�������Լ�ȩ��֬��ɰ��3D��ӡ���������е�Ӧ��
ɰ��3D��ӡ�ǻ��ڡ���ɢ/�ѻ����͡��ij���˼�룬������ģ���ļ�Ϊ�������ò��ӹ��ķ�������ɰͨ��ճ������ӡ��ѻ�����ɰ�ͣ�רҵ����Ҳ��Ϊ�������켼��������ڴ�ͳ����������ʽ���ر��Ƕ��ڵ�����������Ʒ�ֶࡢ�����ٵ�������Ʒ��ɰ��3D��ӡ������������ľģ��ģ���ȣ�������Ӧ�ٶȿ졢���ڶ̡�����Ըߡ��ȶ��Ժá�ɰоһ�廯���켰����������⸴����״���ص�[1]��Ϊ���ƶ�������ҵ�ĸ�������չ����������ί����֧��ɰ��3D��ӡ����ģ����ȼ������ƹ�Ӧ�÷�չ[2]��ɰ��3D��ӡ����������ʵΪ��ģ��������������
��ǰ������ɰ��3D��ӡ��Ҫ�ǻ���ճ�������3D��ӡ���μ���(3DP)���õ�ճ�����Ϊ���֬�������֬ɰ�ͷ��࣬������ɰ�������Ժ������Բ��̫�ʺ����ּ�������[3]��ͨ�����겻�ϵ��������з������ɿƼ�����ɫ��֬���ϳ��������о��Ļ����ϣ������з���ɰ��3DP�����õĸ��Լ�ȩ��֬���㷺���������֡���������ɫ����������������
![]() 1 ɰ��3D�������ø��Լ�ȩ��֬�����Ժ�����ָ�����
1 ɰ��3D�������ø��Լ�ȩ��֬�����Ժ�����ָ�����
1.�� ��Ӳ���ĸ��Լ�ȩ��֬
ɰ��3DP��ӡʹ�õ�ճ���һ���Ǵ���Ӳɰ��֬������չ�����ģ�������ҵ������Ӳɰ����֬��Ҫ�У����֬����Ӳ���ļ�ȩ��֬��֬Ӳ���ļ�ȩ��֬�����ȩ��֬���Լ���Ӳ����������֬[4]��Ŀǰ����ɰ��3DP������ճ���Ϊ���֬�������в�����ɰ��3D��ӡ��֬������һ�ֻ�������̻��ĸ��Լ���֬�����Ͽ����ģ���������һϵ������[5-7]��
1����֬�������ͣ�Ӳ���ٶȵ�����ǿ�������֬�൱��
2�������Ժã�����ʱ�̱ǡ����۾��Ĵ̼�����ζ���ҽ�ע����ζ���ͣ�
3�����м�ȩ��֬���ص㣬���Ⱥ��ж���Ӳ�������ԣ�
4����ע����ɢ�Ժã������֬�൱��
5����ע��ľ�ɰ����2����е���ռ�����������ɰ�������ʿɴ�95%���ϣ�����ɰ������ɰ�ɴ�98%���ϣ������ۺϳɱ��͡�
1.2 ���Լ�ȩ��֬����ɰ��3DP��ӡ��߱����ص㼰������ܲ���
1.2.1 ɰ��3DP��ӡ��������Ҫ��
ɰ��3��P��ӡ�Ĺ���ԭ���ǣ�������ɰ����һ�������һ�����˹̻�������ɰ�����ʹ�����콫��֬������Ҫ���͵���������ɰճ�ᣬ�γ�ɰ�ͽ��棬Ȼ������ƽ̨�½�һ�����棬��ɰ����һ����ɰ����ͷ���������ӡ�����������ɰ�Ӳ��ѻ��õ�ɰ��ģ��[8]��
�봫ͳ����������ȣ�ɰ��3DP�����̷�Ϊ��ɰ����ī��ӡ��ɰ����ģ������ɰ�ͼ�������ÿ��������̶��и��Եļ���Ҫ����ѵ㣺
1����ɰ����Ҫ����ɰ�������õ������ԣ��̻�����ճ�Ⱥͼ������Ҫ���ʣ�
2����ī��ӡͷ�����ȶ�������֬��һ����Ҫ����ͷ����������������һ����Ҫ����֬��ճ�ȡ��������������ܲ���������һ����Χ�ڣ���ͷ�Ǵ�ӡ���ܵ���������Ϊ�˱�֤��������ף���֬�Ĵ������Ƿdz��ؼ������ʿ����ߴ�Ҫ�������׳߶ȼ���
3��ɰ����ģҪ���ӡ��ɰ����һ��ʱ���ڽ����㹻ǿ�ȣ���֬�����Ĺ̻������������ܹ�����������Ӧʹɰ��Ӳ����
4��ɰ������Ҫ����渡ɰ���٣�������������Ҫ�����ɰ�ͱ߽����֬������������֬����������ɹ��ߣ�ɰ�ͱ�����һ��ʱ����Ҫ��ʱӲ����
1.2.2 ɰ��3D��ӡ��֬��Ҫ������ָ�����
������������������У���ī��ӡ����ɰ��ɰ�ʹ�ӡ��������ؼ��Ĺ�������ī��ӡ��ɰ��3D��ӡ��֬�����¼����ؼ�������ָ�������
1��������
��ī��ӡͷ��ɰ��3D��ӡ�豸�еĺ���Ԫ����[9]����һ�־��ܵ�����������֬���Բ��ܶ�����ף���������֬�����ʿ����ߴ����ϸ��Ҫ����Ŀǰ����ɰ�ʹ�ӡ��Ӧ����㷺���ǹ�1024LA�ͺ���ͷΪ����������Ȼī�ε����Ϊ80PL��ѹ��ǻ�����ֱ��Ϊ����Ϊ�������ͷʹ��������Ҫ�ž�����������ͷ����������Ӧ���̶������֬īˮ�Ĵ����ȡ�ͨ��һϵ����������գ���֬��������ʿ����ߴ��ڿ�������0.1��m~0.5��m���¡����ü������䷨��3D��֬�е����ʿ����ߴ�����˼���������ͼΪ�������
��1 ɰ��3D��ӡ��֬���ʿ����ߴ����ȷֲ������
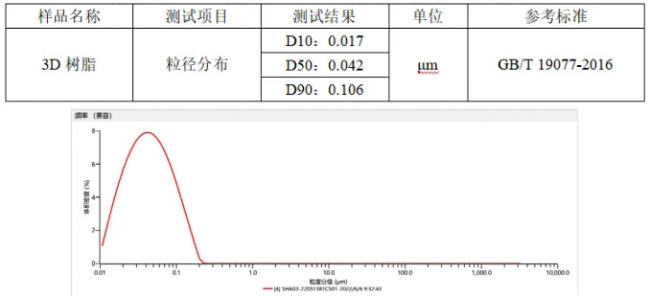
��ͼ1 ɰ��3D��ӡ��֬���ʿ��������ֲ�����
2��ճ��
�ʵ���ճ�ȿ�ȷ��īˮ��ī·��ѭ������˳������������֬�����ī�εľ����γɡ�ճ��̫С����īˮ��Ħ����С��Һ�γ������ζ�����������Ӱ�������ٶȣ���ճ��̫�͵�Һ���н�С�������ڸ�Ƶ������ʱ�����������������һ��ɴ˶���������ķ�ĭ��ճ�ȹ���īˮ�����Բ�Ҳ����γ�СҺ�Σ���Ҫ�ϴ�ϴ�ļ���������ȣ����ϸߵ����䶯���������������������[10]��
3����������
���ʵı����������Բ���������״��Һ�Σ���֤ī�εľ����γɣ����ʹ��ĭ�������٣��Լ���ճ��ͷ��ʹ������ϵĻ�ī�������٣���������ī�ij����ȶ�[10]��
�������������������չ��أ������������ʺ�Ŀǰ��������ī��ӡͷ����֬������ܲ�������������ʵ���ϻ���ī��ӡ���ԡ��±�Ϊɰ��3DP�����ø��Լ�ȩ��֬��������ܲ�����
��2 ɰ��3D��֬������ܲ���

��ɰ����Ҫ�����Թ̻������������������һ����Χ�ڣ�ɰ����ģ��������������Ҫ���Ĺ̻����ܹ�ʹ��֬������Ӧ�����ʵ���ʱ���ڽ�����һ����ɰ��ǿ�ȡ�Ϊ����Ӧ��ͬƷ�ʵ���ɰ�Լ����ִ�ӡ�����¶Ⱥ�ʪ�ȵ�������������C25-C50��һϵ������ͺŵĹ̻���������Ϊɰ��3D��ӡר��ϵ�й̻�����������ܲ�����1.2.3��ɰ��3D��ӡר�ù̻���������Ҫ��
��3��ɰ��3D��ӡר�ù̻���������ܲ���
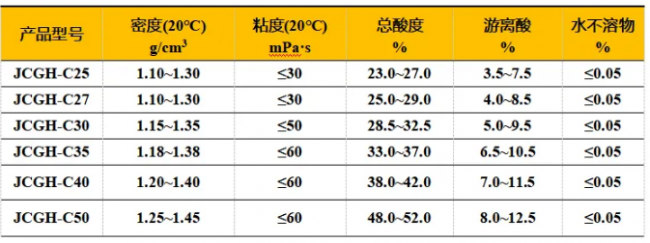 ����ɰ��3D��ӡ��֬�̻������ҹ�˾��������3D��ī��ӡר����ϴ������Ҫ�ɷ��ǻ����л��ܼ��������ߴ��ȹ��մ�����ȷ������ϴ�������ȴﵽ0.1~0.5�ף������˶���ϴ������û�ж��ζ�������Ⱦ����ͼ���ҹ�˾������ɰ��3D��ӡ��֬ϵ�в�Ʒ��
����ɰ��3D��ӡ��֬�̻������ҹ�˾��������3D��ī��ӡר����ϴ������Ҫ�ɷ��ǻ����л��ܼ��������ߴ��ȹ��մ�����ȷ������ϴ�������ȴﵽ0.1~0.5�ף������˶���ϴ������û�ж��ζ�������Ⱦ����ͼ���ҹ�˾������ɰ��3D��ӡ��֬ϵ�в�Ʒ��
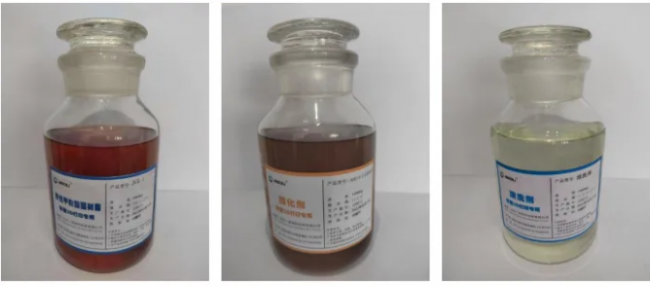 ��ͼ2 ɰ��3D��ӡ��֬ϵ�в�Ʒ
��ͼ2 ɰ��3D��ӡ��֬ϵ�в�Ʒ
![]() 2 ʵ��Ӧ�ð���
2 ʵ��Ӧ�ð���
���ɿƼ�ɰ��3D��֬Ŀǰ���ڹ��ڴ����������ӡ�豸��������ӡӦ�ã�������ɽ����̨�����������쳵���Ӧ�ð������в������ù�˾��ӡ�豸Ϊ����ij֪��Ʒ��2500ϵ�У����ñ�ʯQE256-80�ͺ���ͷ��
2.1���������
��ɰ�����������Ž��������������˾�ṩ��70/140Ŀ��ɰ����֬��������ҹ�˾���Լ�ȩ��֬��������ɰƷ�ʡ������¶Ⱥ�ʪ�����ѡ��̻�������C25�ͺš�
2.2�����鷽��
2.2.1����ī����
���Լ�ȩ��֬�����֬ճ�ȵͣ�Ϊ�˱�֤��ͷ������֬����ī������֡�������ȶ���������īˮ���ϻ���ӡʱҪ�����¼�������ڴ�ӡ������
1) ����ѹ
��ͷҪ�����ȶ�����īˮ����Ҫīˮǰ�˳���������״��ī·ϵͳʩ�ӵ�����ѹ�ܹ�ʹ�������һ���ʵ�����Һ��Һ����״��ͬʱ��סīˮ����ֹīˮ���ϴ����������������ѹ��С��Ҫ����ī��Һλ����ͷ�����ĸ߶Ȳ��й�[11]����һ����Ҫ����īˮճ�Ⱥͱ������������������
2)�����
ɰ��3D��ӡ�õ���ī��ӡͷ����ѹ��ʽ��ͷ���漰���IJ��β������������ѹ��������ȡ����Ƶ���Լ����岨����������˫���������β���������һ��������ͷ״̬�йأ���һ����Ҫ������֬��ճ�Ⱥͱ������������ʵ�������һ��Һ���ճ�Ⱥͱ������������¶ȵ����ӳ��½����ơ�ճ�Ƚ����Ժ�ѹ�����������ʵ����ͣ����岨����������ͷ�������Ϊ������
��ͼΪ��ӡ�������������Ժ����ī��ӡ���������
 ��ͼ3����ī��ӡ�������
��ͼ3����ī��ӡ�������
2.2.2 ��֬��������ɰ��ǿ�ȵĹ�ϵ
��ӡ�����������Ժ�����ϻ���ӡ��ͨ�������ֱ��ʸı���֬�����������Բ�ͬ������������ɰ��ǿ�ȡ�ɰ��ǿ�Ȳ����˿���ǿ�ȺͿ�ѹǿ�ȣ����в�������ǿ�ȵġ�8���������X��Y��Z���������Ų����ã����Խ���ֱ����ɰ��X��Y��Z���������ǿ���������ѹǿ�Ȳ����Կ��dzߴ�Ϊ��40��40��Բ���塣��4Ϊ���Խ����
��4 ��ͬ��֬������������ɰ��ǿ�Ȳ��Խ��
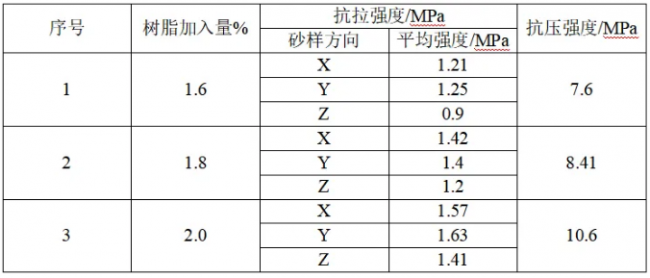
���ݱ�4���Խ����������֬����������ߣ�ɰ��ǿ�������ӡ���֬������������1.8~2.0%�ȽϺ��ʣ��ܹ���������ʹ��Ҫ��
��ɨ��羵�¹۲����۳߶���ɰ֮���ճ���������ͼΪ�۲�����
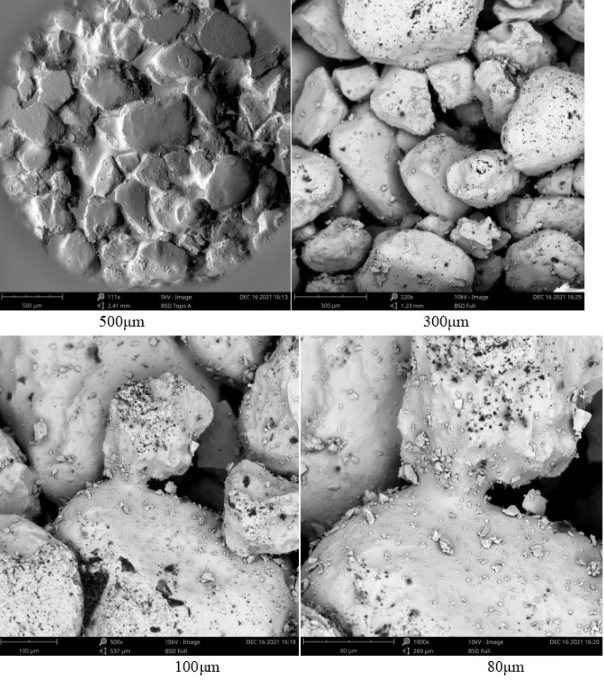 ��ͼ4 ɰ��ճ������۲���
��ͼ4 ɰ��ճ������۲���
����ͼɨ��羵�۲������Կ�������֬������Ӧ���ճ���ų�������ɰ֮�䣬��֬�ܹ��ܺõ�����Ͱ���ɰ����ɰ��֮���ܹ���㹻��������Чճ���ţ��Ӷ����������õ�ɰ��ǿ�ȡ�����ɰ�������ɰ��֮�丽���������������֬Ĥ���ۿ�����Ҳ�䵱ɰ��֮���ճ���ţ�һ���̶���Ҳ�����ɰ�͵�ǿ�ȡ�
2.2.3 ���������
����֬������Ϊ2.0%��ɰ����������˷�������⣬��ͼΪɰʵ���ҵķ����������ǡ�
 ��ͼ5 ��ɰʵ���ҷ����������Ǻͳ�����ƽ
��ͼ5 ��ɰʵ���ҷ����������Ǻͳ�����ƽ
���Խ��Ϊ�������ٶ�Ϊ0.5mL/g/s���������Ϊ10.6mL/g����ͼΪ���Ա��档
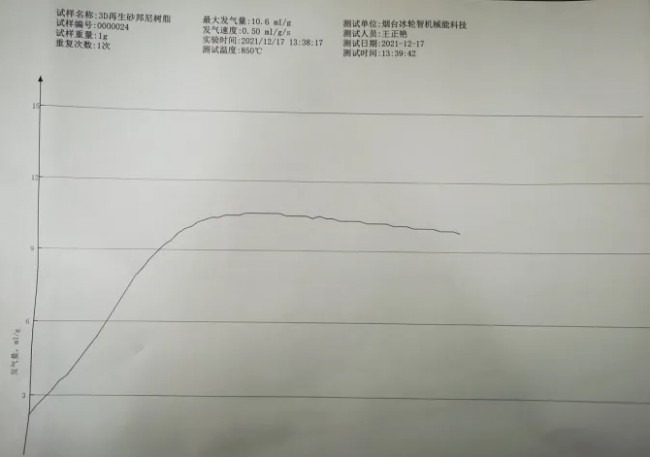 ��ͼ6 ɰ�ͷ�������ⱨ��
��ͼ6 ɰ�ͷ�������ⱨ��
2.2.4 ʵ���������
���ɿƼ���֬��2̨��ӡ��������5����ʱ����д�ӡ��������5�Ǵ�ӡ����ͳ�������
��5 ������ӡ����ͳ�����

����������������ӡƽ����֬������Ϊ2.06%��ͳ�Ƶ�������������ֹͣ�����ڼ������ѹī�����ķѵ���֬��������Ϊ�ֳ���ӡ������ɰ�͡�
 ��ͼ8 ��ӡ������ɰ��
��ͼ8 ��ӡ������ɰ��
 ��ͼ9 �����������ע
��ͼ9 �����������ע
