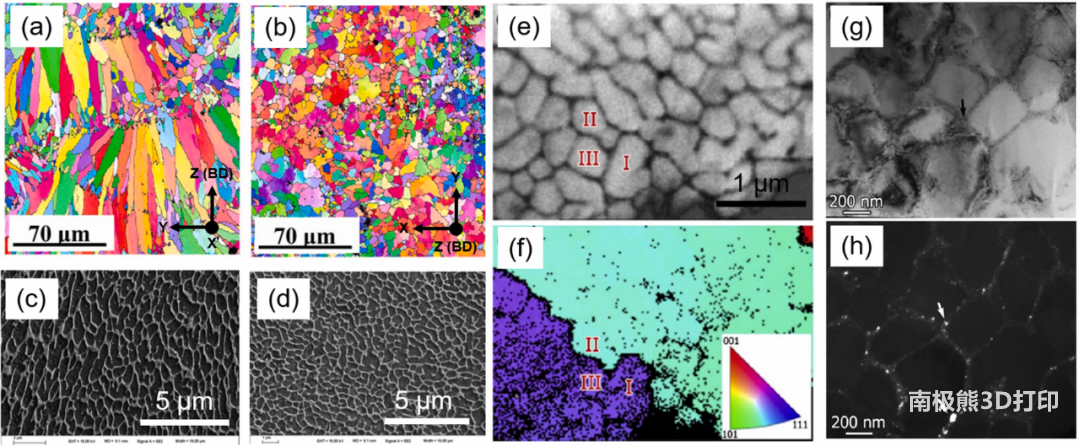
��ͼ4 �ǹ���AlSiMg�Ͻ������֯������EBSD�����ʾ��(a)������Al��״���ľ���
<001> ��֯�������췽��ZY���Ľ����(b) ��XY�����ϵij���Al�����Ľṹ�� (c) ZY ��(d)
XY�����ϵ�SEM��Ƭ, ����ϸС�Ĺ����ṹ�������Ŵ����Ƭ����ʾ�� (e) ���Աȶ�ͼ��� (f) һ����λͼ ,
��ʾ���ڳ���Al�����еİ��ṹ�����Ƶķ�λ��TEM image in (g) �� (h) ��TEM��Ƭ��ʾ��ϸС�Ĺ���Si�ڰ��ڵ����Ρ�
�Ż����ղ�����SLM��������е�Ӧ������������ϸС����֯�������е���ܵIJ�������SLM��������й���Si������֯�Ŀ����ܵ�����������Ӱ�죬�����ȶ���ѧ������ʪ�ԣ��;ֲ���Al��Si��ԭ��Ũ�ȡ���SLM����������У�������Դ���ƶ��ģ����¶��ݶȺ��������ʵı仯�������۳ض��仯�ģ������˹���������֯��֯���IJ�ͬ�������о���Ա̽������һ�㣬����ͨ�����ƹ��ղ������ı��۳ض�ʵ�ֺϽ�����֯�ĸı䡣���磬Thijs������������ۺϵ������ʵ��ٷ���ЧӦͬ��ͳ���칤��������ͬ�����ǹ۲쵽Si�Ĺ��ܶ��ڹ��ܵ�Al�����ڿ�����ȴ�����������ӡ���ˣ������ܵ�Al�����壬�õ�ϸС�İ�-֦���ṹ������λ�ڰ��߽����ά״�Ĺ���Si���γɡ�Si��Һ��Al�еĹ���Ũ���ܵ���ȴ���ʺ���ɢ��Ӱ�죬�����ͨ��������Ҫ�Ĺ��ղ��������п��ƣ���������ʺ�ɨ���ٶȵȡ���һ���ģ����ڼ���ͬ���ϵ������ʱ��Ƚ϶̣�Һ��IJ�����ëϸ�����γɣ��������۳��в��������ȵ�����֯����Ӧ�أ���ͬ���о���Ա�о���ͨ����ͬɨ��������ı�����֯�����SLM������Ʒ��������
3.1.2. ������Al-Si�Ͻ�
������Al-Si�Ͻ������֯��Ҫ����������Si������������״SiǶ���ڳ�����Al�����У�������Si�������Բ����ߵ�ǿ�Ⱥ���ĥ���ܡ��ڴ�ͳ�����ʱ���γɶ���Ϳ�״�ij���Si����ͼ2c��ʾ�����Ӷ��������Ե͡���ĥ�Բ�ͻ��ӹ����ܲ�⼫��������˸úϽ��Ӧ�á���Щ���ƿ���ͨ��ϸ������Si��������Al�����еķֲ���ʵ�֡���AM�����У�����Si�����ijߴ�ͨ��<1 ��m��ͬ��ͳ����ĺϽ���ȣ�����ͨ��Ϊ 25�C50 ��m����ʱ�ĺϽ�Si��Ϊ20wt%��Kang���˵��о������ڸ�Si�Ͻ�Al-50Si �Ͻ��У��۳��ڲ����ӽ�������Դ�ĵط���������Si��Ũ�ȵĽ��Ͷ������̣���ʱ�ⲿ���۳����ڽϸߵ���ȴ�ٶȶ��������и�С�ߴ�ij���Si�࣬��ͼ5��ʾ��������Ϊ��������Һ�壨Marangoni �����������Ƶ�Һ����������ij���Si�����۳��ⲿ���̣�������SLM�Ĺ����е��¶Ƚϵ͵�ʱ���γɵġ���һ���������е��۷������۳ص��¶Ⱥͳߴ����������Ӱ�졣��һ��ֵ�����������ĺ�������һ���ģ�ɨ���ٶȺ������ӹ�����Ҳ��������Ӱ�������������֯����SLM�����еĽϸߵ���ȴ���ʻ�������λ�ƣ����ҹ��������γ�ͬ�ǹ��������Ƶ�����֯��
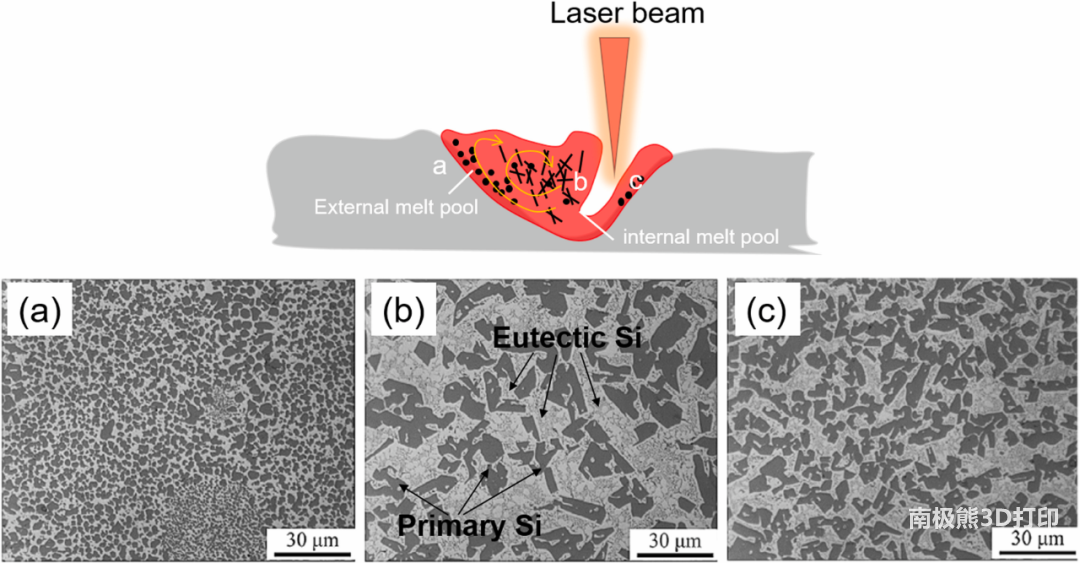
��ͼ5 SLM��������� Al-50Si���Ͻ�ʱ������֯��ʾ��ͼ���۳ء�������Si������Si���ֲ�������
SLM�����ʱ�����ǹ���������-����֮���Al-Si�Ͻ������֯�Dz�ͬ�ġ�����Ҫ����Ϊ�ڳ���������̹�������ı�����ͬ��ɵġ�������Al��Ҫ���ǹ�����ռ��������������ǿ�ҵ����¶��ݶȺͿ��ٴ��ȵ������¼��������Ĺ�����ɢ�ھ�������ϸС����ʽ�Ķ����������γ����Ӻ���״���ṹ��������һ���棬�൱�����Ĺ��������ڹ������Ͻ��У���ʱ��Si�κ���Ϊ�������Է�ɢ�Ŀ��������ڹ���Һ���С�������Ա�����״���ڹ������е��γɣ�ǿ�ҵ����¶��ݶȺ���Ӧ�������������ᵼ��Si�����IJ����ȵķֲ���Ư���ķ��롣�������¶��ݶȺ���ȴ���ʾ���Ӱ������״����Һ�������������ӹ���������ͬʱӰ����������ǹ���������֯����������������֯���γ��ϴ��ڲ��
3.2. ȱ��
�о�Ҳ�����ӹ�������AM����Al-Si�Ͻ����ܶȲ���������Ҫ��Ӱ�죬������Ϊ���γ����ס������γɻ����ص�Ӱ�쵽�������յĻ�е���ܺͶ���ǿ�ȡ�������֪���ӹ����������Ż�������SLM����IJ������ܶȡ����磬Ӧ�øߵĹ��ʺ�ɨ���ٶȵ���ϣ�����ɨ������С������ͨ���Ż��������SLM���첿�����ܶȡ�Ȼ�����������о��о���ʾ������۳صIJ��ϻ�ѧ��Ӱ����ɵĶ����ղ�����ȱ�ݵ��γɵ�Ӱ�������о���
ͼ6��ʾ��Ϊ��AM����AlSiMg�Ͻ��ʱ�����õ��IJ�ͬ��ȱ�ݡ�������ͼ6a������SLM���������ʱ���۲쵽��һ������������ɲ������ɨ��������ĵ���֮��Ľ�ϡ���һ���ģ���һ�������ڳ������ʵķ�ĩ��ǰһ�Ѿ��ۻ��ĵ����ϵ�ʱ�������谭���ɴ���ɲ����ȡ����������Ƿֲ㡣��ˣ������صĶ��ϵ����ܺͲ����ļ�����״�������������ȱ����һϵ�в���ȫ�ۻ��Ͳ�����������γɵġ������������ȱ���Dz���ֵ������ܶȺͲ��֮������Ľ������ɵģ���ʱ���е�ȱ�ݾ������������ڵ��ۻ���֮��ľ�����������µ�ɨ���֮���Ӳ������ɵġ�
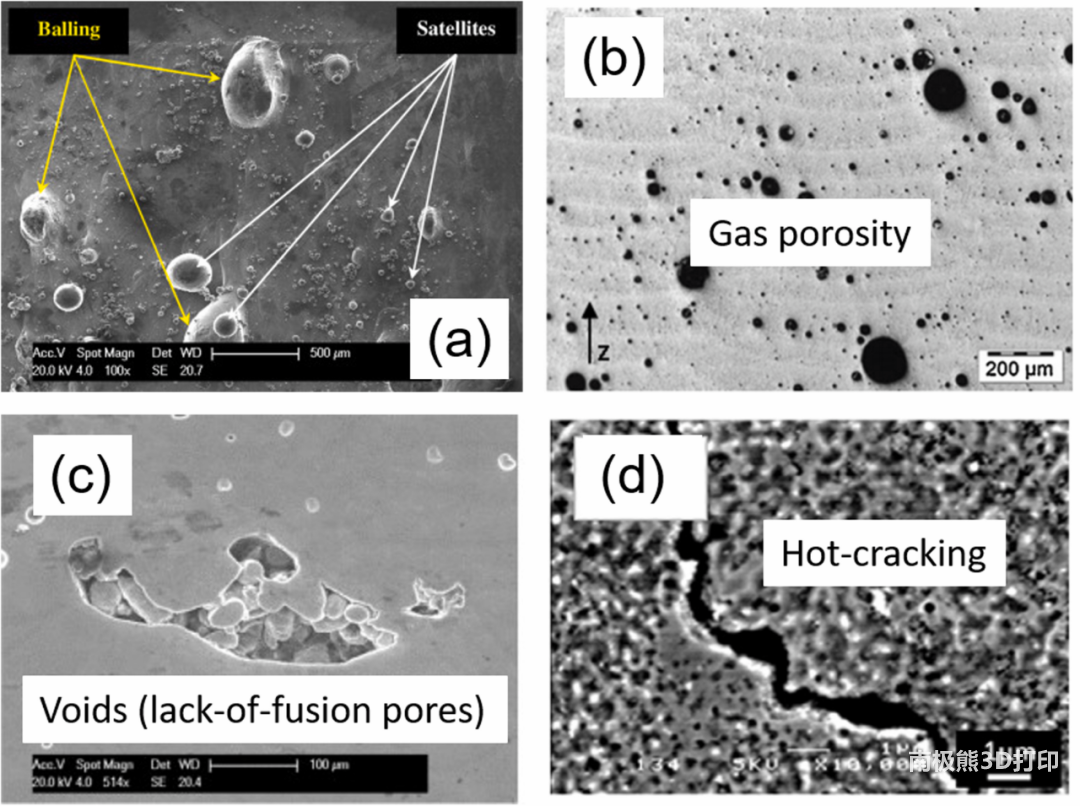
��ͼ6 ��SLM����Al-Si��ʱ���γɵĵ��͵�ȱ�ݵIJ�ͬ���ͣ�(a) , (b) ������ɵ����� , (c) ����δ�ۻ���ȫ��ɵĿ�Ѩ�����ף�(d) ������
��ĩԭ�����е�ʪ������ɱȽ�С���������γɵ����ף�һ��ֱ��С��5 ��m����ͼ6b�����ڸ������ļ���������õ�ʱ����һ���dz����ص����⡣��һ���ģ����ʪ��ͬAl��Ӧ������Al2O3�Ļ����ͷų����������ͻᱻ���������ա������������ͻ���ɸ���������ף�ʹ�����ijߴ�����������������¶����߶�������磬Weingarten ���˱�������SLM����A1Si10Mg �Ͻ��ʱ�����γɵ�����96%��Ϊ�����ף���ͼ7��Ȼ��������ĩ����Ԥ�Ȼ����������������磬Yang���˵��о���ʾ������������200 ��C�������±���16Сʱ����������������Ʒ��������
��ͼ7 Weingarten���˵��о����:��a�� ���Ͻ��ĩ�ͼ�������õ�ʾ��ͼ����b��SLM�����AlSi10Mg�Ͻ���Ʒ�ĺ����ͼ����c��SLM�����AlSi10Mg�Ͻ��ھ���550 ��C@1h�ȴ���֮��õ��ĺ������
��ߴ�����ף�ֱ��Ϊ>30 ��m��ͬ�ۻ�ʱ�ij�ЧӦ��أ���ɵ�ԭ���Ǽ��˸ߵ���������ܶ��Լ��ڲ������Ƶ�������������ɨ�������ɨ���ʱ��һ��λ��λ������ɨ������˴����۳ص�һ�ߵ�����ɢ�Ƚ����ѣ���ɴ������Ȼ��ۡ��ڶ���λ��λ��Բ�ܵ����ģ��˴��ļ��ٺͼ��ٴ��ڸı伤�ⷽ����ɾֲ����������ӡ���������λ���γɵ����ᵼ��ƣ�������½�������ͨ�����������������ı䡣�����ֵ��͵�λ��Ϊ��״ɨ��ı߽�ʱ���ڣ��˴����ڶ����ı߽��ӡ��Ż�SLM�����Al-Si�Ͻ�IJ����������Ŀ�����Щδ�ۺ����Ĵ��ڣ���ͼ6c��ʵ�����������ܵIJ�������ʹ����û��Ԥ�ȷ�ĩԭ���ϵ�ǰ����Ҳ��ʵ�֡�ͨ����˵��������Al-SI�Ͻ���������ƻ������Ʋ����У�����Si�ĺ���Ϊ1 