3D打印部件可以超声波焊接吗?
时间:2019-07-05 15:19 来源:南极熊 作者:中国3D打印网 阅读:次

超声波焊接原理,以及它对部件尺寸和物理特性要求,3D打印工艺过程和部件特性,包括超声波焊接所需的零件分辨率,强度和物理特性,用于制造3D打印零件的材料的可焊性。
3D打印部件可以超声波焊接吗?通常,答案是“有时”可以。所有3D打印部件都需要具有超声波焊接所需的一些关键特性:高分辨率,强度,坚固性和可焊性。但尚无法对采用3D打印的各种零件使用超声波焊接。然而,鉴于3D打印材料和技术的快速发展,似乎可以解决和克服这些当前的限制。
超声波焊接的基础知识
超声波焊接是使用通常称为“焊头”的模具,将高频振动(15-50Khz)传递到部件或者材料层。这些振动传递到两个部件的界面并通过交变应力和摩擦产生热量,将材料熔化并将两个部分粘合在一起。该技术快速有效且清洁,无消耗品。超声波工艺还可用于螺丝嵌入、铆接和点焊组件等。超声波焊接十分适合热塑性材料的焊接。热固性材料经历不可逆的化学变化而不能重整,因此不能进行超声波焊接。
其他因素可能影响材料的超声所需能量和可焊性。主要因素包括聚合物结构、密度、熔化温度、粘度、刚度(弹性模量)、导热率和化学组成。无定形和半结晶聚合物都可以焊接。然而,无定形材料通常更容易焊接,因为它们具有较宽的软化温度并且更容易将超声波振动传递到焊接筋上。
在超声波焊接方面,主要有两种类型的超声波焊筋设计:导能筋和剪切焊缝设计,如下图1。两者都需要3D打印零件的高分辨率,因为超声工艺所需的零件特征公差可能非常小。
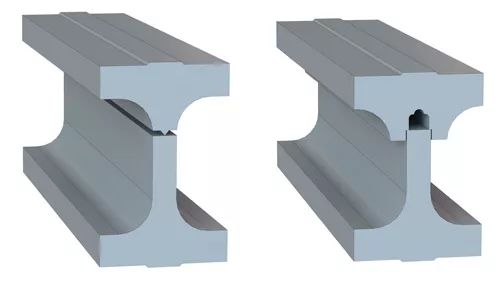
图1.导能筋(左)和剪切焊缝设计(右)的示例。
导能筋的焊缝设计导能筋集中能量以快速软化和熔化塑料。它通常在接合面上有一个凸起的三角结构。在焊接过程中,尖角因较大的交变应力和摩擦迅速产生热量并熔化,软化或流体塑料流过整个接合区域并与另一零件熔化表面混合。三角筋的结构显着缩短了焊接时间。导能筋设计是无定形材料最常用的焊缝设计,但它们也可用于半结晶热塑性塑料的焊接。
导能筋的尺寸根据部件尺寸而变化,但通常在0.25mm到0.5mm高的范围内。对于无定形材料的夹角为90°,对于半结晶材料的夹角为60°。该导能筋设计的尖角上的点是很重要的,注塑部件的尖角半径优选为0.05mm或更小。纹理表面通常是设计在配合的部件上。在配合部件上模制纹理可以通过增强摩擦特性和加强熔体控制来改善整体焊接强度和质量。通常纹理仅为0.075mm至0.15mm。这对于某些3D打印技术来说可能是不可能实现的。
剪切焊缝设计
半结晶树脂通常采用剪切型的焊缝设计会具有更好的焊接强度。半结晶树脂具有相对较窄的温度范围,从固态快速变为熔态并变回固态。采用切剪焊缝设计,可以让熔融材料保留在焊接区域并防止与周围空气接触,防止熔融塑料过早凝固。当采用导能筋的焊缝时,加热流出的熔融塑料在与邻近塑料表面熔融塑料混合之前便重新固化了,降低了焊接强度和气密。
剪切焊缝设计在两个部件之间有小的过盈配合。焊接从一个很小的接触区域开始,一旦熔化开始,便沿着部件的垂直壁继续向下,以获得较好的焊接强度和气密密封。剪切量的大小:对于尺寸小于20mm的零件,剪切量0.2mm,建议公差为±0.025mm;对于较大的部件(38mm-76mm),剪切量约0.35mm,公差为±0.075mm。剪切焊缝设计需要刚性侧壁支撑以防止焊接过程中的挠曲变形导致剪切量变小。
(责任编辑:admin)

 CONTEXT最新市场报告:入
CONTEXT最新市场报告:入 增材制造研究报告:钛粉市
增材制造研究报告:钛粉市 AM Research报告:2024年
AM Research报告:2024年 生物打印前沿:奥地利初创
生物打印前沿:奥地利初创 瑞典初创企业Nobula接受3D
瑞典初创企业Nobula接受3D 到2033年,陶瓷3D打印市场
到2033年,陶瓷3D打印市场最新内容
 中南大学在增材制
中南大学在增材制 美国应用科学技术
美国应用科学技术 2023年美国3D打印
2023年美国3D打印 浅谈3D打印技术的
浅谈3D打印技术的 据SmarTech评估,
据SmarTech评估, 12位福布斯技术专
12位福布斯技术专热点内容