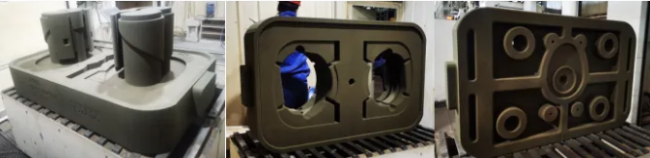
��ͼΪ���������Ժ�������������ע��ɰ����ɢ�����ã�������ɰ��������ճɰ��������������Ҫ��
 ��ͼ10 ���������������
��ͼ10 ���������������
![]() 3 ������
3 ������
1��ɰ��3DP�����õĸ��Լ�ȩ��֬���л����Ժá�ɰ��ǿ�ȸ��Ҿ߿��Զ���Ӳ������ɢ�Ժá���ɰ���������ʸߵ����ԣ�
2����ɰ��3D��֬�����ȸߣ��������ʵ���ճ�ȡ������������絼�ʵ��ص㣬��Ӧ����Ʒ���ͺŵ���ͷ��ͬʱ�����˲�ͬ����ͺŵĹ̻�����Ӧ��ͬƷ�ʵ���ɰ��������ʪ�Ȼ���������
3��ɰ��3D��ӡ��֬����̨�����������쳵������˳�ʱ�䲻���������ʵ������Ӧ�ã�ɰ��ǿ�ȼ��������ܹ�����������������Ҫ�����������������á�
�����
[1]��ҫ��.����ɰ�ͣ��Ĵ�ӡ���������Ͻ�������ͨ������ʵ��[J].�����������ɫ�Ͻ�2021,41��5����611-613��
[2]��ҵ����Ϣ���������ҷ�չ�ĸ�ί����̬������.�����ƶ�����Ͷ�ѹ��ҵ��������չ��ָ�����.���Ų���ͨװ[2023]40�ţ�
[3]�����������������٣���.�ȹ��Է�ȩ��֬������3D��ӡɰ���е�Ӧ��[J].�й�����װ��������2019��54��6����40-41��
[4]���.���Ͳ�������[M].��������е��ҵ�����磬1992:256��
[5]���.��Ӳɰ�����Ӧ�úͷ�չ[J].��ʮ���й�����Э����ᡶ�`����2012��851-858��
[6]������.�ӻ��������ܡ����ſ�������ɰճ����ķ�չ[J].��ʮ���й�����Э����ᡶ�`����2012��104-116��
[7]��ʢ������������������.������֬ɰ�������ּ���Ӧ�ð���[J].�����ӹ����ȼӹ�����2014��9��46-48��
[8]�κ�.3�ģм����ڸ�����ѹ�����������е�Ӧ�ãۣʣݣ����칤�̣�2022,6:64-67��
[9]����ǿ����־�գ�����ΰ����.ɰ��3D��ӡ��ī��ӡͷӦ���о��ۣʣ�.���缼����2022��6��12����2-5��
[10]��������������������dz̸�մ�īˮ�Ĺؼ�����ָ��ۣʣݣ���ɽ�մɣ�2012,8(192):1-4��
[11]����ǿ�����ȣ�īˮѭ��ϵͳ��ɰ�ͣ��Ĵ�ӡ�е�Ӧ�����о��ۣʣݣ������豸�빤�գ�8(4):47-49��
(���α༭��admin)

��һƪ��Markforged �Ƴ�ȫ����֧�ֽ������Ƚ����ϲ��ϵĹ�ҵ��3D��ӡ��
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ�- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��


{kind=link}