�����ĩ���ں϶����������������½�չ�Ϳ�ѧ��ս��1��
ʱ�䣺2022-06-23 14:01 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
�������������Ϊ������ж����������ܵIJ����ṩ���µ�;���������ĩ���۽ӣ�L-PBF����Ҳ��Ϊѡ���Լ����۽ӣ���һ�ֻ��ڷ�ĩ�����������켼�����ü�������������и��ηֱ��ʵĽ����ͷǽ������ϵ����ơ�������������ص�һ�����������Ƕ����L-PBF�����������˸���������½�չ����������Ϸ�ĩ�����������۳���Ϊ��ӡˢ����-����������-�մɺͽ���-�ۺ���������ֵĹ����ص��Լ�DZ�ڵ�Ӧ�á��������˿Ƽ���ս��
1������
�ڹ�ȥ��ʮ���У������������߶ȸ��ӵIJ���ʱ���й��е�����Ժ�Ч�ʣ���ˣ��������죨AM���ѱ��㷺�о���Ӧ�������켼������ͳAM�������������쵥һ�����������ˣ���������Ŀ������������зֲ�ʽ�������ԵIJ�Ʒ�������ĥ�ԡ������Ժ���ʴ�ԣ�ͬʱ����������ϱ���ǿ�Ⱥ͵ͳɱ������˵Ķ����AM��MMAM�����������˷����������⣬����Ϊ�µ�Ӧ���ṩ�˸���ĸ����Ժ����ԣ�������AM�����Ƕ���α���ܡ�MMAM������Ϊһ��AM���̣����и���Ԥ��̴��룬�������������͵IJ��������������κοռ�λ���ϡ�
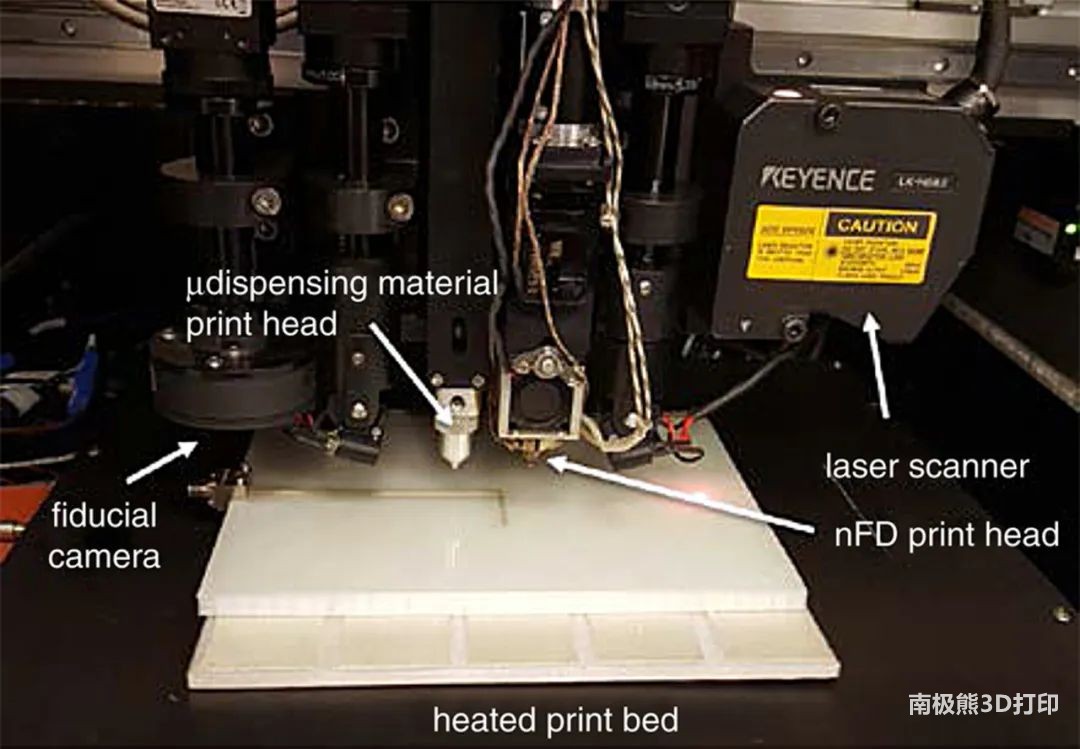
��nScrypt 3D-300����ϴ�ӡ����
�����ĩ���ۻ���L-PBF����Ҳ��Ϊѡ���Լ����ۻ�����һ�ֻ��ڷ�ĩ����AM������ʹ�÷�ĩ��Ϳװ�ã��絶Ƭ���ڷ�ĩ�������̯�̺���ƽ����ɷۡ���ɨ���������۽�����������������Ƭ��ά��3D��ģ��������Ԥ����Ƶ�����ѡ�����ۻ���ĩ��
��ͳ�����췽���������ֲ��Ϻ��Ӻͱ�ը���ӣ��������켸�νṹ�Ķ������������������ݶȲ��ϣ�FGM�����Ҳ����ͨ�������������졣Ȼ����������ͳ���췽�����������и��Ӽ�����״�Ͷ�������������AM����Ϊ���ʦ�����칤��ʦ�ṩ��һ���µļӹ�·�ߣ��Կ˷�����ȱ�ݣ�ʵ�ֲ��ϳɷֺ��ܵĿռ��ݶȱ仯��
Ŀǰ�����õĽ���AM����������AM��WAAM����L-PBF�ͻ��ڼ���Ķ�������������L-DED���ѱ����������������������WAAM�ӹ�������ı���ֲڶȺͳߴ羫�ȴ�����ʹ�÷�ĩ���ϵ�L-DED��L-PBF��������ΪWAAM�����е绡��������ԶԶ����L-DED��L-PBF������С��������ߵ������롣L-PBF�ļӹ���������L-DED����Ϊǰ��ʹ�õķ�ĩ�ߴ硢�����ߺͲ���С�ں��ߡ����������ֱ����50�C80��1.0�C4.0��m�����<100��m��0.25�C2 mm����ˣ�L-BPF�е��۳غ���Ӱ������С��������������ȣ�������Ⲩ�����ʣ�L-PBF�������������ڴ�ӡ��ͬ���ϣ���������մɺ;ۺ���ĸ������ʱ�ĸӹ����Ⱥ����ɶȡ�

��������������ȣ������ı䴫�ȡ��۳���Ⱥ���������ɫ�ٲ�ɫ��Ӧ���¶ȱ������Ϊ4000K����ɫΪ293K����ɫ�ȸ������ۻ��ߡ���ĩ�����������ƶ����ٶ�1 m/s���ļ��⣨����150 W������10��s������켣��3Dģ���2D��Ƭ�������200 W��ɨ���ٶ�1.5 m/s����չʾ�˸Ľ���������ģ������ص�Ӱ�졣
���ĸ�����ͨ��L-PBF�Ʊ�MMAM�����½�չ���������ַ�ĩ�����������۳���Ϊ�������L-PBF��ʹ�õIJ��ϡ�Ӧ�úͿ�ѧ/������ս��
2 �������L-PBF�еIJ�����չ����
��L-PBF�����У�δ�ۻ��ķ�ĩ�������ڷ�ĩ���С���ˣ��ڲ�ͬ�ķ�ĩ���ϻ�ͬһ��ĩ���ϳ����������ֲ�ͬ���͵ķ�ĩ��ʵ�ֶ����L-PBF�ļ�����ս����ĿǰΪֹ���Ѿ�����˼��ֲ�����������: ��Ƭʽ��������ʽ����������ʽ�͡�ҶƬ+��������Ϸ�ĩ��������Щ������ʾ��ͼ��ͼ1-a��ͼ1-d��ʾ��
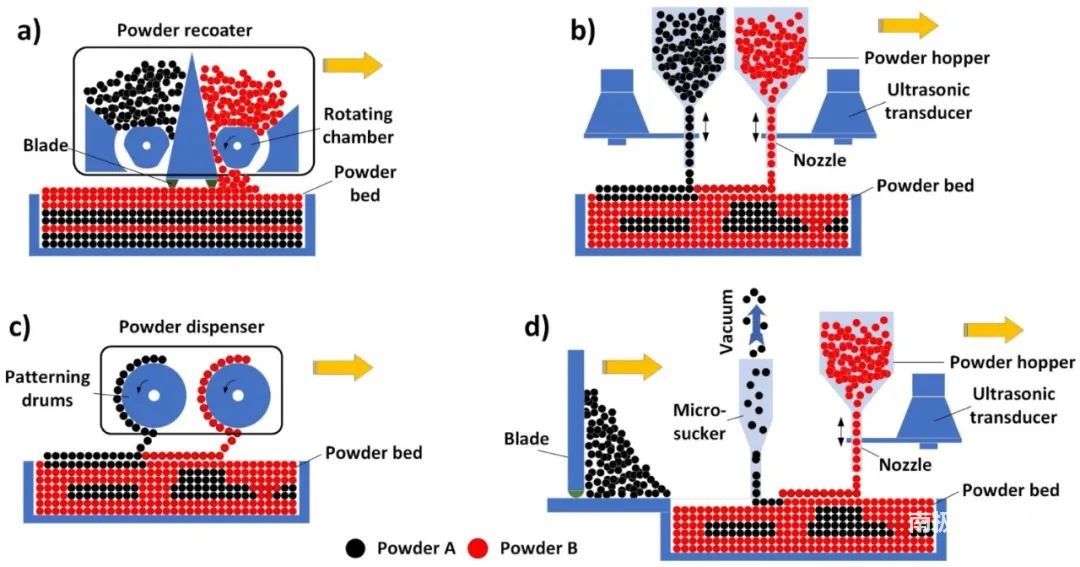
ͼ1 a�����ڵ�Ƭ��˫��ĩ��������b�����ڳ�������˫��ĩ��������c�����ڵ��������˫��ĩ��������d������Ƭ��ʾ��ͼ + ���ڶ����L-PBF�ij�������Ϸ�ĩ����ϵͳ��
2.1. ��Ƭʽ���ַ�ĩ����
�¼��µ��о���Ա��Pedersen 2013��Andriani 2014��������L-PBFϵͳ�г��õĵ�Ƭʽ��ĩ��Ϳװ�ý����˸Ľ�������ʹ��������ĩ����������ʹ�����ͬ�ķ�ĩ��ͼ1a������ʵ��˫����ͭ-����֣�SS��L-PBF�ӹ������ڴ�ֱ�����Ϸ������ϱ仯����ͼ2-a��ʾ�������ֽ������м���IJ��Ͻ��档���ֲ���֮���ͻȻ���������ڽ��洦������Ӧ�����У����������ڸ��Ӻ��������µ��·ֲ㡣
ʹ���ݶȽ�������ֲ��ϵĻ�����ΪFGM���������һ���⡣Scaramuccia���ˣ�2020�꣩ͨ������ԭλ��ĩ��Ϲ��ܺ�ʵ�ִ�ֱTi6Al4��L-PBF���Ľ��˻���ҶƬ��˫��ĩ����ˮ��� V/In718 FGM�ṹ��Ȼ�����������ڵ�Ƭ�ķ�ĩ��չ���������ʵ����ͬһ�������г�����ͬ��ĩ��Ŀ�ꡣΪ�˿˷���һ���⣬��̯�̵ڶ��ַ�ĩ֮ǰ��Ӧ������������δ�ۻ��ķ�ĩ����Lappo��Jackson��Wood��2003�������������ϴ�����ڷ�ĩ�����ۻ���ȥ������δ�ۻ��ķ�ĩ��Ȼ�����÷�ĩ����ˮ�������ڶ��ַ�ĩ�����ַ�����ȱ���ǿ��ܻᵼ��ͬһ�������в�ͬ��ĩ�Ľ�����Ⱦ��Wu���ˣ�2019�����������Ƶ��о�������ʹ������Ƭ���δ�ۻ��ķ�ĩ��Ȼ�����ظ�������Ʒ������ܻ�����Ҷ�⣬����ܻ����ʹ�ӹ�����ı����ôֲڣ����²�ͬ���ϵĽ��治���ȣ�ͼ2-b����
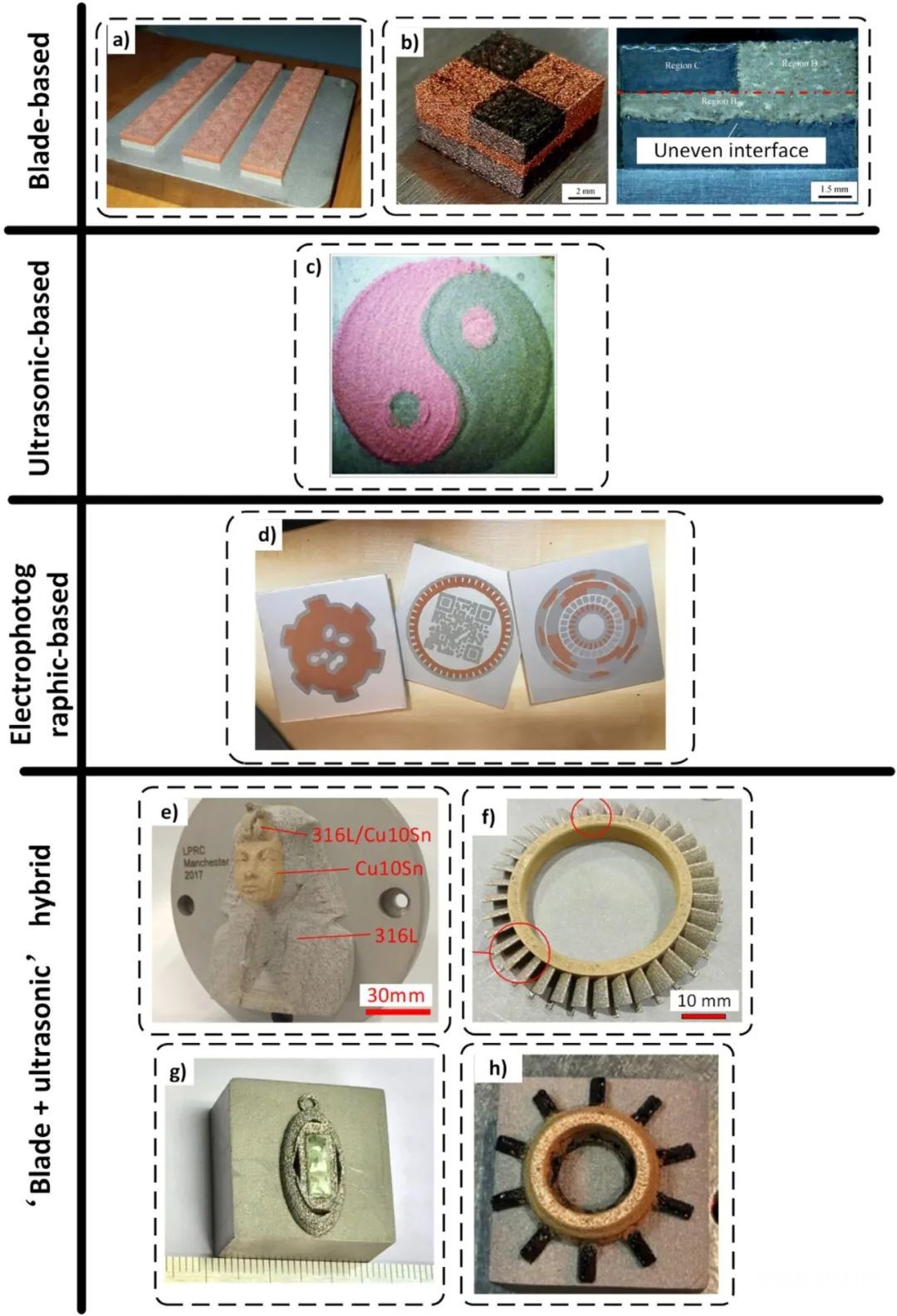
ͼ2 a�� L-PBF�������Ʒ����ɷִ�316L SS��ֱת��Ϊͭ��b��ͭ/�ֿ鼰���������۽ṹ�IJ����Ȳ��Ͻ��棬c��ͨ��������������ĩ���������ͭ/��ͼ����d��SS-Cu˫����ͼ����e��L-PBF-printed 316L-Cu10Snʨ��������f��L-PBF-Manufacted 3D 316L-Cu10Sn FGM��������Ʒ��g��316L��������Ʒ��h��Cu10Sn-PA11��Ʒ��
2.2. ���ڳ����������ַ�ĩ��չ
��������һ��Ƶ�ʳ���20 kHz�Ļ�е������ͨ��ѹ��������������������Vock et al.2019����������������Һ��ͷ�ĩ����Ч����������ѡ�������ɷ�ĩ�е�Ӧ���ѵõ��㷺�о�������˫��ĩ�����ĵ��ͳ�������ĩ����װ�õ�ʾ��ͼ��ͼ1-b��ʾ������˵���������÷��������Ծ��ȵĽ����ٶȽ�����ĩ�����ȿ��Դﵽ����2008�꣬����˹�ش�ѧ���о���Աչʾ�����ó����������ֲ��ϵĸɷۿ������ղ�ͬ�ļ���ģʽ���䵽��ĩ���С����ǻ������ӡ��ά��2D������������������ͼ2-c��ʾ������ʹ�ô˷�������3D��ӡ����������㳬�����ͷ۵Ĵ���Ч�ʼ��͡����⣬�÷��������ķ�ĩ���ȵľ�������Ҫ��һ���Ľ���

��Cu�CH13��ĩ��ɵ���������ͼ������������ͺ����������ͼ��
2.3. ���ڵ�����������ַ�ĩ��չ
