�����ĩ������(SLM)�ӹ����ߺϽ߸ֵļӹ����ܺͿ�����Ϊ��1��
ʱ�䣺2022-07-20 13:09 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
���ڹ���Ӧ�ã������ĩ���ۻ�(LPBF)ʵ�����µĹ��ܣ�����������и���������ʵʩ���ڲ���ȴͨ������ˣ����ڸ���Ч����ȴ�����ߵ��и��ٶ��ǿ��еģ������ô�ͳ���������ͨ�������ܻ�õġ�Ȼ�������������������ߵĺϽ�ͨ�����иߺ�����̼������������������ԣ���ʹ�����ǵ�LPBF�ӹ��Ծ�����ս�ԡ���������У�������һ�ֻ���ʹ�û�������/����ָ��ķ����������������ߺϽ߸ֵĿɼӹ��ԡ������һ�����пɱ������ܶȡ����̺�˫���Լ���ͬ����Ĵ���ʵ�鷽��������֤�������ʾ���߶����ܵ������ƵIJ��֡��ر��ǣ�LPBF�Ŀɼӹ���������̼���������Ӷ����������LPBF�����Ե�ȷ���У���Ҫ�ǻ�ѧ�ɷֶ����ǹ��ղ������Źؼ����á���ȴ���ʡ�800���500��֮�����ȴʱ�䡢����̼���������̼���������忪ʼ�¶Ⱥ���������ܶȱ������ṩ�ɼӹ��Կ��ٷ����ָ�ꡣ�о��������ۺ�ʹ����Щָ����Ը��õؽ��ͺ�̼���߸ֵĿ�����Ϊ����ɸѡ�����ϣ����ֻ�������/���鹤����ʹ�õķ����������������³ɷ���ƹ����е�ʵ�鹤�����������ڴ�����̼���߸ֵ����ѺϽ�ʱ��
1.��������
�����ĩ������(LPBF)���յ�����������ʹ���и�ͳ��ι��߾����µĸ��Ӽ�����״�����Ǵ�ͳ���칤����ʵ�ֵġ�������������LPBF�������칤���Ѿ����Խ��Խ������������Ϊ�ù�������ʵ�־����ڲ���ȴͨ���Ľ����ι��ߣ���ͨ�����ߵ������ٶ�����ǿ�ȿ��ƺ������ʣ����߾���������ƣ��Ը������������ڼ�����ơ�Fayazfar������2018���о��˼������Ͻ��LPBF�ӹ����ܡ�Ȼ�����ڿ�ѧ�����У�������������ע���߸ֵ�LBPF�ӹ��ԡ�
����Sander������2016���о��������ǿ�Ⱥ͵����ԵĹ��߸������ѣ���ʹ�øù��ռ�����ս�ԡ�LPBF���յ��͵Ķ������ʱ�����ȴ���ʵ��´�����ݶȣ����¾��и�ǿ�ȺͲ���Ӧ���ľ�ϸ�ṹ�����⣬Saewe������2019��ָ�����ڸù������γɵ��¶��ݶȻ��յ��������Ʊ�����������������ᵼ�´��Բ��������ѡ�����֮�⣬��̼��������ȴ���ʵĽ�ϵ����γɷdz���ϸ��������������۽ṹ��
�������ѧ�����ﶼ��ע�������ĵ���ȱ�ݵ����⡢�۽ṹ�ķ������ݱ䡢Ԥ�ȵ�Ӧ���Լ���������ȱ�ݺ�ʵ����ȫ��������ķdz�����ԡ������о��IJ����У�M2 HSS��AISI H13 HSS��AISI M50��HS 65-83��FeCrMoVC��FeCrMoVWC������о���Ϊͻ����
���Կ��������ٸ�(HSS)��LPBF�ӹ������о������ġ�Buls��Humbeeck ��2014����������������ڴ�Χ�Ŀ��ѡ��ֲ�ͱ��Ρ�Ϊ���о����ٸֵ�ǿ����ĥ�Ѻ��Ŀ����ԣ���������2011����Ϊ����ȱ�������ڼӹ��������շ��ĸ���Ӧ���Լ��Ͻ�ĸ�̼������ɵġ�ͬ����Saewe������2020�꽫���ѵ�ԭ����Ϊ��̼�����ֵĿ������̣��о���AISI M50��H65-83�ĵ�ѭ��ƣ�Ϳ����ԡ�Ϊ�˵�����Щ����Ҫ��ȱ�ݣ��ر������ƣ��Ի������Ԥ�ȡ�Buls��Humbeeck��������ָ��������Ԥ����473K���Ի�������Ƶĸ��ٸ���������⣬Saewe������2020�����õװ�Ԥ����773 K�������LPBF HS65-83��AISI M50����������������֤ʵ�˻���Ԥ�ȵ�����Ч������������ڲ��¶��ݶȵĽ��͡�
��һ���棬������漰AISI H13��LPBF�����ԣ�AISI H13��һ�ֹ㷺�����ȼӹ�����Ӧ�õ�ͨ��Cr-Mo���߸֡�Krell��Mertens����ָ��������̼�������������̺��������γ�����Ķ���Ӧ���Ľ�ϣ�����߸ֱ��ֳ����ӵļӹ���Ϊ�������������ƺͱ��Ρ�Narvan������2019�걨��ƣ����ۺ�ʱ���û���Ԥ�ȣ�AISI H13����ڲ������ƶ����������٣�ͨ���ﵽ573k��Yan������2017��۲쵽�����ۺ�ʱ���û���Ԥ�ȣ�����еIJ���Ӧ��������١�Beal������2008���о���ɨ����Զ�AISI H13�ɼӹ��Ե�Ӱ�죬������Ϊ������Ӧ������϶�ʺ������ʵ�������������
Sander������һЩ�������������Fe85Cr4Mo8V2C1��Fe85Cr4Mo8V1C1��FeCr4Mo1V1W8C1��LPBF�ɼӹ��Ե�֤����ʹ��Ԥ����773 K�Ļ�����Ի�ø߶������������Ƶ����������̼�����ϸߣ��ṹͨ���������塢����������̼������ɡ����⣬LPBF�ĸ���ȴ�����յ����dz���ϸ���۽ṹ��ͨ�������������Ͼ��������ľ�������������������Ʒ��һ�µģ����ܲ��ϵijɷֲ�ͬ��
�����Platl�����о��˸�̼�������������߸ֵ�LPBF�����о���ȱ�ݽṹ���ݱ䡣�ڲ�ͬ�����������£��۲쵽�㷺�Ŀ��ѺͿ�϶������Cunningham���˵Ĺ������ڵ��������£����ڷ�ĩ�ۻ������(ȱ���ۻ�����)�������������϶���෴������Martin�������۲쵽�ģ��ڸ��������£������۳��е��������(С����)�����ܻ��γɿ�϶������Ҫ���۳ز��ȶ����йء�������Ҫ�Ŀ��ѻ��ƣ��������̽ṹ��DZ��Ӧ���ۻ�֮��������Ե�����ԣ�������LPBF�ڼ临�ӵ���ѭ������ġ�
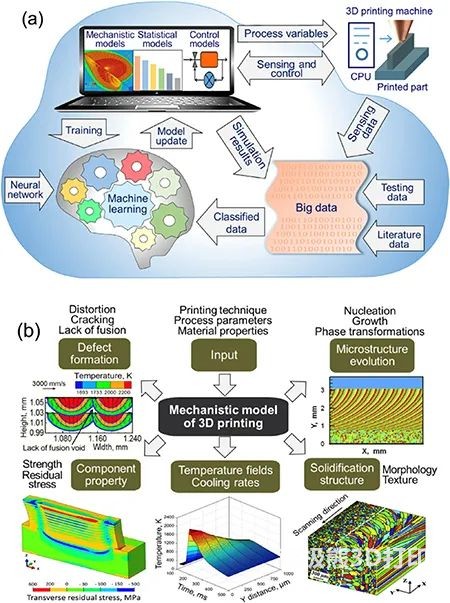
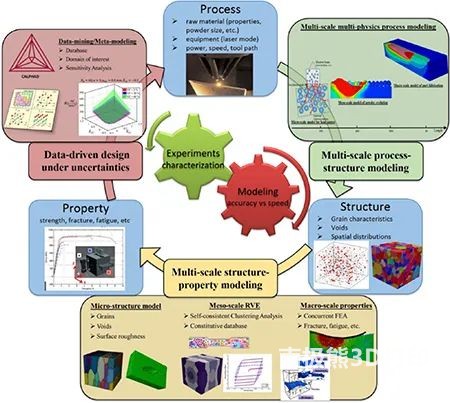
