避免翘曲、增加层粘性,通过仿真来提高FDM 3D打印质量(5)
温度场分析
下表为各方案的温度及热流量统计表格,可以看出当入口温度都为23℃时,方案二的出口温度(74℃)高于方案一(72℃),远高于原始方案(4℃8)。其中原始方案的温升为25℃,方案一的温升为46℃,方案二的温升为56℃。虽然方案二比方案一的出口温升高15.2%,方案二的加热器的总换热量高于方案一14.3%,即方案二的热能利用率高于方案一。
表7-4 各方案温度及热流量统计

从上表可以看出,优化方案一和优化方案二的换热性能力都高于原始方案,其中方案二的流体出口和入口的热量差值 (w)是方案一的1.28倍。原因在于,对于方案一来说,从离心风机出来的气流又两个方向可以流动,流向换热区域或流向相反区域(如图7-2所示),流向反方向的气流没有挡风罩的约束,从挡风罩外侧流向出口,导致流向换热区域的流量只占总流量的一半,且此时出口的温度并不均匀(如图7-3、7-4)。
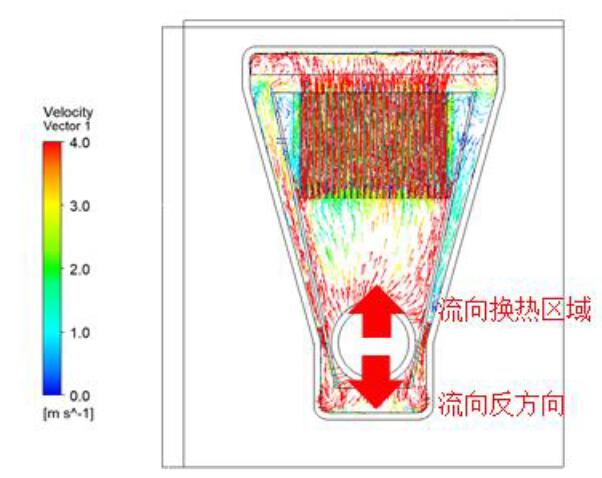
图7-2 方案一 风机流出气流方向示意
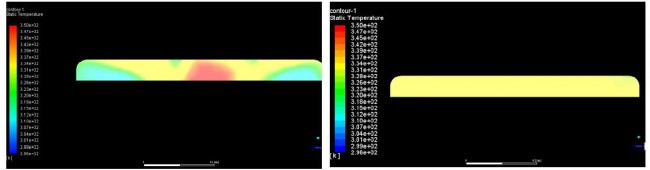
图7-3 方案一出口面温度分布
图7-4 方案二出口面温度分布
- 结论
经过对比分析可以得出如下结论:根据数值模拟的结果,添加了阻力的的散热片区域的流量很小,大部分气流从散热片区域外流过,会导致散热效果不好。
添加挡风罩后,气流被强制通过散热片区域,增大与加热器加热面的接触面积和接触风量,可以有效的提高加热器的热能利用效率,采用方案二中的挡风罩后,出口的温升较原方案提高一倍至53℃,且出口风温分布也比较均匀。
![]() 薛一戈
薛一戈
安世亚太流体工程师,伊利诺伊理工机械与航空航天工程专业,硕士学位,超过2年的汽车行业CAD设计与CAE仿真,擅长湍流、边界层、多相流、颗粒物等多个领域的仿真与分析,目前主要参与增材设备的流体仿真分析项目,积累大量3D打印设备流体优化经验。
(责任编辑:admin)

 CONTEXT最新市场报告:入
CONTEXT最新市场报告:入 增材制造研究报告:钛粉市
增材制造研究报告:钛粉市 AM Research报告:2024年
AM Research报告:2024年 生物打印前沿:奥地利初创
生物打印前沿:奥地利初创 瑞典初创企业Nobula接受3D
瑞典初创企业Nobula接受3D 到2033年,陶瓷3D打印市场
到2033年,陶瓷3D打印市场 中南大学在增材制
中南大学在增材制 美国应用科学技术
美国应用科学技术 2023年美国3D打印
2023年美国3D打印 浅谈3D打印技术的
浅谈3D打印技术的 据SmarTech评估,
据SmarTech评估, 12位福布斯技术专
12位福布斯技术专

