�й��˶����о����Ժ���˵���316L����ַ�ĩ���������о���״��
ʱ�䣺2023-07-18 16:26 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
Ŀǰ������������316L����ַ�ĩ���Ʊ�������ҪΪ����������ĩ���ﻯ�������Ʒ۹��ղ�����Ӱ�졣�ڼ����ĩ�������������켼����������ѡ���ۻ������͵������������켼���У����Լ����ĩ�������������첻��ֵ�Ӧ����Ϊ�㷺����������316L����ֵ���֯�����ܴ��ڸ������ԣ����������Կ�ͨ����������ĺ�����������������������Ϊ���õĺ�������Ϊ�ȴ����������316L�������ȣ����ȵȾ�ѹ��������������316L����ֵ���ѧ������������ܸ��š����ò���ֵ��������켼����������ʼ�Σ�����Ӧ�ص��ע��������ij��λ��������β������ӷ������ܵ����ݡ�
�����ҹ��˵���ҵ�Ŀ��ٷ�չ�����ֺ����豸����Ʊ�ø��Ӿ��ܸ��ӣ��ⲿ�ֺ����豸�����ô�ͳ���칤��������������������ڳ������칤�������⣬�������������칤�տ���ʵ�־��и��Ӿ��ܽṹ�豸�ĸ�Ч������
�������죨�ֳ�3D��ӡ��������һ�ָ�Ч����ࡢ�������ε��������켼������ԭ�����£����Ƚ���Ʒ����ά���ģ�ͷֽ�����ɲ�ƽ����Ƭ��Ȼ�����ü�������������������Դ����״��˿״��ԭ���Ͻ������ѻ���ͨ�������������γɾ�������ұ���ϵIJ�Ʒ����Щ�꣬�������켼������ʵ���ҹ�ģ��ҵ��ģ��չ��
����־߱����������������ܡ���ѧ���ܺͿ���ʴ���ܣ��ں˵�������й㷺��Ӧ�á������Ǹ����¹�֮����֣���Fe-Cr-Al�����岻��ֲ��ϡ�316Ti��15�C15Ti�����岻��ֵȣ���ѡΪ��ˮ�����¹�ȼ�ϣ�Accident Tolerant Fuel,ATF�����ϵ���Ҫ�з�����֮һ�����⣬����ֲ��Ͼ������õĺ������ܣ���˲����������켼������ʵ����Ϻõ�ұ��������Σ����������켼������˵�����ؽ����������¹�ȼ�ϲ��ϵķ�չ��Ӧ�á�
���ѺϽ�����������ȣ�Ŀǰ�������¹ʲ���ֲ��ϵ����������о����Խ��٣��˵��ò�����������켼�����о��ǽ�Щ�������о��ȵ�֮һ�������Ժ˵���316L�����Ϊ�����Բ���ַ�ĩ����������о���״���н��ܣ�������316L����ַ�ĩ���Ʊ����ա�����������ι��ա���������316L����ֵ���֯�����Լ����պ���μ������ܣ����Ժ�����������������Ӧ�����о��������ؽ��顣
1 ��ĩ�Ʊ�����
���������ý�����ĩ���Ʊ�������Ҫ�л�ԭ������ⷨ����е��ĥ�����������ȡ����У���е��ĥ��������Ч�ʽϵͣ�����ԭ������ⷨ��������������Ч�ʽϸߣ���˺�����ͨ���ڹ�ҵ�������ձ�Ӧ�ã����ǵ�ⷨ�ͻ�ԭ�����������������ʽ�����ĩ���������ڲ���ֵȺϽ��ĩ��������Ŀǰ������������316L����ַ�ĩ���Ʊ�������ҪΪ���������Ż��������տ��Կ��Ʒ�ĩ��״���Ľ�����ǻ�ṹ���������������Ч�ʡ�
��������һ��ֱ��ʹ������Һ�����С�ߴ�������Ʒ۷�����Ŀǰ��������Ҫ�е���������ת�缫����Plasma Rotating Electrode Method������������������Plasma Atomization��������������Aerosolization���ȣ��������������ֿɷ�Ϊ�缫��Ӧ��������������Electrode Induction Melting Gas Atomization Method������ո�Ӧ��������������Vacuum Induction Melting Gas Atomization Method�����������������Tightly Coupled Atomization���Ͳ�����������Laminar Atomization���ȡ���ͬ�������յ��ص����1��ʾ��
��1 ��ͬ�������յ��ص�
��ĩ���ﻯ�������Ʒ۷������Ʒ۹��յ�Ӱ�죬�о����֣���ո�Ӧ���������������Ʒ۹��ղ����Է�ĩ��ѧ�ɷ־����ԡ���ĩ�����ֲ�����װ�ܶȡ����ζȵ��ﻯ��������ʮ����Ҫ��Ӱ�죬���Ҳ�ͬ�ߴ�ķ�ĩ���в�ͬ������֯��ò����ĩ����ò�����ȼ��ֲ�����װ�ܶȵ��ﻯ���ܶԺ�����������ij�����������ҪӰ�죬��ĩ�����������ã�������Ӱ����������ij�����������������ɴ�ӡ�������������У������Ҫ�ϸ���Ʋ���ַ�ĩ�����ȼ��ֲ�����װ�ܶȵ��ﻯ���ܡ�
2 �������칤��
������������Դ�IJ�ͬ���˵���316L����ַ�ĩ���������칤����Ҫ�м����������졢��������������͵��������������죬��ĩ�Ĺ�����ʽ��Ҫ���̷ۺ�ͬ���ͷ�2�֡�
�����ĩ�������������켼���������ĩ�������������죨SLM�������Ĺ����������£��̷ۻ��������ڲ��ҵĻ����Ͼ�����һ���ĩ��Ȼ�ⰴ��Ԥ���趨��·��ʩ����������ĩ���ռ������������ۻ������̣���ɸò�ɨ������½����̷ۻ��������̷ۣ�����ѭ��ֱ��������ɣ������ĩ��������������ʾ��ͼ��ͼ1��ʾ��ͨ���о������ĩ�������������칤�ղ�����316L�����������Ӱ�죬��������ɨ�蹦�ʵ����ӣ�������֯�еĿ������Ƶ�ȱ�ݼ��٣�������ɨ���ٶȺ�ɨ��������ӣ����������ܶ��������ͣ���ͨ���Ż�SLM���ղ����������Ƶ������ܶ�Ϊ95.62%�����������ü����ĩ�������������켼����ӡ316L����֣���Ȼ����Ч�ʽϵͣ�3.12 mm3/s��������Ʒ�����ܶȿɴ�99.3%��99.5%���������ĩ��������������Ĺ��ղ����⣬ɨ��·����ʽ��ѡ��Ҳ��Գ��μ�����֯���ܲ���Ӱ�졣ͨ���о�S����������ת����2�ּ���ɨ�跽ʽ�Լ����ĩ��������������316L�������֯�����ܵ�Ӱ�죬���ֲ�����ת������ʽ����ɨ�裬��������������ǿ��Ҫ����S������ɨ����������������ǿ�ȡ�
ͼ1 �����ĩ��������������ʾ��ͼ
������ѡ���ۻ�������������ѡ���ۻ������뼤���ĩ�������������켼���dz����ƣ��ù���ֻ�ǽ���������Դ�ɼ��Ϊ�������������뼤���ĩ�������������켼����ȣ�������ѡ���ۻ������ijɱ����Խ��ͣ�����Ҫ�����ڵ�����ѡ���ۻ�������ʹ�õķ�ĩ����ͨ��Ҫ���ڼ����ĩ�������������켼����ʹ�õķ�ĩ������ͨ���о�������ѡ���ۻ������Ĺ��ղ����Գ��μ�����ֲڶȵ�Ӱ�죬�����Ȳ��õ͵���������ɨ�裬�ٲ��øߵ���������ɨ�裬���������Ƴ��μ��ı���ֲڶȡ������ù���ʵ�������ϳ��μ������⣬���ɲ������ۼ�����ʵ��������ϵķ��������о����������ι����з�ĩ���ۻ����ƣ����ϳ��μ���������
����ͬ���ͷ۵ĵ������������켼��������ͬ���ͷ۵ĵ������������켼���ǽ�����������Ϊ��Դ��������̷۹��գ�����ͬ���ͷ۹��տ�������߷�ĩ�������ʣ����Ҳ���ͬ���ͷ۹��տɲ��ܳ��η����������ӳ̶ȵ����ƣ����ͬʱҲ����˳���Ч�ʡ�ͨ���о�����������������ι��ղ����Ժ����ߴ��Ӱ�죬���ֵ��������Ժ������ȵ�Ӱ������ͷ��ٶȲ�����Ӱ�죬ͨ���Ż����գ���ӡ316L����ֵ�����ǿ�ȿɴ�560 MPa�����������Ը�������ˮƽ��
����3���������켼������ȱ�����2��ʾ������3���������켼���У����Լ����ĩ�������������켼����Ӧ����Ϊ�㷺����˺��Ĺ�����������316L�������֯���ܵ��о���Ҫ�����ڼ����ĩ��������������316L����ֵ���֯���ܡ�
��2 ��ͬ�������칤�յĶԱ�
3 ���μ���֯������
3.1 ����ǰ
��������316L����ֵ���֯��ò��������������е��������ֲ�״̬������أ���3D��ӡ�����У��۳ص���ȴ���ʿɴ�102��106 K/s�������������316L����ֵ���֯���ֵ��͵Ŀ�������������������3D��ӡ�����У�����ӡ��һ�����ʱ����һ���ѳ����IJ��ϻ��ܵ������˻�/�ػ������Ӷ�ʹ����������μ�����֯���ֳ�����̬+����ȫ�ȴ��������ӵ���֯����������������Щ���еij��ι���ǡ�ÿ�ʵ����֯�Ż���Ŀ�꣬ʹ����������μ��������õ���ѧ���ܡ�
�������������ƹ��ա������ͼ����ĩ��������������2�ֳ��ι��������316L�������֯��ͼ2��ʾ�����Կ�������ӡ316L����ֵĽ�������3D��ӡ���еIJ���ṹ�����Ǵ�ӡ����������С�۳����̺��γɵġ���������ֵ���֯ΪϸС�ĵ��ᾧ����SLM�C316L����ֵ���֯�У������߸����ֲ��Ų�ͬ���Ǿ��ṹ����״����״����ͨ���Աȼ����ĩ��������������316L����ֺ�����316L����ֵ��������ܣ�����������316L�������ȣ������ĩ��������������316L����ֵĿ���ǿ�Ⱥ��쳤�ʽϵͣ�������ǿ�Ƚϸߡ�
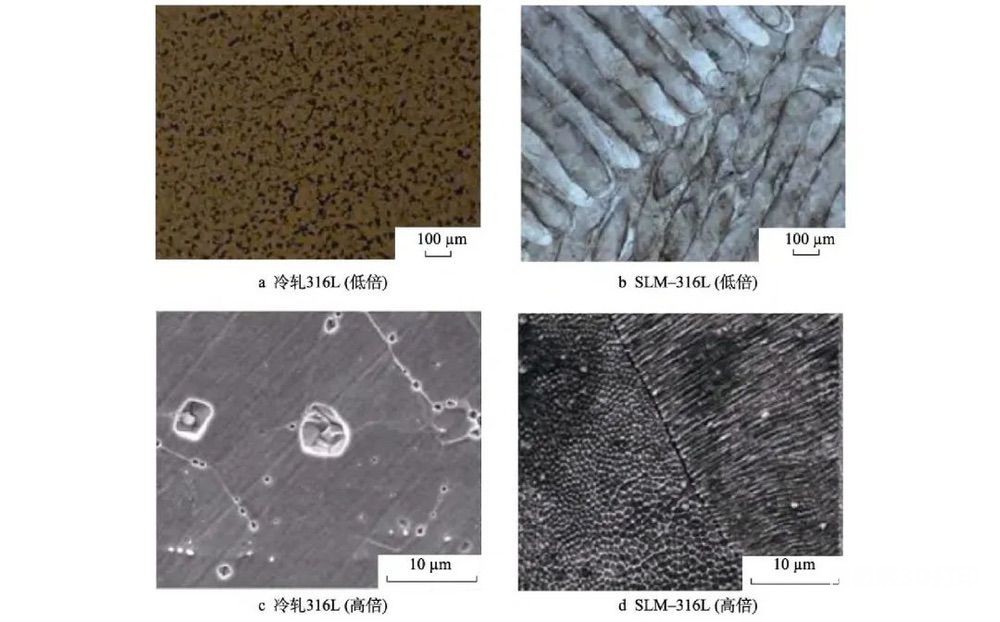
ͼ2 ����316L����ֺ�SLM�C316L����ֽ��༰SEMͼ
������������칤�ա��Լ����ĩ��������������316L����ֱַ����ȥӦ���˻�SR�����ȵȾ�ѹ������HIP�������־�ȥӦ���˻�����3D��ӡ316L������������۽ṹ���и������ԡ�316L����ֱ�ɢ�����ͼ��ͼ3��ʾ����֪����x�Cyƽ����Ϊ���ᾧ����y�Czƽ����Ϊ��״�����Ǿ����ش�ӡ�߶ȷ������Ա䳤��3D��ӡ316L����־��ȵȾ�ѹ�������������������ߴ����ӣ����Ҿ��ȵȾ�ѹ�������3D��ӡ316L�������������֯��ò�����316L����ֵķdz����ơ���������������ȥӦ���˻�����3D��ӡ316L������������������ܴ��ڸ������ԣ����ӡ�߶ȷ�����ȣ��ش�ֱ�ڴ�ӡ�߶ȷ�����и��ߵ�����Ӧ���ͼ�������Ӧ�������ڸ÷����ϵ��쳤�ʽϵ͡����ȵȾ�ѹ�������3D��ӡ316L���������������Ӧ���ͼ�������Ӧ���Ը��ڶ���316L�ģ������ߵ��쳤���൱��
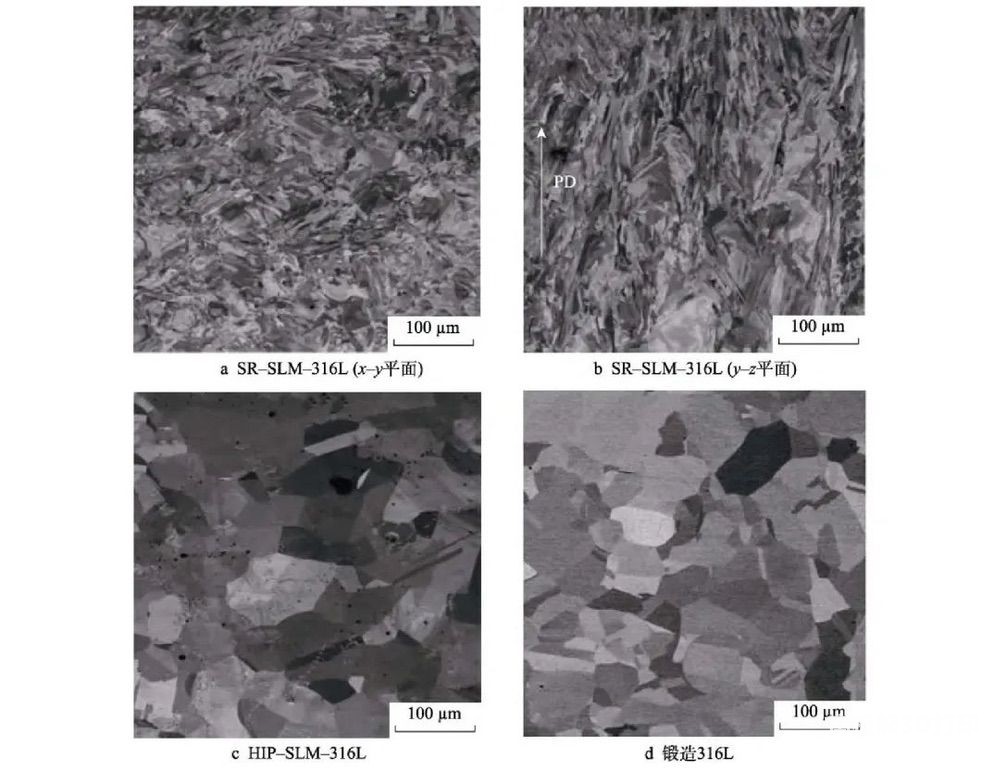
ͼ3 316L����ֱ�ɢ�����ͼ
��ʴ���ܡ�ͨ���绯ѧʵ��Ա��о���SLM����316L����ֺͶ��첻��ֵ���ʴ���ܣ��������������첻�����ȣ�SLM��ӡ316L����־��и��õ��͵�ʴ���ܡ���ȥӦ���˻��SLM��ӡ316����ֺͶ���316L����ֿ�չ��Ӧ����ʴ����ʵ�飬����ȥӦ���˻��SLM��ӡ316����ֵ�Ӧ����ʴ���и������ԡ���������ˮ�У�SLM��ӡ316������ش�ӡ�߶ȷ����������չ����Զ���ڴ�ֱ�ڴ�ӡ�߶ȷ���Ͷ���316L����ֵ�������չ���ʡ��ڻ�ԭ��ˮ�У�����������Ӧ����ʴ���������������ͣ���SLM��ӡ316������ش�ӡ�߶ȷ����������չ�������Ը��ڴ�ֱ�ڴ�ӡ�߶ȷ���Ͷ���316L����ֵ�������չ���ʡ�
��������������յ�Ӱ�졣ͨ���о���ͬ�ȴ������նԼ����ĩ��������������316L�������֯�����ܵ�Ӱ�죬���ֶԼ����ĩ��������������316L����ֽ���ȥӦ���˻�����״�ǽṹδ�������Ա仯�����Լ����ĩ��������������316L����ֽ�����ȫ�˻������ȵȾ�ѹ���������ĩ��������������316L������еİ�״�ǽṹ��ʧ����ƣ��ǿ�ȳ��������Խ��ͣ��������Եõ��˸��ơ���ʹ����ͬһ���͵��ȴ������գ����ȴ����¶Ȳ�ͬʱ�������ĩ��������������316L����ֵ���֯������Ҳ����ڲ�ͬ���о����֣���δ���ȴ����ļ����ĩ��������������316L������д��ڽ϶���Ǿ��ṹ�������ȴ����¶ȵ����ߣ��Ǿ��ṹ����ʧ����ǶȾ���������ӣ����������ȴ����¶ȵ����ߣ������ĩ��������������316L����ֵ�Ӳ�������½�
3.2 ���պ�
���ӷ��ա�Ŀǰ���������������316L����ֵķ���������չ��������о�����������о���Ҫ��������������316L��������ӷ������ܣ����й������ӷ������ܵ��о����١��������ݹ�˾��2019�����������316L��������ӷ��պ�Լ1 dpa�����������ܽ����˼�⣬�������ӷ��պ���������316L����ֵ�����ǿ�Ⱥ�����ǿ���������ӣ����쳤�������Ľ��͡�
���ӷ��ա����ȥӦ���˻��ѡ�������ۻ�����316L�������������SR�CSLM�C316L��ʾ�����о������ӷ��գ�360�棬2.5 dpa����SR�CSLM�C316L����ֵ�����֯�Լ������յ�Ӧ����ʴ���ѣ�IASCC�����������ӷ��պ���SR�CSLM�C316L����������з��������ԵĻظ����ٽᾧ�����۲쵽�˷����յ����������ס�λ�����ͦá��ࡣ������ȵȾ�ѹ������ѡ�������ۻ�����316L�������������HIP�CSLM�C316L��ʾ����SR�CSLM�C316L�������λ�����ܶȸ��ߡ������316L�������ȣ����պ��ӡ316L����֣�SR�CSLM�C316L��HIP�CSLM�C316L����λ�����ܶȸ��ߡ��ߴ��С�����պ�SR�CSLM�C316L������Ӧ����ʴ���Ѿ��и������ԣ���ƽ���ڴ�ӡ�߶ȷ�����нϵ͵������ԡ������316L�������ȣ�HIP�CSLM�C316L���и��õĿ��������ܺ߿������յ�Ӧ����ʴ�������ܡ�
�����ӷ��ա�ͨ�������Ӷ�ѡ�������ۻ�����316L����ֽ��з��գ��о���ͬ�����¶ȶ�ѡ�������ۻ�����316L�������֯�����Ӳ����Ϊ��Ӱ�졣���Է��֣����պ��ڼ����ۻ�����316L������г��ֵ���ȱ����Ҫ�Ǻ��ݺ�λ���������ߵ����ܶȾ������¶ȵ����߶����ͣ������ߵijߴ�������¶ȵ����߶����������֮�£����ݵ��¶�������Ҫ�Ը���λ�����ġ����⣬SLM����316L����ֵķ���Ӳ�����¶ȵ����߶����ͣ����ݶ�SLM����316L����ֵķ���Ӳ���Ĺ���Ҫ����λ�����Ĺ��ס����ŷ��ռ��������ӣ�SLM��ӡ316L������еĺ��ݳߴ�Ҳ��֮�����봫ͳ316L�������ȣ�SLM��ӡ316L������еĺ����ܶȺ������ʾ��Ƚ�С�����պ���SLM��ӡ316L����ֺʹ�ͳ�����Ʊ���316L������о������˷���Ӳ�������봫ͳ�����Ʊ���316L�������ȣ�SLM��ӡ316L����ַ���Ӳ���ij̶ȸ��͡�
3.3 ��
ͨ�������о�������������316L����ֵľ����ߴ��ϸС�����봫ͳ���첻�����ȣ���������316L����־��и��õ��͵�ʴ���ܡ�����������316L����ֵ���֯��ò�ڴ�ӡ�߶ȷ���ʹ�ӡˮƽ����������ԵIJ������ԣ��ڴ�ӡˮƽ�����ϣ�ѡ�������ۻ�����316L����־��е��ᾧ�����ڴ�ӡ�߶ȷ����Ͼ���������������֯�ϵIJ��쵼�����ڲ�ͬ�����ϵ����ܴ��ڸ������ԡ����������ں˵�Ӧ�����Dz����ģ�����ͨ����������ĺ�����������������Ŀǰ����������Ϊ���õĺ�������Ϊ�ȴ������ر����ȵȾ�ѹ���������ȵȾ�ѹ��������������316L����ֵ���֯�Ͷ��첻��ֵ���֯���ƣ������316L�������ȣ�������ǿ�Ⱥͼ�������Ӧ�����ߡ����������ܺͿ������յ�Ӧ����ʴ�������ܸ��ã��������쳤�ʽ�Ϊ�ӽ���
�������պ���������316L����ֳ��ַ���Ӳ������������ǿ�Ⱥ�����ǿ���������ӣ����쳤���½������봫ͳ�����Ʊ���316L�������ȣ���������316L����ַ���Ӳ���ij̶Ƚϵ͡����������ӷ��պ���������316L������г��ֵķ���ȱ����Ҫ�Ǻ��ݺ�λ�������봫ͳ�����Ʊ���316L�������ȣ���������316L������еĺ����ܶȺ������ʾ���С��������������316L����֣���ͬ����������������յ�������պ�ȱ��������ͬ�����ӷ��պ�������ȵȾ�ѹ������ѡ�������ۻ�����316L����֣�ȥӦ���˻��ѡ�������ۻ�����316L�������λ�����ܶȸ��ߣ�����Ӧ����ʴ���Ѿ��и������ԡ�
4 �˵�316L�����Ҫ��
���ں˵���316L����ֵ�ָ��Ҫ����Ҫ���Dz���������ʹ�û������ر��Ƕ���ֱ�ӹ����ں˷�Ӧ��о�ڵIJ���֣����ȼ������ò���֣���Ϊ���ۻ��������ƣ��������Ҫ��ʴ����ƣ�͡��ͷ�����䣬ͬʱ��������ղ�������ķ����Բ��ϡ�
4.1 ��ѧ�ɷ�
�ڲ���ֵĻ�ѧ�ɷ��У��Բ���Ԫ�����ر�Ҫ�����Ľ����˲���Ԫ���ں˵������Ҫ��
�ܣ�Co��Ԫ�ء�Co����������Ӧ���ơ�0.12%����Խ��Խ�á���Ϊ��Ԫ���ں˷�Ӧ��о���պ��ܲ���������ͬλ���ܣ�60Co�������˥�ڳ���5.27�꣬�ں˵�վά�ޡ�ȼ�Ϻ����λ�Բ�����Ա����˺���
̼��C��Ԫ�أ�C����������Ӧ���ơ�0.035%��̼Ԫ���ڰ����岻����е��ܽ��Ϊ0.02%��0.03%�������˷�Χ�����̼���ھ����γ�̼����������ʹ���總���γɡ�ƶ�����������ں����ļӹ����������в����Կ��ƣ��ײ����ֲ���ʴ���Ӷ�Ӱ�칹������ʴ���ܡ�
����Cr��Ԫ�أ�Cr����������Ӧ������18.50%��20.00%��������Cr��ԭ��������������12.5%ʱ������Ч��ֹ�绯ѧ��ʴ�ķ��������⿼�ǵ����������Լ����������Ҫ��Ӧ�ϸ���Ƹ�Ԫ�غ�����һ����Χ�ڡ�
4.2 ����Ҫ��
��ǰ�����ᵽ�����ò���ֳ������졢����ȳ�����ѧ���ܷ�������ӦҪ���⣬һ�㻹Ҫ������ʴ����ƣ�͡��ͷ�����䣬����ѧ����ָ��һ��ȹ����й涨��ָ��Ҫ�ߡ����磬��GB/T 3280��Ҫ����ֵ�����ǿ��Ҫ��С��180 MPa���ں˵�����Բ��ֲ����Ҫ������ǿ��Ҫ��С��210 MPa����ӡ̬SLM�C316L������ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤�ʷֱ�Ϊ409��680 MPa��509��773 MPa��12%��87%�����ݺ˵�Բ��ֲ���ֵ�����Ҫ������ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤�ʷֱ�Ϊ210 MPa��485 MPa��40%)�����Է���SLM��ӡ316L����ֵ����ܿ�������˵�����
��SLM��ӡ316L����ֹ����У������۳��е��¶��ݶȽϴ���������γɵľ����ߴ��С������Hall�CPetch��ʽ�������ߴ�ԽС�����ϵ�����ǿ��Խ�ߡ�����SLM��ӡ316L����ָ�ǿ���ͻ�������Ŀǰ�Ĺ۵���Ҫ�����̺��γɵİ��ṹ����λ���ܶȡ�λ������ṹ��<011>֯���յ���TWIPЧӦ����������������������Ƭ״�ṹ���Ǿ��Ȳ㼶�ṹ��SLM�Ʊ��ĸ�ǿ���ͻ�316L����ֹ����Բ�����ں˵������Ӧ���������ġ�
��SLM��ӡ�����У��ڴ�ӡ��һ��316L����ַ�ĩʱ���Ѿ����̵�316L����ֻ��ܵ��ȵ����ã�Ҳ����˵���ڴ�ӡ�����У�316L���Ͼ����˸��ӵ��ȴ������̣����´�ӡ316L�������ͨ�����ڽϴ�IJ���Ӧ�������316L������ں˵������Ӧ���Dz����ġ���ˣ�һ���ӡ316L�������Ҫ���д�ӡ���ȴ�������������ӡ�����IJ���Ӧ����
��SLM��ӡ316L����ֹ�����֯�У�ͨ�������һЩ���ס�δ�ۺϼ����Ƶ�ȱ�ݡ������γ���Ҫ���Ʒ۹��ա���ĩ���̷��ܶȼ���ĩ�����������йأ�����δ�ۺ�ȱ����Ҫ���������뵽��ĩ�����������㣬����������Ҫ����Ϊ�۳��ڲ����нϸߵ��¶��ݶȺ��������ʣ��Ӷ����³��μ�����Ӧ���ϴ�������Щȱ�ݵĴ��ڻή�ʹ�ӡ316L����ֵ���ѧ���ܺ���ʴ���ܡ��ں˵��оӦ�õĽṹ�������������Ҫ���������⣬�������г������˵�����ȱ�ݴ��ڡ�
һЩ�о���ΪCr��MoԪ�ػ���SLM��ӡ316L����ְ��ṹ�İ������γ���ƫ���������ʷֲ����۽ṹ�IJ������Իή�Ͳ��ϵ���ʴ�ԡ���Ҳ��һЩѧ����ΪSLM��ӡ316L����������̹����о��м��ߵ���ȴ�ٶȣ�ʹ�ó��μ��в���Mn S�����Ҳ�����γ�ƶCr�����������Ƶ�ʴ�κ�λ����γɡ���ˣ�����SLM��ӡ316L����ֵ���ʴ���ܻ��д���һ���о���
5 Ӧ��ʵ��
2015�꣬����ͨ��˾�ڵ¹���������ʵ������������������Ŀ������Ŀ�ص�����ʹ���������켼�����첻��ֺ������Ͻ�ȼ���������������ֺ������Ͻ���2019������˹���˵糧��Ӧ�ѽ��з��տ��飬����2020��11������˷�Ӧ�ѵ������ռ�����ڡ�
2016�꣬�й���˼�������˾���ü����ĩ�������������켼����ӡ316L����֣������˺˵�վ���������DZ�����ͨ�����壨�ߴ�Ϊ140 mm��76 mm��56 mm������ӡ�ķ���û�з��ֱ���ȱ�ݣ�����ֲڶ�Ϊ3.2��m�������ԣ��仯ѧ�ɷֺͻ�����ѧ���ܾ�������ʺ˵��RCC�CMҪ��
2019�꣬�������������ʵ����ǣͷʵʩ��ת����ս��Ӧ�ѡ���TCR������ƻ�����2023�꽨��һ���ͷ�Ӧ�ѡ�TCR�����췽��֮һ���ǶԽ�����316L��Inconel 718�����ʹ�ü����ĩ�������������졣
2020��5��4�գ����ݵ�����˾������ŵ���ݵ�Exelon Byron 1�ŷ�Ӧ���ڰ�װ��3D��ӡ������װ�ã���ͼ4��ʾ����������װ���ɷ�ĩ�����ڽ���3D��ӡ316L����ֺ�304����ֲ���ͨ��������˿���Ӽ������Ӷ��ɣ���Ҳ��ȫ������װ����ҵ�˷�Ӧ�ѵ�3D��ӡȼ�Ͻṹ����

ͼ4 ���ݹ�˾�����������칤���Ʊ���������
6 չ��
Ŀǰ�����ں���316L������������켼�����о��д����Σ����빤ҵ���������������������ںܴ���롣Ϊ�ˣ�������Ժ���316L��������������Ӧ���о���Ӧ�ص��ע����3�����档
1���о�����������ι����в��������Դ֮������û������о����������������Դ���缤�⡢�����������������ȣ��벻��ַ�ĩ���Ӱ����ƣ�̽����ͬ���ι�������μ���֯���ܵĹ�ϵ��������ĩ���ϡ����ι��ա���֯����֮������ݿ⣬��ʵ������ƽοɶԳ��μ���֯���ܽ���Ԥ�⼰�Ż���Ŀ�ꡣ
2��̽�����ʵ�����������������Ը��ƴ�ӡ������֯���ܡ��������������ѱ�����������������316L����֣������ܴ��ڸ������ԣ���ͬ����������������նԴ�ӡ������֯���ܻ������ͬӰ�죬�����Ҫ����ʵ��Ӧ�û�������̽�����ʵ���������������ա�
3��ϵͳȫ��������������316L��������ӷ��պ�����ܡ�Ŀǰ������������316L�������֯���ܵ��о����༯���ڷ���ǰ����֯���ܡ��������ӷ��պ�����֯���ܵı仯�о���Խ��٣�Ŀǰ�����������պ���������ܣ�����Զ���������������첻����ں˵�����Ӧ������ģ���Ҫϵͳȫ�����������ӷ��պ�����ܣ����������ܡ���ѧ���ܡ���ʴ���ܡ��������ܵȣ���
7 ����
�ڹ�ҵ4.0�����£��������켼������и�Ч�������ŵ�õ��˿��ٵķ�չ���ر�����������и��ӽṹ�㲿���ȷ�������ɱ�������ơ��������Ϊ�˵�����㷺Ӧ�õ�һ�ֽṹ���ϣ�ʵ������������ṹ����Ӧ�ñؽ�������ҵ�������õķ�չ������Ҳ�ܽ�һ���ƶ��������켼���ں�������ƹ���Ӧ�á�����������첻��ֵ��о�����������չ��ĩ�Ʊ����ռ��������칤���о��⣬��Ӧ��ϸ��չ��������������۳���Ϊ������������������о�����ϵͳȫ�����������ӷ������ܡ�
��������
[1] �����,��ʿ��,��ƽ,���,����,������,�����,������.�˵���316L����ַ�ĩ���������о���״[J].���ܳ��ι���,2023,15(05):209-219. https://doi.org/10.3969/j.issn.1674-6457.2023.05.025
(���α༭��admin)

��һƪ��3D��ӡװ�ع��̾�������/�������Ƹ���ˮ�������ڵ�������������
��һƪ��CRP ������˾�Ƴ�����ע�ܳ��͵�100%����3D��ӡ����
��һƪ��CRP ������˾�Ƴ�����ע�ܳ��͵�100%����3D��ӡ����
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


