可生产、可重复、可预测… 量产中应用的3D打印技术需经历哪些认证“关卡”?
增材制造技术进入到产业化应用阶段所面临的挑战之一是如何获得相关应用行业的认证,如航空航天领域的适航认证。而认证不仅是对用增材制造技术制造出来的最终3D打印零件进行认证(certification),还涉及包括增材制造设备、材料、软件、工艺在内的整个增材制造过程的资质(qualification)认定。可见,认证涉及到零件生产商和增材制造设备供应商两个层面。那么,3D打印零件进行认证时需要考虑到哪些因素,增材制造设备供应商能够为此提供什么支持呢? 分享是增材制造工程咨询企业Barnes Group Advisors与粉末床激光金属3D打印设备供应商VELO 3D 对3D打印零件认证工作的看法与部分经验,借此对以上问题进行探讨。
![]() 增材制造产业化的“必修课”
增材制造产业化的“必修课”
![]() 认证与资质
认证与资质
认证(certification)是指零部件符合设计意图,并且也适合在机械系统中的使用。例如,某个零部件可能满足其设计者指定的所有设计标准,然而这并不意味着按照该设计进行生产的零部件,在装配到机械中以后每个都能够正常运转。无论是航空航天,医疗,石油和天然气,还是其他监管程度较低的制造行业,总会存在一定程度的要求。独立的认证机构将审查制造商所提供的数据,并证明该制造商所生产的零部件是否适合在飞机,汽车或其他机械中使用。
资质(qualification)涉及到支持制造商获得零部件认证的关键过程,其中不仅包括进行零部件3D打印所需的设备、材料以及工艺,还包括整个增材制造过程。
![]() 零部件认证的“五大支柱”
零部件认证的“五大支柱”
零部件认证可以借助约翰・W・“杰克”・林肯提出的飞机结构完整性一般原则“五大支柱” 进行概括。
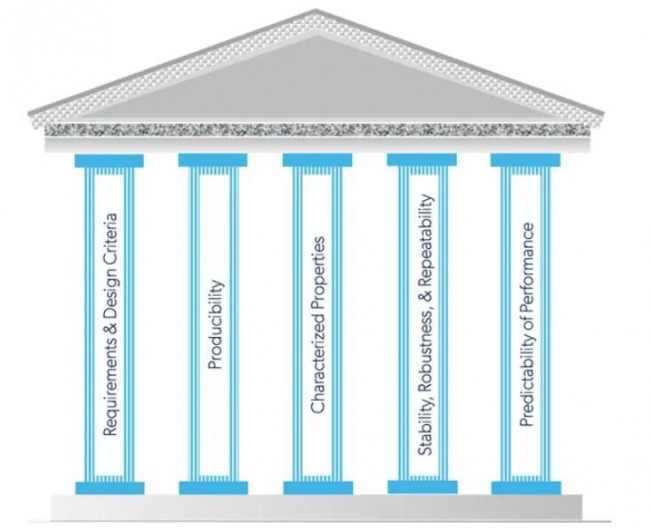 约翰・W・“杰克”・林肯提出的“五大支柱”。来源:Barnes Group of Advisors
约翰・W・“杰克”・林肯提出的“五大支柱”。来源:Barnes Group of Advisors
第一个支柱-要求和设计标准(Requirements & Design Criteria )。零部件的设计可能美观大方,但是如果装配在机械中不能满足既定的性能要求,则没有任何意义,也就是说如果一个零部件无法完成它的“本职工作”,则不会获得认证。
第二个支柱-可生产性(Producibility)。这是个关键阶段,具有可生产性意味着,在不产生过多报废和返工的情况下,进行零件的制造。
与可生产性密切相关的是第四个支柱-稳定性,稳健性和可重复性(Stability, Robustness, and Repeatability),这实质上意味着生产中的每个零件都符合用于初始认证的零件所展示的要求。
第三和第五个支柱是零件的特性(Characterized Properties)和性能的可预测性 (Predictability of Performance),这意味着材料特性和材料与工艺参数之间的关系已得到很好的理解,设计人员可以放心地使用性能数据来设计零部件。
![]() 增材制造零件认证中的挑战
增材制造零件认证中的挑战
在传统的制造工艺中,材料与工艺之间的关系是众所周知的,数据已经存在了很多年,而且零件已经使用了很长时间。因此,对这些过程的信心很高。而增材制造不如传统工艺成熟,针对增材制造零件认证,需要更多的数据来支持“五大支柱”中所概括的内容。
增材制造与传统制造在零件认证方面存在不同点,传统制造的零件认证经常使用统计机械特性(即A,B和S基允许值)来支持性能的可预测性。
已有很多制造商在进行金属3D打印零件的认证,这是证明某种零件是适合某种机械系统使用的一个途径。但就整个增材制造领域而言,目标是朝着获得整个增材制造过程资质的方向发展,也就是具有资质的增材制造过程被认为是稳定、 稳健的、可预测的,通过增材制造过程能够制造多种获得认证的3D打印零件或零件家族。
![]() 增材制造设备商能为认证做什么?
