��߶������ױ�����������װ�临�ӹ�ѧ�����ij�����3D��ӡ
ʱ�䣺2023-07-28 11:36 ��Դ���������� ���ߣ�admin �Ķ�����
���ӿռ���ò�Ĺ�ѧ���ڼ���ӹ��������Ӿ�����ͨ�ŵ��������ڹ㷺Ӧ�á���ͳ�Ĺ�ѧ�����췽����Ҫ��ͨ�������ܼӹ�����ĥ������������Ƚ��ʵ�֣�ͨ�����ࡢ�ɱ�������ҽ������㸴�����ɶ�Ҫ���������켼�����Ʊ����ӽṹ�Ĺ�ѧ������������չʾ����Ϊ���Ե����ơ�Ȼ�������ѵ����������췽ʽ�����ڴ�ӡ�ٶȹ��͡�������ЧӦ�����ı����������ѵ����⡣���ڣ����ϴ�ѧ��е����ѧԺ�������ڡ��ŶӲ�ʿ���о�����˧���й���ѧԺ���ݻ�ѧ�����о��������������Ŷ��ڡ��������졷��International Journal of Extreme Manufacturing, IJEM���Ϲ�ͬ������Ultra-fast 3D Printing of Assembly �C free Complex Optics with Sub-nanometer Surface Quality at Mesoscale�����о����ģ�������öϲ�ɨ�������ӡ������������ƽ���̻��������ϣ���ʵ�ָ��ٴ�ӡ��3.1 �� 104 mm3 h−1����ͬʱ��֤��ӡ�ṹ��������RMS = 0.3340 nm���ı���������
�����
��ѧ������������õ����������С�����ƺ���ʾ��������ֱ��Ӧ���ڴ�������ȫϢͼ�ؽ����˻������������������������ѧ�����Ĵ�ͳ���췽����Ҫ���������ܼӹ��������ע����͡�Ȼ����Ŀǰ�����ļӹ�������۰����ࡢ���ɶȵͣ������˹�ѧ�����Ľ�һ����չ��
�����3D��ӡ������߶ȸ�����ò��ѧ���������˼���Ĺ�ע������ڵ���Ϊ�������쵥Ԫ��˫���Ӿۺϣ�TPP�������ڳ������ͣ�FDM����ֱ��īˮ��д��DIW���������̣�SLA����ȣ�ʹ���Բ���Ϊ�������쵥Ԫ�����ֹ��������DLP������Ϊ�Ǹ�������ۺ��ᄉƬ��һ�ָ���Ч������Ȼ������Լ90%�ļӹ�ʱ�䱻����������ͿĨ�µĹ�̻���֬����ȷ������֮��ľ����ԡ�����Һ������ӡ��CLIP�����գ������˺�ʱ������ͿĨ���裬�ṩ��һ�������������ٶȵĻ��ᡣȻ��������CLIP���������˴�ӡ�ٶȣ�����ӡ�ṹ�ı���������һ���̶�����Ȼ�ܵ�����ЧӦ�����ơ�
Ϊ�˽�����ӹ�ѧ���������ٶ����ӡ�ṹ�������������⣬��˧����̽��������TVP��������һ����߸��ӹ�ѧ��Ƭ�����ٶȵĿ����ԡ���ͼ1��ʾ��TVP���������ڼ�ʮ�������������ṹ������֬������ȡ������������������ϲ�������֬Ĥ����һ���̻����Ի���������ij��⻬���档����ӡ�Ĺ�ѧ��Ƭ��ֱ��װ���ֻ���ͷ�Ͻ���С�����Ĺ۲⡣
ͼ1. TVPϵͳ��ӡʾ��ͼ��(a) TVPϵͳ�Ĺؼ�������(b) TVP��ӡ����ͼ��һ��������ƽ���ڼ�ʮ���ڴ�ӡ��ɡ�
���½�չ
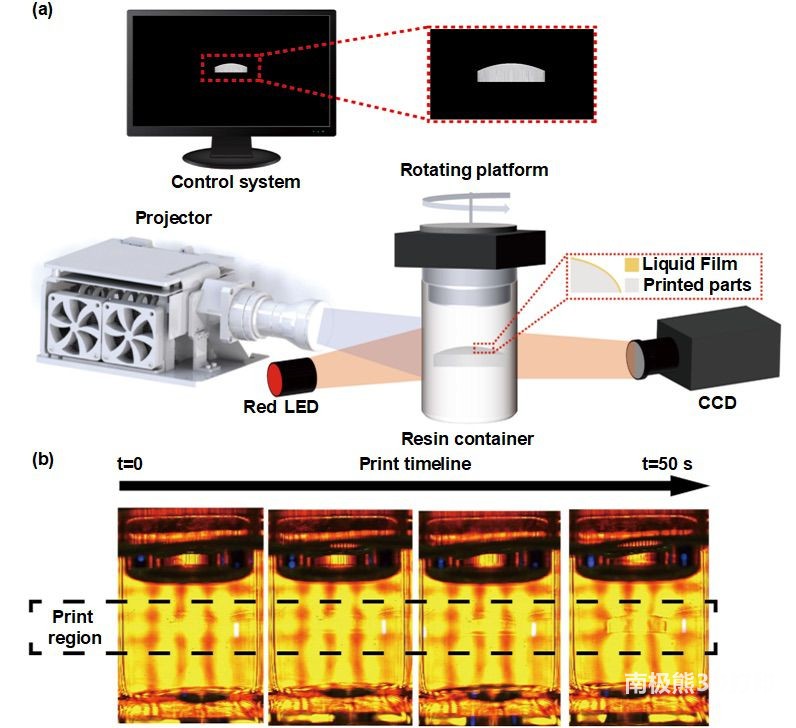