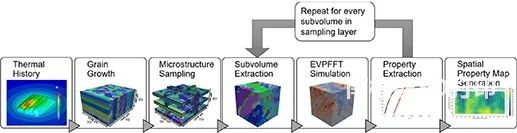
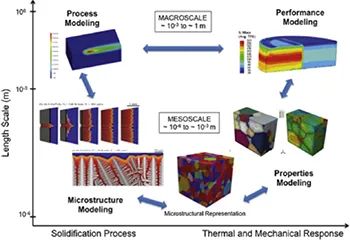
ͼ0. �����о�����-��֯-���ܵİ���ʾ��ͼ
������Ҫ���ָ�������ڿ�����һ�����߸ֵ�LPBF��Ȼ���кܸߵ���ս�ԣ���������ɲ�ͬ����������ġ��ܴ�һ�����о��ǻ��ڴ�ͳ���߸ֿ�ʼ�IJ�ͬ��ѧ�ɷֵ��ظ����ķ����;��鹤�߽�����һ�����߸ֵijɷַ�չ�кܴ�İ�����LPBF�в��õIJ��ϵĻ�ѧ����ͨ������ͨ����ͳ���칤��(��������)�ӹ��ĺϽ��෴����LPBF�����У�������ȴ�����̿��ܵ������������γ��Լ�����Ӧ����ص�ȱ�ݡ�
�ڲ��Ͽ������棬һ�����������ͨ�����ģʵ��ƻ��Ե�����ʽ����ÿ���ºϽ����ַ������ڴ�����ʵ����ԣ�Ӧ���Է������ߣ��Լ��ٹ��յ�������Ϊ�Ͻ���ƵĽ�һ�������ṩ��������߸ֵĿɼӹ���ȷʵ���Ƚ����켼���ĵ�ǰ����֮һ������ͨ�����Smith�������۵ļ����ʵ�鷽���������Yan����֤���˿��ټ���������ߵ�ʹ�ÿ����ڽ������ա����ϡ����ܹ�ϵ�����������漰����ʵ������ʱ������Kouraytem���������۵ģ���������������������������Ҳ���Ը��õؽ��Ͳ�ͬ�ĺϽ�ȼ���LPBF�������͡���������֪����ǰû�й�����ͼ����ʹ����֪�Ŀ��ٷ����;��������Ϊ�ºϽ�(�ر��ǹ��߸�)��LPBF�ӹ�����ָ��Ŀ����ԡ�
�����о����������ߺϽ߸�LPBF���յĿ����ԡ��ر��ǣ��Կ�����Ϊ�����˵��顣ʹ���ܹ�����������ĩ�Ĺ�ҵLPBFϵͳ�������пɱ������ܶȡ�ͨ�������ͽ���λ�õ�ʵ��Ӧ�������в��������������ָ���У���������ȴ����(K/s)����ȴʱ��(s)�������忪ʼ�¶�(K)�����̼��(K)����������ܶ�(J/mm3)�������ܶ��빤�ղ����Լ������;���ָ����ء���Щ���Ҳ����������ȱ�ݵ��γɻ��ơ�
2.�����;���ģ��
�ڱ����У����������ڻ������о��Ͻ��LPBF�����Ե������;���ģ�͡������Ƶ������в��õļ�������������Ļ���ģ����ÿ��ģ�͵������Զ������ġ�
��Ч̼����(CEN)����Ԥ����Ӱ�������Ժ����������ԡ�Ouden��Hermansָ������һ����ָ�꿼����̼�������Ͻ�Ԫ�ض���ȴ�����д��������յ�Ӱ�졣�ں��ӹ����У�CENԽ�ߣ����Ӳ�����Խ����ս�ԡ���Լ0.45����ֵ�����ϱ�ʾ���õĿɺ��ԡ�
�����忪ʼ�¶�(Ms)�����˵�һ��������ת�䷢�����¶ȡ��������ָ��ֻ���Ǹֵijɷ��кϽ�Ԫ�ص�Ӱ�졣ȡ������ɣ����¶ȿ��Ե��ڻ����¶ȣ������ڻ����¶������������ơ�Platl��������ľ��鹫ʽ(MS0��MS1��MS2�����������Ͻ�Ԫ�غ����ٷֱ�)����Ԥ�����о�HSS��Ms������ѧ���㡣Ȼ�������ǵ��о����ڳ�������ĸ��ٸ��Ͻ��еģ���ˣ�����LPBF��ij���״̬��Ӧ���ڵĸ��߹�����״̬�������������ޡ�
��������(��T)��������ͼ��Һ���ߺ�����֮����¶ȷ�Χ���̻����Խ�������ѵķ���Խ�ߡ���ˣ�ͨ��Thermocalc����ģ���������ƿ���Ԥ�����������ԡ�Ϊ�˽��й��㣬����ʹ��ɳ������������ģ�ͺͷ�����ɢģʽ��ʹ�ÿɻ�õ����ݿ�TCFE9(��/���Ͻ�v9.1)��MOBFE4(��/���Ͻ�Ǩ����v4.0)�趨�Ͻ����ɡ�������������ȴ��������Ϊ104 K/s������Һ�����Ϊ0.05%ʱ����ģ�⣬�ԱȽϲ�ͬ�Ļ�ѧ��ɡ���ʵ�鹤���в��õIJ�ͬ�ӹ�����֮�䣬�������ȴ���ʿ��ܲ�ͬ��Ȼ�������̼����ʵ�鷶Χ��û�������仯����ˣ������˹̶�����ȴ���ʡ�
������ع�ʽ��һЩָ���ȡ���ڳɷ֣�����CEN�����ף�������ָ��Ҳȡ���ڹ��̲������빤�ղ�����ص�ָ�꣬����t8/5��CR��E�������ÿ�μ���ɨ�赥������ġ���Щģ��������ʵ���о��в��õ����岨(PW)���ⷢ��ģʽ������ע����ǣ���Щָ�궼����ΪLPBF���տ����ģ���LPBF�����У����͵���ȴ���ʱȴ�ͳ���ӹ����о�������ȴ���ʿ�һ��������������
3.���Ϻͷ���
3.1.�����ĩ���۱�ϵͳ
������������ʹ���˹�ҵLPBFϵͳ����ϵͳ�䱸��Yb:������ģ���˼���Դ����������Ϊ1070 nm�������Ϊ200 W������λ�õĹ���ֱ��Ϊ70 ��m������Դͨ�����ʵ��������岨(PW)���乤������ʵ���볤�����塣��������ȷ���Ĺ���(P)ˮƽ���ع�ʱ��(ton)���䣬�㶨��ɨ���˶��������ȷ���ĵ��(pd)�����塣һ���߱�ɨ�裬������ת��һ�����ڵ�ɨ�����������һ��Ӱ�߾���(hd)���ڲ���ɺ�ĩ����ȷ���IJ���(z)�½������⽹��λ��(f)Ҳ��������ڷ�ĩ�����е�������ϵͳ���ܿصĻ��������С��ڹ�������֮ǰ�����ҳ�������15����ѹ��Ar������������������1000ppm���¡�LPBFϵͳ�䱸��һ�������������(RBV)ƽ̨����ƽ̨�����������������Ϊ78��78��50 mm3������ʹ��������ĩ�����ºϽ�
3.2.����
�ڱ��о��У��ӹ����������ߺϽ߸֡�ԭ��ͨ����ĩ������������ĩ��ɨ���������(SEM��Tescan Clara�豸�����ٵ�ѹΪ15 kV����������Ϊ15 mm)ͼ���Զ��ε��Ӽ��ģʽ��ʾ��ͼ1�С����Ȳ�����ʾ����ĩ������15-45��֮�䣬���ҿ������к��ٵ����ǵ�������״��û���ڲ���϶����������֦״���̽ṹΪ������
Danninger���˽��Ͻ�A����Ϊһ����̼���߸֣���ɷ��ʺ�����Ӧ�á���һ���棬Platl�����о��˺Ͻ�B(һ����ӹ����߸�)��LPBF�ӹ����ܣ�c�CF�Ǻ�̼���ߵĸ��ٸ֡��Ͻ�����ĸ��ʾ����̼�������������С�������ʵ���У�����ʹ�ô�ͳ�ĵ�̼�ְ�ĺϽ�A֮�⣬��ʹ���������о��Ͻ�������ƻ�ѧ�ɷֵĴ�ͳ�ȵȾ�ѹ�����˻���塣
3.3.ʵ�鷽��
Ϊ���о����߸ֵ�LPBF�����ԣ������һ��ʵ��������ʹ�ö���κ�ɢ����ΪDZ�ڲ������������ݶȣ��Ӷ����Ϳ��������ú㶨�ļ���ʺͲ��(�ֱ�Ϊ200 W��40��)�����ߴ�Ϊ5��5��5 mm3����������Ʒ�������ı佹��λ��(f)��ͨ������(N)�������ܶ�(E)�����ö��ɨ�������Ϊ�������Ƶ��ֶΡ��ڶ��ɨ��֮�䣬ɨ�跽��ı���90�ȣ��������������ά����(2017��)֮ǰ�Ĺ�����ͬ�������ܶȱ�ƽ���ֳ�ͨ���Ĵ�������ˣ��ڵ���ͨ��ʱ��ȫ�������ܶȱ��ͷţ���������ͨ��ʱ��ÿ��ͨ��һ��������ܶȱ��ͷš�ɢ��������(f=3����)�Ĺ���ֱ������Ϊ290�ס��ڶ��κ�����ʹ�ÿ���ͨ�����۲����������ǰ���������ơ�ʹ��ɢ�����������ڱ������������Χ�ĸ�ǿ�ȣ�����������۳ز����ϴ���¶��ݶȡ�ʵ��ƻ�������ÿ�ֺϽ𣬽�������ϡ�����Ϊһ�������ء�����ÿ��ʵ���������ӳ���ʵ�鿪ʼ���㹤�ղ�����ֵ��
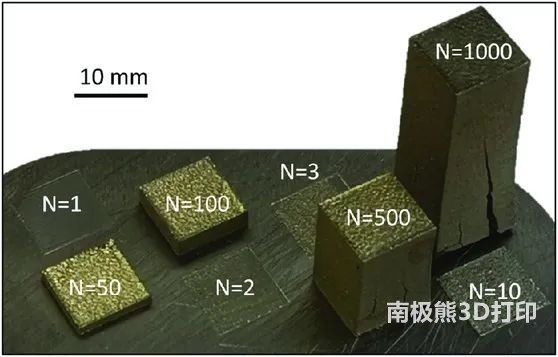
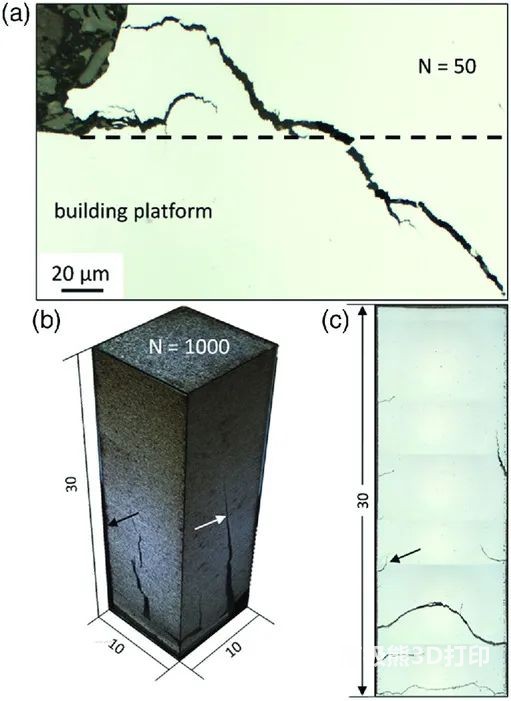
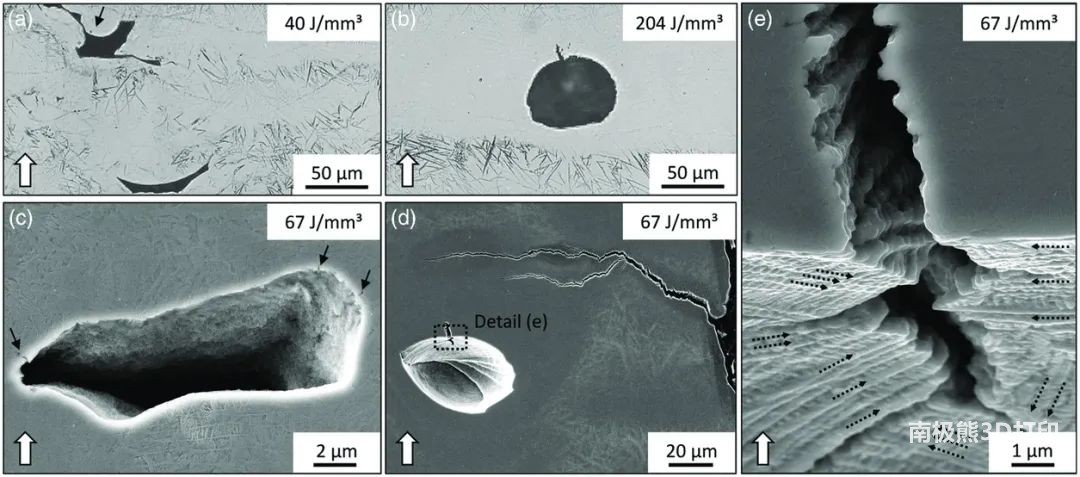
ͼ0-1. ���߸��н��м���ѡ���ۻ���ʱ��õ��ĸ���ȱ��
����Ʒ�ӻ�����ȡ�£�Ȼ��Ƕ����֬�У������ճ���Ľ��������������⡣�ù�ѧ���������ع�������Ľ������������Ƭ����Щͼ�����ڲ�������ܶ�(RD)�������ܶ�(CD)�����뽫���ƺ�����ܶȷֱ���Ϊȱ�ݷֲ������ƺͿ�϶�ʵ�ָ�ꡣ��ͼ2��ʾ����Ӧ���ʵ��Ĺ��˳�����������ֺ�ɫ������϶���ְ�ɫ��
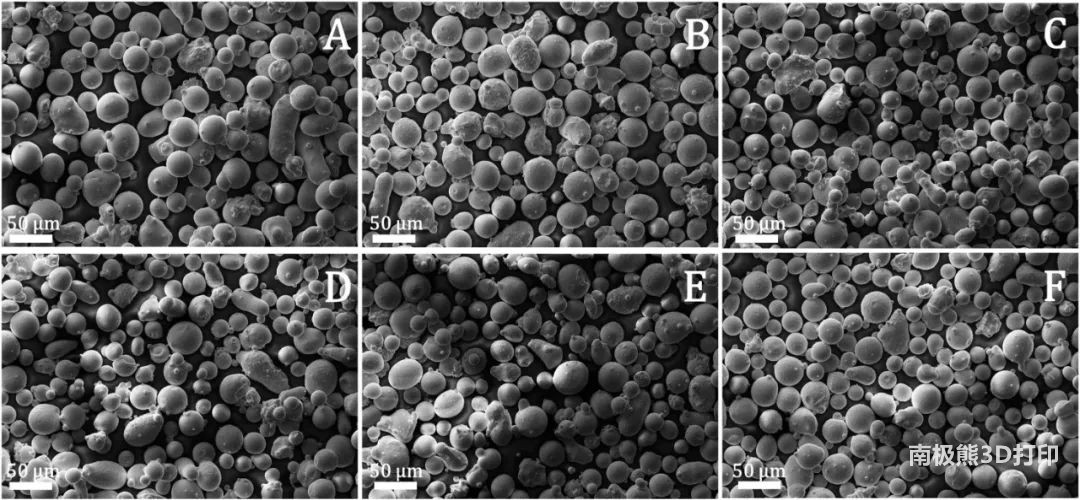
ͼ1.��ʾ���÷�ĩ������̬��SEMͼ����ĸ��ʾ�Ͻ����ͣ�ÿһ����ĸ����һ�����͵ĺϽ��ĩ��
��ʵ�ϣ�LPBF������ȱ�ݵ���ȷ�ؽ���һ�����ӵ����⡣ʹ�ù�ѧ����ͼ��IJ������Ա���Ϊ����õ����Է�����ʹ�ð����·���������϶�ʻ�������⣬��Ϊ���ʹ��ˮ������ʱ���ڲ����������ѷ��п��ܻ�������������ʴ��X���߶ϲ�ɨ����һ�ֿ��ܵ�;��������Ҫ�߷ֱ��ʺ�ר�õ�ͼ�����㷨�����ֲ�ͬ��ȱ�����ͣ��ⲻ�����������ҪĿ�ꡣ���ѷ��ܶȽ��з������(ANOVA),��Ϊ��Ҫ�������������в����˦�=5%��ͳ��������ˮƽ��
���ù��ղ�������ÿ���ε���ȴ����CR��ʱ�䦤t8/5��Thermocalc�������ڹ������о��Ͻ���������䡣ʹ�ÿɻ�õ����ݿ�TCFE9(��/���Ͻ�v9.1)��MOBFE4(��/���Ͻ�Ǩ����v4.0)�趨�Ͻ����ɡ���ȴ���ʡ�ʱ������̼���ļ���δ��ʵ����֤�������ڲ�ͬ�Ͻ�����֮��ıȽϡ��������Saewe������ǰ������������������LPBF���ϵĿɼӹ��ԡ���Щ��������֤��Ҫ���ٳ����¶ȼ�¼��X���߶ϲ�ɨ�裬��Щ���ڱ���������ҪĿ�귶Χ�ڡ�
�����ָ��������֤�������ܶ����ݵ��κι�ϵ���Ա���õ�����ӹ����ܡ�
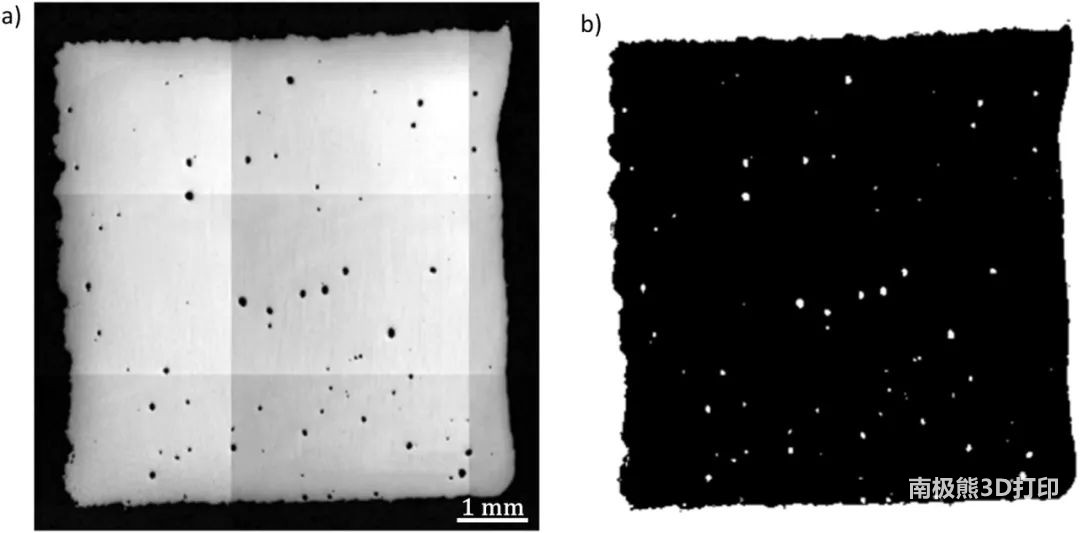
ͼ2.a)�������棻b)�����ĺڰ�ת����
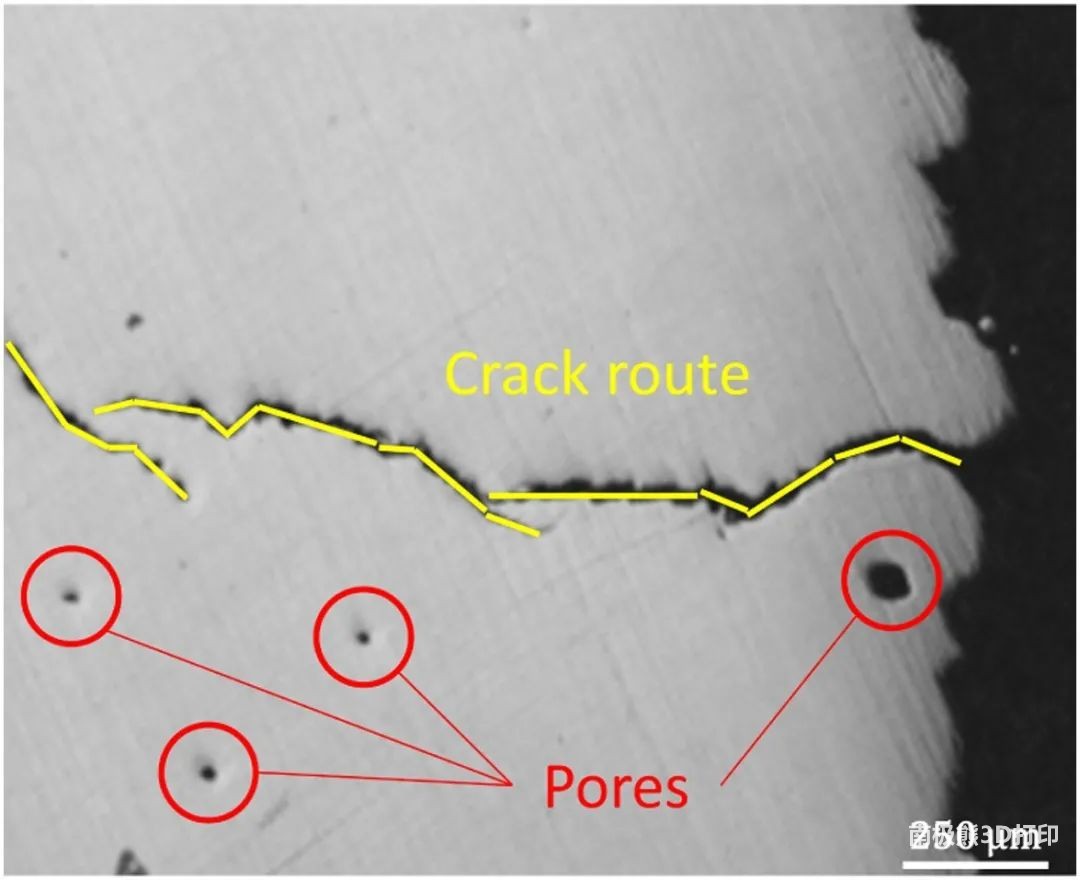
ͼ3.������չ������ϸ�ڡ���ɫ���ֱ�ʾ����·�ߣ���ɫԲȦ��ʾ��϶��
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