增材制造设备商能为认证做什么?
在零部件认证“五大支柱”中,首先与增材制造设备制造商相关的是第二个支柱-可生产性。
虽然说3D打印技术对于产品的复杂性不敏感,能够制造传统工艺所不能实现的复杂结构,但各种不同3D打印技术也存在着对于设计的限制,3D打印技术也不是万能的。以选区激光熔化金属3D打印工艺为例,该工艺中存在一个“45度规则”,在设计时需要尽量设计大于45度角的结构,从而最少化零件支撑结构的使用。
不过随着设备和面向增材制造的设计技术的发展,选区激光熔化3D打印技术的可生产性得到了扩展,比如说VELO 3D的智能熔化金属3D打印系统,可以在不需要支撑的情况下打印角度低至10度的零件特征。这些变化将对制造实际可以生产的3D打印零件产生积极的影响。
在应对认证的第三支柱-零件的特性方面,VELO 3D 与 Barnes Group Advisors合作开展了相关研究。以下图表显示了他们对Inconel 718 材料3D打印、铸件和锻造材料之间所做的比较。除此之外,他们还研究了统计机械特征,或整个数据集中机械概率的稳定性。
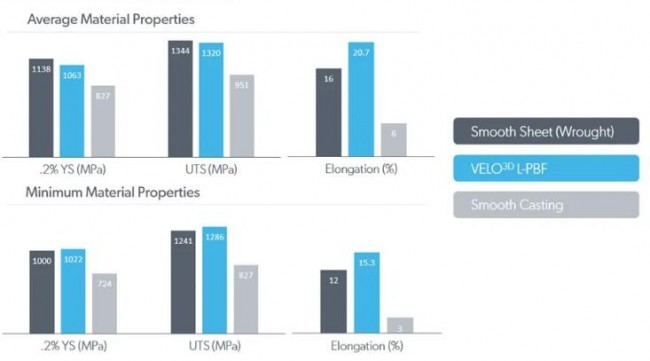 对Inconel 718 材料的研究。来源:Barnes Group of Advisors
对Inconel 718 材料的研究。来源:Barnes Group of Advisors
他们查看了来自五台不同3D打印设备的数据,这些设备打印了两个激光路径,总共有10条不同的激光路径和大约100个样本,并检查了统计数据存在的变化。在这项研究的抽样零件中,有99.7%处于屈服强度、极限抗拉强度和延伸百分比的指定水平内。
稳定性,稳健性和可重复性是零件认证的第四个支柱。对于用于生产的金属3D打印技术而言,保证同样一个设计在下一次打印时能够获得同样的质量,即质量的可重复性,是非常关键的。
通常3D打印设备会每三到六个月由现场服务工程师进行一次校准,但在两次校准之间,设备处于什么状态是难以确定的。VELO 3D 计划实现设备的原位校准,即在每次打印之前通过“单击操作界面”进行校准,以此来保证打印时设备处于良好状态。
认证的第五个支柱是性能的可预测性。VELO 3D 对这一点的应对策略是,通过软件实现实时的打印质量监控,如实时计量与零件孔隙率相关的因素,孔隙率是引起金属3D打印零件缺陷和不良机械性能的主要原因之一。根据3D科学谷的市场观察,VELO 3D 开发了Assure 质量保证和控制系统,作用是确保提供批量生产所需的零件质量,该系统可以检测过程异常,对其进行标记,并显示所需的纠正措施,从而避免重复出现错误。
增材制造技术在设备、工艺以及质量监控方面的发展,将使制造用户的零件认证道路更加顺畅。无论是哪一种用于生产的工业级3D打印设备,具有稳定性、可控性、可重复的打印过程,对于支持其制造用户获得3D打印零部件认证都非常关键的。
 获得认证的四个关键因素:制造设施、打印设备/工艺、零件,批量验收。来源:Barnes Group of Advisors
获得认证的四个关键因素:制造设施、打印设备/工艺、零件,批量验收。来源:Barnes Group of Advisors
除了硬件之外,3D打印零件获得任何行业认证的过程都可以归结为数据。最困难的事情是首次使用新工艺对零件进行认证,然而一旦有了已知的数据池,并且有了一个已知的过程,资格和认证过程就会快得多。
(责任编辑:admin)

 CONTEXT最新市场报告:入
CONTEXT最新市场报告:入 增材制造研究报告:钛粉市
增材制造研究报告:钛粉市 AM Research报告:2024年
AM Research报告:2024年 生物打印前沿:奥地利初创
生物打印前沿:奥地利初创 瑞典初创企业Nobula接受3D
瑞典初创企业Nobula接受3D 到2033年,陶瓷3D打印市场
到2033年,陶瓷3D打印市场 中南大学在增材制
中南大学在增材制 美国应用科学技术
美国应用科学技术 2023年美国3D打印
2023年美国3D打印 浅谈3D打印技术的
浅谈3D打印技术的 据SmarTech评估,
据SmarTech评估, 12位福布斯技术专
12位福布斯技术专