���߶Ա������ֲ�ͬ��̻���������ͬһ��ģ�͵ı�����ò�����ʹ�ӡʱ�䡣��ͼ2(a-c)��ʾ��ͨ�������ӽ���ʵ�������SLA��DLP��Ҫ����֧�ŷ��ɽ��д�ӡ��������ȥ��֧�Ź���Ҳ���ƻ�������ò����TVP��ӡ�ڸ�ճ����֬�н��У�����֧�ż���ʵ�ָ��ӽṹ��һ�廯���͡���ͼ2(d)��ʾ��TVP�ڴ�ӡЧ�ʷ���ռ�о��Ե����ƣ���ʮ�뼴��ʵ���������Ĵ�ӡ����ͼ2(e-h)��ʾ��ͨ��SLA��DLP��ӡ�Ľṹ���涼�н���ЧӦ����Ӱ�����������������TVPһ�廯�Ĵ�ӡ������˽���ЧӦ���ɹ��Ʊ��߱��������Ĺ�ѧ����
ͼ2. �ò�ͬ�Ĺ�̻���ӡ��������ͬһ���ı�����ò�����ʹ�ӡʱ��Ƚϡ�(a)-(c)
SLA��DLP��TVP��ӡ����ͬģ�͡�(d) ʹ�ò�ͬ�Ĺ�̻���ӡ��������0.5��(16.1 mm3)��1��(128.6
mm3)��1.5��(434.1 mm3)������������ʱ��Աȡ�(e)-(g)
SLA��DLP��TVP����������������ƽ���̻�֮ǰ��SEMͼ��(h) ��(g)�ķŴ���ͼ��
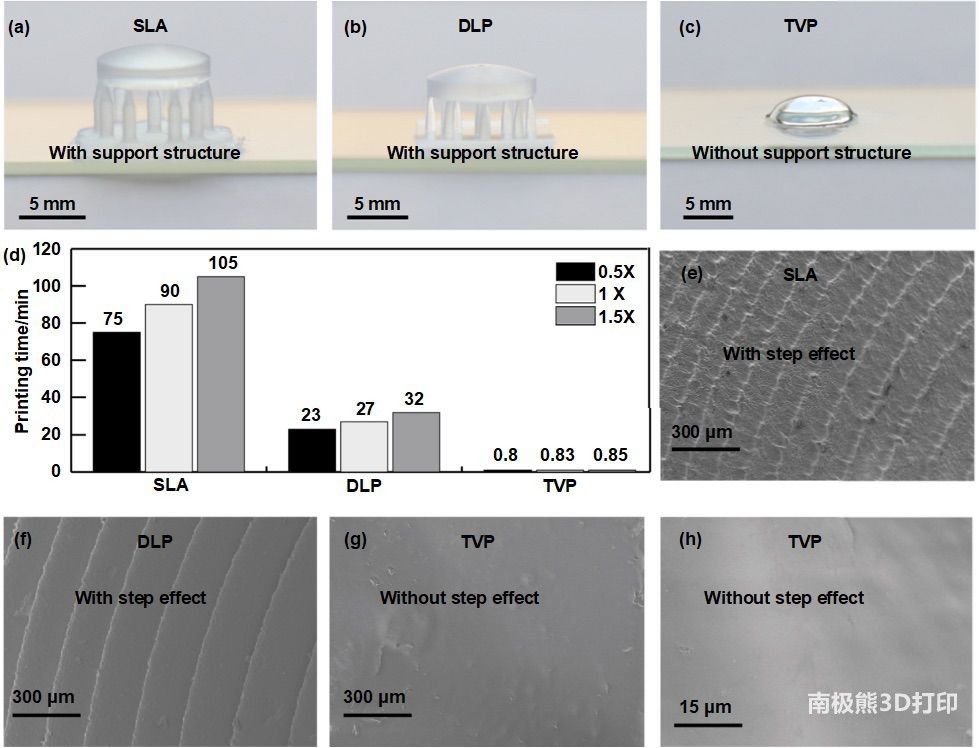
Ϊ����֤������ƽ���̻����������TVP��ӡ�ṹ�������������ã����߶Ա�������̻����������ṹ����ά��ò����ͼ3(a-g)��ʾ��TVP���������ƽ���̻����յ���������Դﵽ����������ֲڶȣ�RMS=0.3340nm��Sa=0.4898nm����ͼ4(f-g)�����������ʾ����4 nm�ڵı仯�������˹�������Ĺ�ѧ��Ƭ�dz��ʺϹ�ѧӦ�á�ͼ3(h-j)չʾ���������ȥ����ӡ�ṹ������֬�����ά��ò�����Կ���RMS�ߴ�75.42nm��
ͼ3. TVP��ӡ������ά��ò��(a)��ѧ���������Dz����ı�����̬��(b)
����I��(c)����II�ķŴ������̬��(d) ����I��(e)��������ά�ֲڶȷֲ���(f)�����A-A'��(g)
B-B'����ͼ��(h)TVP�������̻�������������ά��ò��(i)��������ά�ֲڶȷֲ���(j)����C-C'����ͼ��
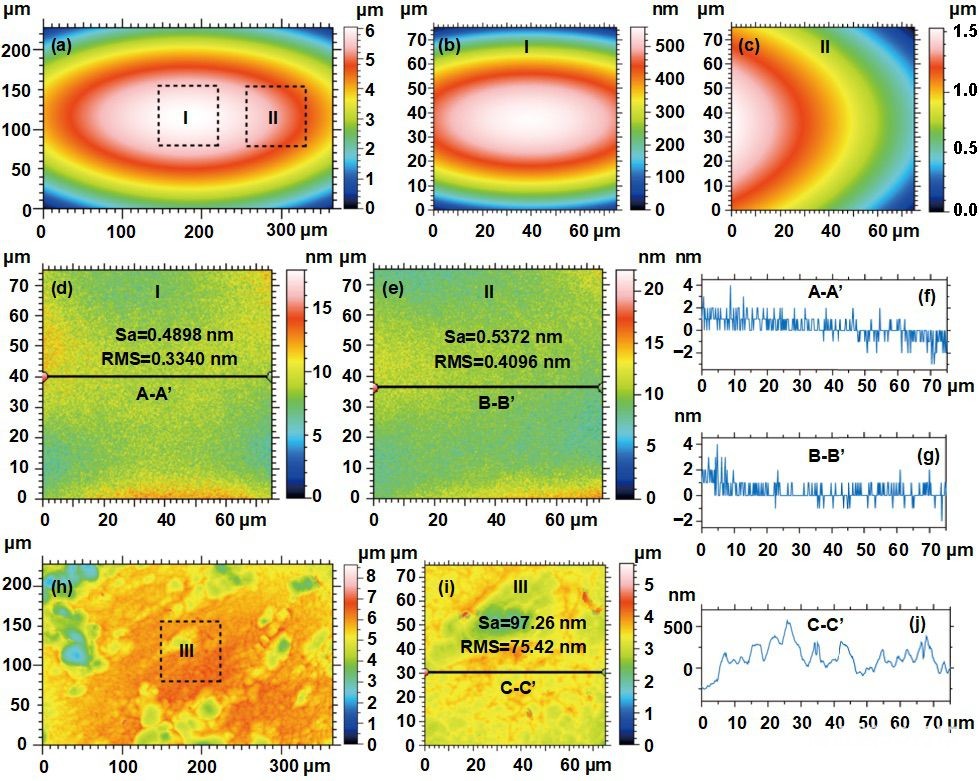
Ϊ������TVP��ӡ�ĸ����ɶȣ���ͼ4(a-d)��ʾ��������ӡ�˸��ิ�ӽṹ�Ĺ�ѧ���������������һ�廯��ӡ��ͼ4(e-h)չʾ�˸�����ò������һ���Ĺ����ԡ�
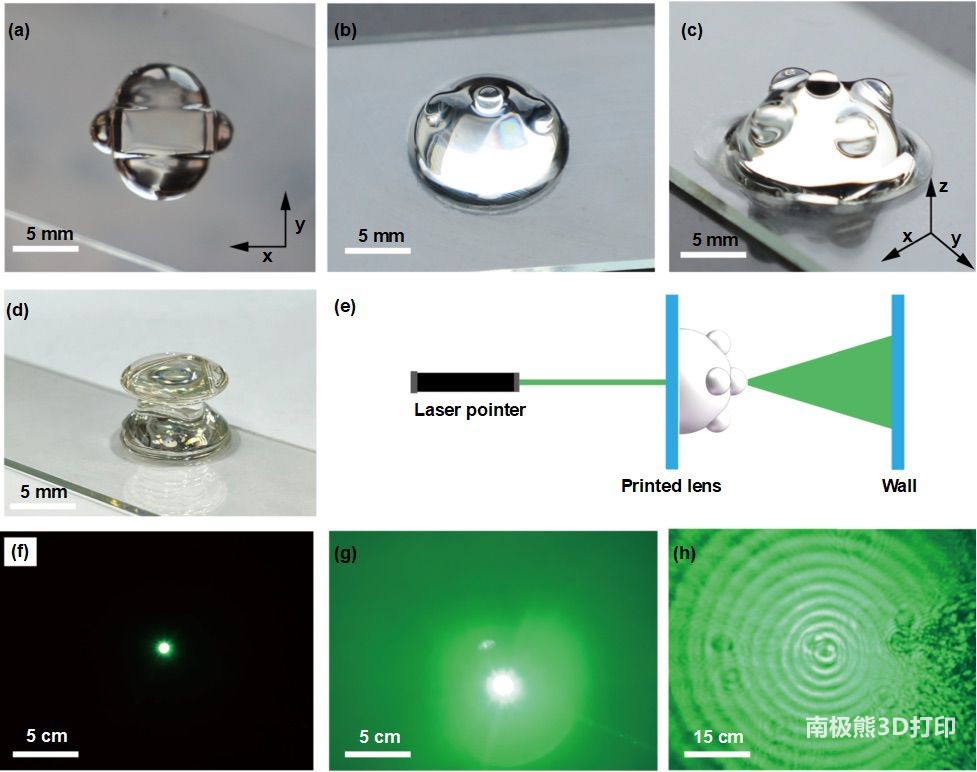
ͼ4. ���츴����ò������(a-c) ������ò����(d) �����һ�廯��ӡ��(e)
ʵ���ѧϵͳ��ʾ��ͼ����֤�����Ӿ�Ƭ�Ĺ������ԡ�(f) û�о�����ӡ��Ƭ����ɫ����ʵij���(g) ��ɫ�����(a)��Y���ij���(h)
��ɫ�����(c)��Z���ij���
Ϊ��֤��TVP��ӡ��Ƭ�ij������ԣ�ͼ5(a)�е�ʵ��װ��ʹ����һ���ֱ��ʲ���Ŀ�꣬���д�0��+7��8��ͼ����ͼ5(b)��ʾ����CCD�����Ŀ��ͼ��ͼ6(c)���Կ�����3���6��Ԫ�����Ρ�ͼ5(d-g)��ʾ��TVP��ӡ������������ֱ�Ӱ�װ��һ�������ֻ��ϣ�������Arduino Mega 2560��������ŷŴ�ͼ����ֱ�۵ؿ��������еĵ�ѧԪ���Ϳ���Ϊ500��m�ĵ��ߡ����߲�����ͼ6(i)����������Ϊ������ӡ���ิ����ֱ�Ӱ�װ��ͼ6(h)��ʾ�������ֻ��ϣ����Թ۲쵽����ģ���������ߡ����Խ��֤ʵ��TVP��ӡ����������Ч��Ӧ�������������ֻ��ϣ��ṩ��������ͼ��
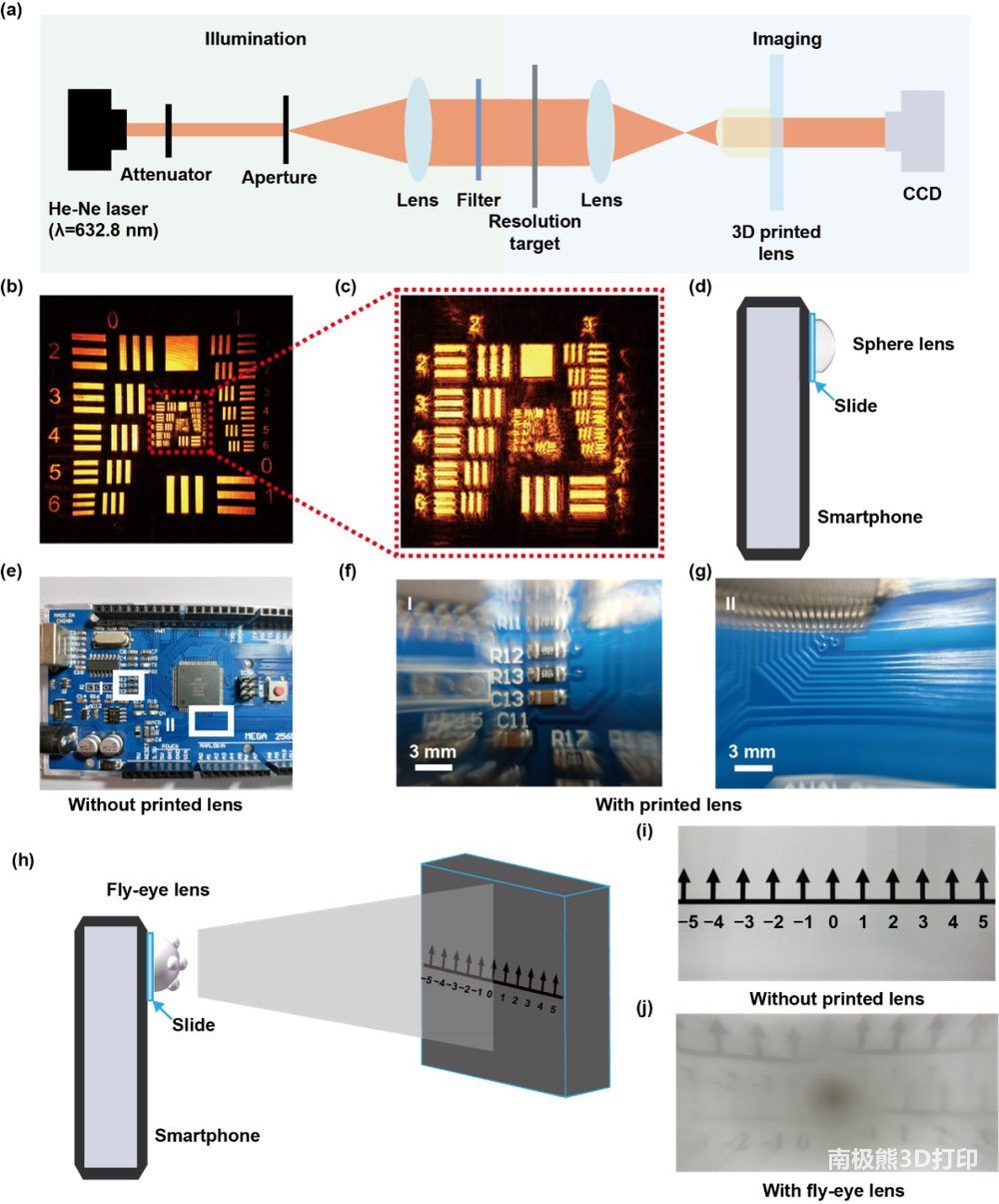
ͼ5. TVP��ӡ���ij������ԡ�(a) ����TVP��ӡ���ƾ�ͷ�ij������ܵ�ʵ��ϵͳʾ��ͼ��(b)
Ƕ���ӡ������ֱ��ʲ���Ŀ���ͼ��(c) ��2��͵�3�����д��ͼ��(d) ʹ��������������ʾ��ͼ��(e)
��ʹ�����������ֻ�����ĵ�·��ͼ��(f)-(g) ʹ����������(e)�в����������Ŵ��ͼ��(h) ʹ���ิ�۾�ͷ��װ��ʾ��ͼ��(i)
��ʹ������(j)ʹ���ิ�����������ֻ�����Ŀ�������İ��ͼ��
δ��չ��
TVP������һ�ֳ����ٵĴ�ӡ��ʽ���ٽ��������ƽ���̻������Ʊ��ڹ�ѧ��������Խ��Խ��Ҫ�����á���ǰ����Ҫ�������¼������棺����TVP��ʵ�ֳ����ٵĴ�ӡ���̣��������ľ����볬���ܼӹ�����һ�����룬Ϊ��ʵ�ָ߾��ȵ��������죬�㷨ģ��Ͳ��������Ҫ��һ����ϣ�Ŀǰ����TVP�Ĵ����������,Ϊ��ʵ�ֶ�ܵ���ϣ�δ����Ҫ����̽������ϵ�TVP������TVP����Ŀǰֻ�ܴ�ӡ���׳߶Ƚṹ��δ��Ҫ���ش�߶Ƚṹ��ӡ�������ڽ����Щ����֮��TVP�ؽ���Ϊ�����������ǿ�ߡ�
�����

���� ����
���������ǽ��ϴ�ѧ��е����ѧԺ���ڡ�����������ѡ����߲���˲������ƻ�������Ŀ������ʡ˫���˲Ÿ�У���¼ƻ��Լ������а����Ƽ�֮�ǡ���Ҫ���¹��������������졢�����졢���ܲ����о��������е��˹��ҡ�ʡ�����ȶ����Ŀ/���⡣�о��ɹ��ڸ�ˮƽѧ���ڿ��硶Nat. Comms.������Adv. Mater.������Addi. Manu.���ȷ�������100��ƪ����Ȩ�����ⷢ��ר��80��������ɹ�����ý���ʡ��ѧ�������Ƚ���Xerox Achievement Awards�ȡ������й���е����ѧ�Ἣ������ֻ�ίԱ���й���е����ѧ����������ֻ�ίԱ����Int. J. Extrem. Manuf.�������ί����Nanotech. Precis. Eng.��(NPE)�����ί���������ѧ�����������ѧ�����鿪չѧ��������ηֻ���ϯ���Լ���Ϊ����֪���ڿ�����

������ �о�Ա
���������п�Ժ���ݻ�ѧ�����о����о�Ա��ʯ���Ӵ�ѧ������ѧ�ߡ��������ڡ�1999���2007�������ݴ�ѧ��ѧ����ѧԺ�ֱ���ѧʿ�Ͳ�ʿѧλ��2010-2011�����������ѧ�о�������2012-2013�����ô��������Դ�ѧ����ѧ�ߣ�2014����ѡ�п�Ժ������֮�⡱�˲������ƻ�����ʮ���塱�����ص��з��ƻ������������뼤�����족�ص�ר����Ŀ��ϯ��ѧ�ҡ��й���е����ѧ����������ֻ�ίԱ������ʡ����ѧ�����£���Coatings������Ħ��ѧѧ��������־��ί������2021��IAAM Scientist Award�������Ƚ�����Э���ѧ�ҽ���������ʡר����һ�Ƚ�1���һ�����ˣ�������ʡҽѧ�Ƽ���һ�Ƚ�1��ڶ�����ˣ����о�������Ҫ����3D��ӡ�²��ϼ���������������Ħ�����Ͳ��ϱ����湤�̵ȣ��ڡ�Adv. Mater.������Adv. Funct. Mater.������Small�����ڿ�����ѧ������120��ƪ������Ȩ�й�����ר��30���������ר��2����
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