wt%��ʱ��ͼ6d����ЩSLM��Ʒ�е����Ƶ�������ͨ����������������������Ĺ�����Ӧ�����ͷ���ɵ���չ���γɡ�
δ���������ӭ��������ע
(���α༭��admin)

 CONTEXT�����г����棺��
CONTEXT�����г����棺�� ���������о����棺�ѷ���
���������о����棺�ѷ��� AM Research���棺2024��
AM Research���棺2024�� �����ӡǰ�أ��µ�������
�����ӡǰ�أ��µ������� ��������ҵNobula����3D
��������ҵNobula����3D ��2033�꣬�մ�3D��ӡ�г�
��2033�꣬�մ�3D��ӡ�г���������
- �����˿���һ�߸���ָ�ĸ���Ф���������
- ��CONTEXT�����г����棺���ż�3D��ӡ��
- �����������о����棺�ѷ��г����չ��
- ��AM Research���棺2024��ڶ�����3D��
- �������ӡǰ�أ��µ���������˾ Biomoti
- ����������ҵNobula����3D��ӡ������ҵ
- ����2033�꣬�մ�3D��ӡ�г���ģ���ﵽ��
- ��VoxelMatters���棺����Ʒ���������г�
- ��3D��ӡ�ݳ�Ʒ�۾���ҵ��״
- ������ҽѧ2024�ϰ���Ӫ�ճ�1.1��Ԫ����
 ���ϴ�ѧ��������
���ϴ�ѧ�������� ����Ӧ�ÿ�ѧ����
����Ӧ�ÿ�ѧ���� 2023������3D��ӡ
2023������3D��ӡ dz̸3D��ӡ������
dz̸3D��ӡ������ ��SmarTech������
��SmarTech������ 12λ����˹����ר
12λ����˹����ר�ȵ�����
- ��3D��ӡ��δ����2022�귢չ����
- �������ܳ���(DED)��������:�������ԡ�ȱ
- ��2023���й�3D��ӡ��ҵ��չ��״����չǰ
- ����ͨ���������3D��ӡǮ��
- ��ͼ���й�3D��ӡ��չ��״������
- ��Ϊ��LCD 3D��ӡ��������Խ��Խ�㷺��
- ��2022�й�3D��ӡ��ҵ�г���ȼ�Ͷ���о�
- ��ȫ��80�����������Ԥ��2020��3D��ӡ
- ��dz̸3D��ӡ�����ij��ֶ����������Ӱ��
- ���������������Ӳ�ճ�ԣ�ͨ�����������


