����������ά��ǿ�ۺ��︴�ϲ���������������ѧϰ
ʱ�䣺2023-06-22 21:08 ��Դ��������ͨ��ѧ��е ���ߣ�admin �Ķ�����
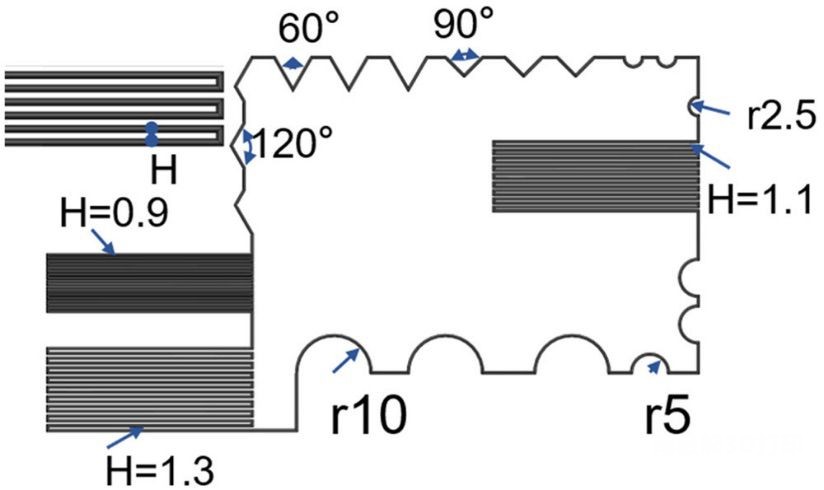
ͼ1 ����60�㡢90�㡢120������ǶȺ�2.5mm��5mm��10mm���ʰ뾶�������Լ�0.9mm��1.1mm��1.3 mm·�����Ĵ���ģ��
��ͼ1��ʾ�����Ŷ������һ�ִ���ģ������üල���ѧϰ��ѵ�����ݿ⡣���У����е����ǶȺ����ߵĴ�ӡ·���Թ��ղ��������У�����Щ�����������Ҫ�˷�ĥ��ʹ�λȱ�ݡ��ܹ���������ֵ����Ƕȣ��ֱ�Ϊ60�㡢90�㡢120�㣩���������ʰ뾶���ֱ�Ϊ2.5mm��5mm��10mm�����������о���ӡ���������⣬�����0.9mm��1.1mm��1.3
mm��·��������о����ղ�����Ӱ�졣���ղ���������1��ʾ����Щ���ղ������ֻ��Ϊ��ȱ�ݼ�����������Ƶģ���δ�õ��Ż����ڴ�ӡ�����У������������ȡ����ģ�͵����ߴ�ӡ��Ƶ������ȡ����ģ��ʵʱͼ��������Щͼ��������ѵ���ලѧϰ�㷨�����������ղ����Դ�ӡ·����Ӱ�졣�ලѧϰ�㷨��Ҫ�������پ��������磨R-CNN���������������SSD����You
Only Look Once
v4��YOLOv4�������ŶӲ��ÿ�Դ��TensorFlow��ʵ�������㷨��ÿ���㷨�������ɼල���ѧϰ�еij�������������Щ��������ΪԤ���������ݸ����������������Ϊ����1��������ͼ����о���ʱ�������˴�СΪ3��3����2����һ�Σ�ѧϰ��Ϊ0.001��������СΪ2����������Ϊ23300����3���ڶ��Σ�ѧϰ��Ϊ0.0001��������СΪ2����������Ϊ4660�����Ŷ�ʹ�����Կ��ӻ������ࣨVOC�����ݼ���Ԥѵ��Ȩ��������㷨��ѵ��Ч�ʡ�ͨ������һ�����ղ����ı仯���õ�9����Ƶ��ʹ��1165��ͼ����Ϊѵ����932�ţ�����֤��233�ţ��ලѧϰ�㷨�����ݼ�����Щͼ�������У�ĥ������Ϊ1500����λ����Ϊ4361��
��1 �������칤�ղ�����ϱ�
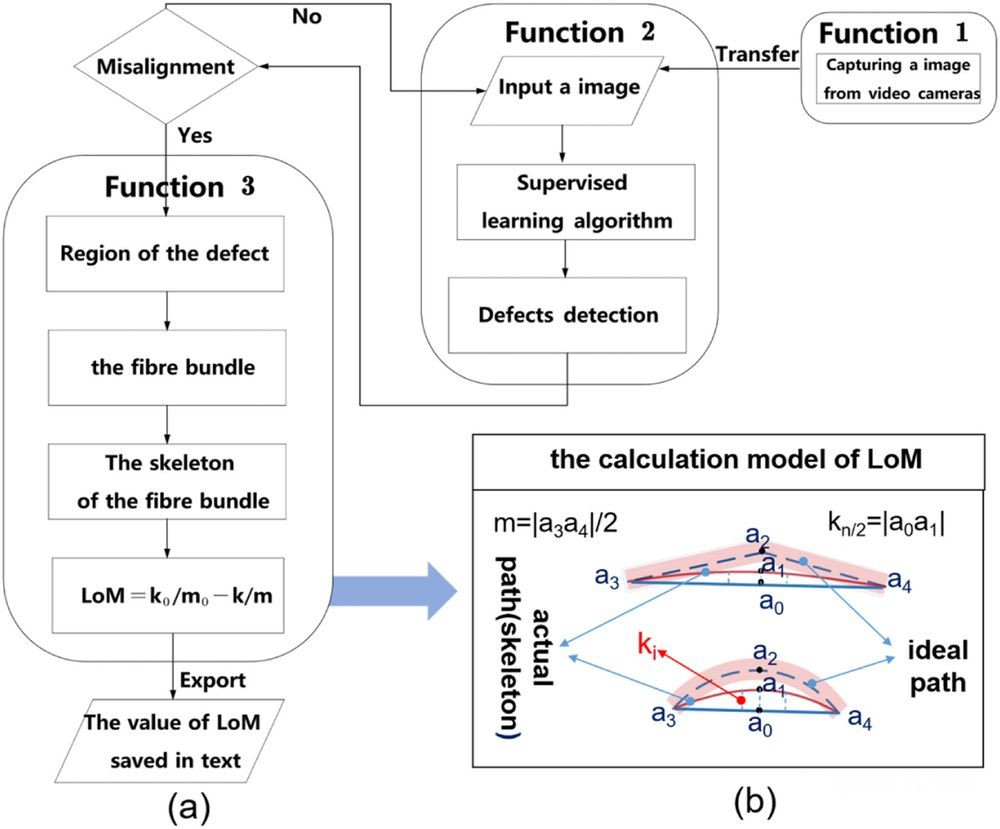
ͼ2 LoM�������㷨�ͼ��㲽�衣��a������˿��λȱ�ݵ������㷨����b��LoM����ģ��
����˿��λ����������ͼ2��ʾ���ں���1�У�����ԭʼͼ���ݺ���2���ں���2�У�ͼ�����ݱ������ලѧϰ�㷨���ලѧϰ�㷨ʶ��ȱ�ݲ��������ȱ����Ϣ�İ�Χ�����д�λͼ���ָ��˳�����Ϊ����������˿�Ĵ�λ�̶ȣ����ŶӲ�����ֵ�ָ����ȡ����˿��֮��ͨ������[2]���ᵽ�ķ����õ����ܼ���ܵ��������꣬������������������λˮƽ��LoM��������Ŷ�ͨ�����λ�����������·������֤��������˸�����������ϵͳ��ʵʱȱ�ݼ��ͱջ���������Ч�ԡ�
�ο����ף�
Lu Lu, Hou Jie, Yuan Shangqin, Yao Xiling, Li Yamin, Zhu Jihong. Deep learning-assisted real-time defect detection and closed-loop adjustment for additive manufacturing of continuous fiber-reinforced polymer composites[J]. Robotics and Computer-Integrated Manufacturing, 2023, 79:102431.
U. Eckhardt, Verd��nnung mit perfekten Punkten, Mustererkennung 1988, Springer, 1988, pp. 204�C210.
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


