异质多丝间接电弧增材制造原位合成Al-Zn-Mg-Cu合金
时间:2023-08-04 11:30 来源:焊接切割联盟 作者:王立伟 阅读:次
针对上述背景,河北科技大学先进连接与过程控制团队与电子科技大学曾志教授团队绕开传统思路,利用现有商用焊丝,发挥间接电弧熔化效率高的优势,对Al-Zn-Mg-Cu合金的原位增材制造进行了系统的研究和技术攻关。近日,该团队在增材制造领域权威期刊《Additive Manufacturing》上报道了有关异质多丝间接电弧增材制造原位合成Al-Zn-Mg-Cu合金的研究工作。该工作采用自主研制的交/直流间接电弧电源以5.1 kg/h的熔敷效率成功制备了Al-5.7Zn-3.4Mg-1.6Cu合金,全面探究了多丝间接电弧增材制造Al-Zn-Mg-Cu合金的工艺、组织和力学性能。论文标题为“A novel heterogeneous multi-wire indirect arc directed energy deposition for in-situ synthesis Al-Zn-Mg-Cu alloy: Process, microstructure and mechanical properties”。河北科技大学先进连接团队王立伟副教授为论文第一作者,共同作者为:河北科技大学吴涛硕士生、汪殿龙教授、梁志敏教授、杨潇讲师、彭珍珍讲师、刘英讲师、梁永梅讲师、电子科技大学的曾志教授和新里斯本大学的Oliveira教授。本研究工作得到了国家自然科学基金和河北省自然科学基金的大力支持,相关研究结果为增材制造原位合成高性能合金提供了新的方法。
。

研究发现,根据间接电弧行为和熔滴过渡特性自主研发的专用电源提供了稳定的增材制造工艺过程,通过多丝增材制造原位合成了以S(Al2CuMg)、η(Mg(Al, Zn, Cu)2)、和η′为主要构成相的Al-5.7Zn-3.4Mg-1.6Cu(wt.%)合金。制备合金的成分配比和主要构成相与目标Al-Zn-Mg-Cu合金一致。试样层间区域存在由细小等轴晶和胞状晶构成的熔合线,柱状晶和等轴晶分布在熔合线的上、下两侧,层中心区域以倾斜生长的柱状晶为主。由于丝材熔化效率高(5.1 kg/h),单层沉积尺寸大,试样的晶粒度较大,试样中部区域层中心和层间的平均晶粒尺寸分别为146.2 μm和126.0 μm。沉积试样的平均硬度、抗拉强度和延伸率分别为98.6 HV、243.9 MPa和5.9%,高于铸态7050铝合金。
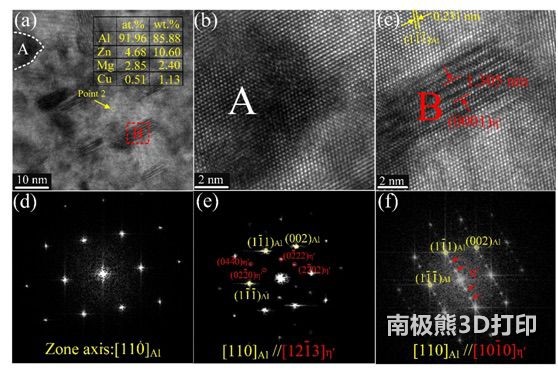
图1 棒状和盘状第二相的HRTEM和FFT图:(a) HRTRM图,(b)标记为A的盘状第二相和(c)标记为B的棒状第二相的HRTEM图,(d)Al基体(e)盘状和(f)棒状第二相FFT模式图
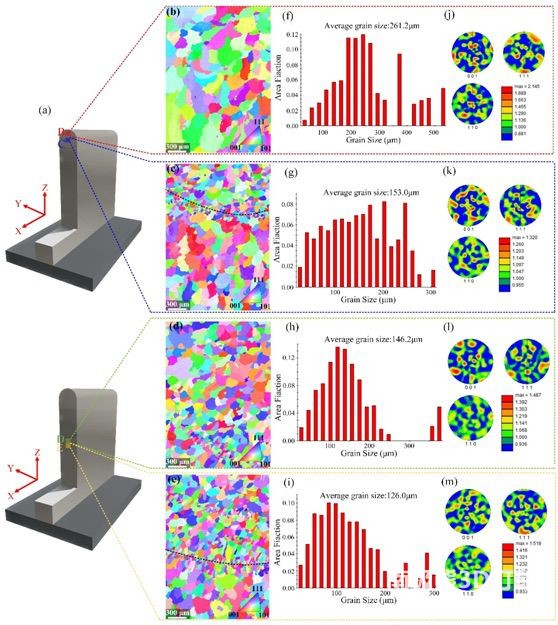
图2 制备的Al-Zn-Mg-Cu合金YZ截面的EBSD结果:(a)测试位置,(b-e)B-E区域的反极图,(f-i)B-E区域的晶粒分布图,(j-m)B-E区域的极图
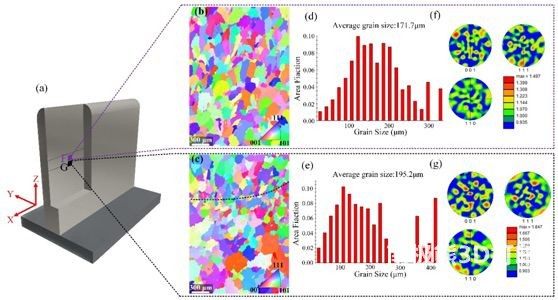
图3 制备的Al-Zn-Mg-Cu合金XZ截面的EBSD结果:(a)测试位置,(b-c)F和G区域的反极图,(d-e)F和G区域的晶粒分布图,(f-g)F和G区域的极图
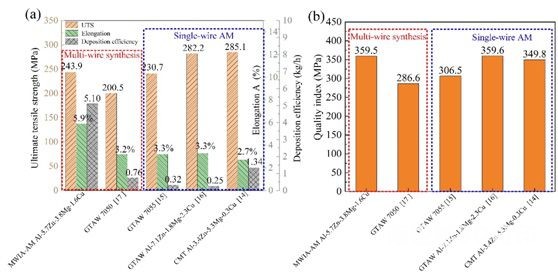
图4 通过不同的WAAM工艺制备的Al-Zn-Mg-Cu合金的拉伸性能:(a)抗拉强度和延伸率,(b)不同WAAM工艺试样的质量指数Q
论文链接:https://doi.org/10.1016/j.addma.2023.103639
来源:河北科技大学王立伟老师供稿
(责任编辑:admin)

 中南大学:增材制备可生物
中南大学:增材制备可生物 2024年二季度,中国3D打印
2024年二季度,中国3D打印 《Bioactive Materials》
《Bioactive Materials》 增材制造中机器学习研究综
增材制造中机器学习研究综 高性能水凝胶的3D生物打印
高性能水凝胶的3D生物打印 研究人员开创使用X射线和
研究人员开创使用X射线和最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


