南华大学顶刊:陶瓷增材制造裂纹形成机理及抑制策略研究进展
时间:2023-12-22 10:46 来源:增材制造硕博联盟 作者:admin 阅读:次
裂纹形成是陶瓷增材制造(CAM)过程中的常见问题。该文综合比较了间接陶瓷增材制造(DCAM)和直接陶瓷增材制造(IDCAM)技术的成形特点。总结了CAM中微观和宏观裂纹的形态和空间分布特征。分析了IDCAM在成形、烧结和冷却等不同工艺阶段的裂纹形成机制,主要从应力分布和能量释放的角度讨论了DCAM中的裂纹形成机制。全面总结了抑制裂纹的方法,包括工艺参数、辅助能量场和材料成分。提出了CAM中裂纹研究的挑战和可能的未来趋势。

陶瓷材料由于具有耐高温、耐腐蚀和良好的化学稳定性等特点,被广泛应用于机械、化工、电子、航空航天、生物医学等工业领域。传统的陶瓷加工技术,包括注射成型、干压成型、凝胶注射成型等,对模具的依赖性很强,无法满足集成化、复杂化、精密化陶瓷产品快速制造的要求。增材制造技术基于离散堆叠原理,根据预先设计的三维实体模型,将一系列离散材料按预定轨迹逐层堆叠,从而制造出物理零件。与传统的陶瓷加工技术相比,陶瓷增材制造(CAM)技术打破了传统陶瓷加工过度依赖模具的局限,无需模具即可快速生产出完全个性化的陶瓷零件,结构设计自由度高,并被认为是构成工业4.0的众多颠覆性技术之一。CAM技术具有材料利用率高、生产周期短、成型精度高、表面质量好等优点,可实现形状复杂的单件、小批量陶瓷零件的定制化生产。然而,由于陶瓷的固有特性和CAM工艺的特点,成形件存在气孔、裂纹等典型成形缺陷。

图1.光固化技术原理图 (a)SLA工艺示意图;(b)DLP过程示意图
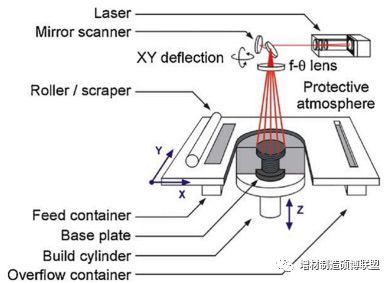
图2. 选择性激光烧结工作原理图

图3. 送粉直接成型技术工作原理图 (a)喷嘴工作位置示意图;(b)沉积系统和成型示意图
CAM工业应用滞后的主要原因是成形缺陷过多和成形质量差。其中,裂纹缺陷严重影响陶瓷件的力学性能,是该技术向工业实用化推进的最大障碍。目前,现有的CAM裂纹缺陷研究主要集中在实验方法的裂纹形貌和抑制上。根据是否需要进行后处理,CAM技术可分为间接陶瓷增材制造(IDCAM)和直接陶瓷增材制造(DCAM)。对于IDCAM,裂纹缺陷主要是在后续的高温脱脂和烧结过程中产生的。在高温脱脂过程中,生坯发生剧烈的体积收缩,进而在烧结件表面或内部产生裂纹缺陷。对于DCAM,陶瓷材料在可见光或近红外光范围内的低热震性、弱致密化和低光吸收使得该技术制备氧化物陶瓷仍然极具挑战性。在陶瓷粉末与高能量密度激光束的强相互作用下,陶瓷粉末在极短时间内经历高温熔化和冷却凝固过程,由此产生的高温梯度和冷却速率导致复杂的相变和微观结构变化。此外,这个过程不可避免地会产生热应力、收缩应力和内应力。在这些应力的耦合作用下形成不均匀的应力场,容易在样品表面或内部产生不同的微观和宏观裂纹缺陷。

图4. IDCAM陶瓷中的裂纹
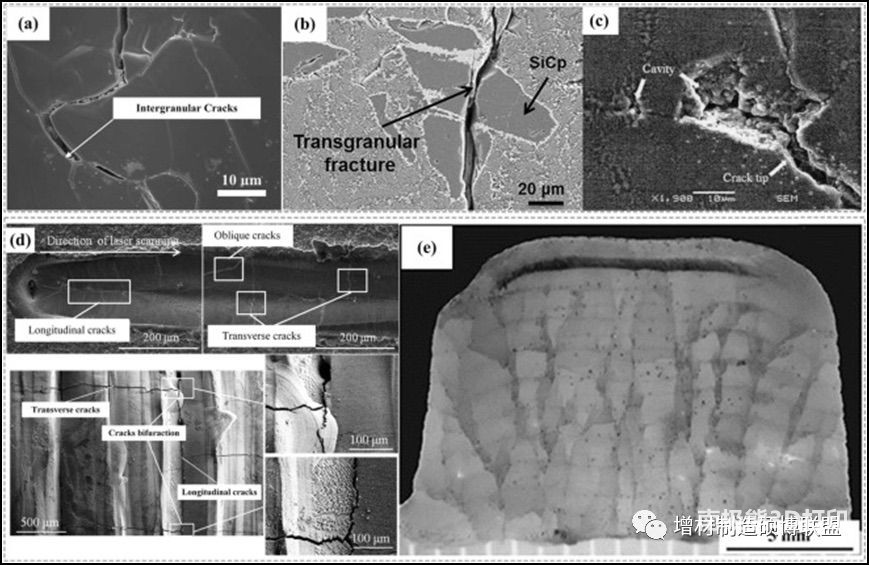
图5. DCAM陶瓷裂纹 (a~c)微裂纹;(d~e)宏观裂纹
(责任编辑:admin)

 中南大学:增材制备可生物
中南大学:增材制备可生物 2024年二季度,中国3D打印
2024年二季度,中国3D打印 《Bioactive Materials》
《Bioactive Materials》 增材制造中机器学习研究综
增材制造中机器学习研究综 高性能水凝胶的3D生物打印
高性能水凝胶的3D生物打印 研究人员开创使用X射线和
研究人员开创使用X射线和最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