���������ĩ�����Ĺ���ԭ�������ڰ칫�����ӡ��������ʹ�þ��罫̼�ۿ�����ӡ��ֽ�ϣ���Ϊ�������裺��硢�ع⡢��Ӱ��ת�ơ���Ӱ����ࡣBenning��Dalgarno��2018��������һ�����ڵ�һ����L-PBF�Ļ���Ƥ���ĵ�������ϵͳ��Eijk��Mugaas��Karlsen��2014��������ͨ�������ĩ������������˫����ͭ-��ͼ����Aerosint SA������һ��˫̼�ۺ�ѡ���Է�ĩ��ɢװ�ã�ͼ1-c�������ɹ��ؽ������ڳ�����SS-ͭ�Ͻ���ɵĸ���ͼ������ͼ2-d��ʾ����װ�õĹ���ԭ������ʹ�ÿ������Ƶ�����������ĩ����������Բ���������ϡ�Ȼ����������ϴ��䲢�����ڹ���ƽ̨�ϣ����γ����ģʽ�����ʵ��IJ������ܻᵼ�·�ĩ��ijЩ����������䣬���·�ĩ���ܵ���Ⱦ��
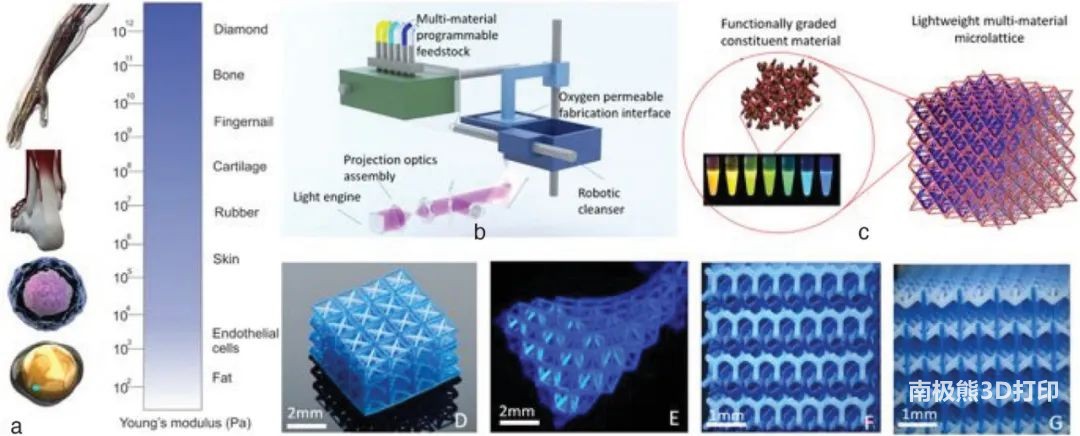
ʹ�����ֹ�ͶӰ�������̼�����PµSL���Բ�ͬ���ϵĶ�����߶Ⱦ������3D��ӡ��a��3D������߶Ⱦ���b��PµSL���ã�c��˫��������d�Cg���ɲ�ͬ�ۺ�����ɵĸ���ͬ���߶Ⱦ���
2.4. ��ҶƬ+�����������ַ�ĩ�ij��������չ����
����˹�ش�ѧ���о���Աչʾ��һ���µĶ����L-PBF���ԣ��ò��Լ����˷�ĩ��Ƭ������L-PBFϵͳ�ͳ�������ĩ��������ͼ1-d������ĩ��Ƭ�������ɲ�����Ҫ���ֵķ�ĩ��������������ĩ���������ڳ����������͵ķ�ĩ����Щ��ĩռ���˲�����С�����������������֮�䣬����Glasschroeder��Prager��Zaeh��2015�������Ĺ���ԭ����ʹ���������װ��ȥ�������δ�ۻ������ĩ�����ֻ�ϲ��ϳ�����֤��������߳���������L-PBF�ķ�ĩ����Ч�ʡ�ʹ������ʵ��װ��������һ��3D˫����316L�CCu10Sn��Ʒ������ʨ��������ͼ2-i��������֤�������¼ӹ����ԵĿ����ԡ�
Ϊ����߳�������ĩ�㽺�ķ�ĩ�����ȶ��ԣ�Wei���ˣ�2020���ڳ�������ĩ�㽺����������һ����������õ�����õ���ľ����Ƶ�����ɿ���ĩ�������츽�����ܶѻ��ķ�ĩ��Ϊ�˴�ӡFGM�����Wei���ˣ�2019��������������������ĩ�����������γɷ�ĩ�������С���Щ��������������пռ�FGM���Ϸֲ���316L�CCu10Sn FGM�����������ͼ2-f��������˹�ش�ѧ���о���Ա������ͬ��ʵ��װ����������-������ͼ2-g���ͽ���-�ۺ��ͼ2-h���������Ʒ��
2.5. L-PBF���������췽���Ľ�ϣ�����ӡˢ���ֲ�������Լ���ͬ���ϳ��������ıȽ�
L-PBF������AM�����Ľ�ϣ���L-DED�����ڳ�����ģ��FDM�������ⲭӡˢ�������̣�SLA��������Ϳ��CS����Ҳ���Բ�������ϳɷ֡�Ȼ������ͬAM�����ļ��ɻ��ӳ��������ڣ��������ƶ���������������ɶȣ��Ӷ�����AM���������ơ����⣬ͨ��L-PBF�ڲ�ͬ���ϵĻ������ۻ���ĩ������������˫������Ʒ���ɹ̻���ĩ�ͻ�����ɣ���
���ڷ�ĩ���е�δ�ۻ���ĩ��������֧�Ų��ϣ�L-PBF���Դ�ӡ���ӵļ��νṹ����ĩ�����������������ڳ������;���ķ������������ǻ��ڷ�ĩ���ļ�������ˣ������ϣ���Щ�ͷ۷��������������ɲ�ͬ������ɵĸ��Ӽ��νṹ��Ȼ����������Ͻ�ѡ���Եس�����Ҫ�ۻ�������������ӡˢ�����߶ȵ����ӣ������ᵼ���ۻ���������������δ�ۻ�֧�ŷ�ĩ̮�����ڴ�ӡ��������ʱ������һ�����ص����⣬������ȷ�������·����ܹ���ӡ������ļ�����Ƹ����ԡ�
һ���Ľ�����������ӷ�ĩ��չ������Է�ֹ��ĩ��ӡˢ���������̮����Ȼ�������ַ������ܻᵼ������δ����������Ϸ�ĩ�Ľ�����Ⱦ���Ӵ�ͳ�Ļ��ڵ�Ƭ�ķ�ĩ��Ϳ�����Ľ�������˫��ĩ��չ������ʵ�ֶ����L-PBF��ĩ��չ����������ʵ�ֵķ�������Ȼ���ij������ʺܸߣ�����ֻ����һ��������������ϱ仯����������⣬��ĩ���ܻ��ܵ����صĽ�����Ⱦ������������ĩ���������������������⣻Ȼ���������Ч�ʽϵ͡���ϵ�Ƭ��չ����ճ����ͳ����������Ļ�Ϸ�����һ�����ԵĽ�������������ڿռ���䲻ͬ�ķ�ĩ����ĩ�����ʸߣ���˼����˷�ĩ�Ľ�����Ⱦ������L-PBF����3D����ľ����ĩ����Ҳ����Ȥ�����⣬�ڻ��AM�����У����Ϸֲ��ܵ��ӹ��������ϸ����ơ���ˣ�������ֲ��IJ���������ά�����һ����ս��
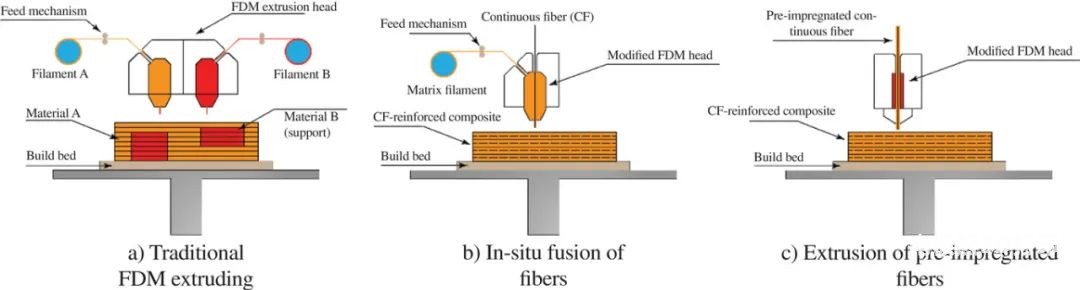
���ڼ�ѹ�Ķ�����������죺a����ͳFDM��b��������������������������ά��ԭλ���ڣ�c��Ԥ������ά�ļ�����
3 ��ͨ����ģ��ģ���˽�����L-PBF�е��۳���Ϊ
����˹������Ī������ʵ���ҽ��еĽ�ģ��ģ��Ϊ��һ����L-PBF�и�������������ȱ���γɻ��Ƶ������춨�˻�����������Ҫ�����˶����L-PBF�۳���Ϊ��ģ��ģ��������о���״��L-PBF���̵�ģ��ɷ�Ϊ���ࣺ��ۡ���ۺ��ۡ������������о����ڶ����L-PBF��ģ�ĺ�۷������۷�������һ����Ĵ�����о������ڽ�۳߶��Ͻ��еġ���Щģ��ͨ�������������裺��ɢԪ��ģ��DEM���ͼ������嶯��ѧ��CFD����ģ�������L-PBF�ĵ��ͼ���DEM�CCFD����ͼ3��ʾ���뵥����L-PBF��ģ��ȣ������L-PBF��ģ�漰���ֻ������ϣ�����Ϊͬһ��ĩ���ϵ���Ӧ��ĩ����ָ����ͬ�IJ�������������
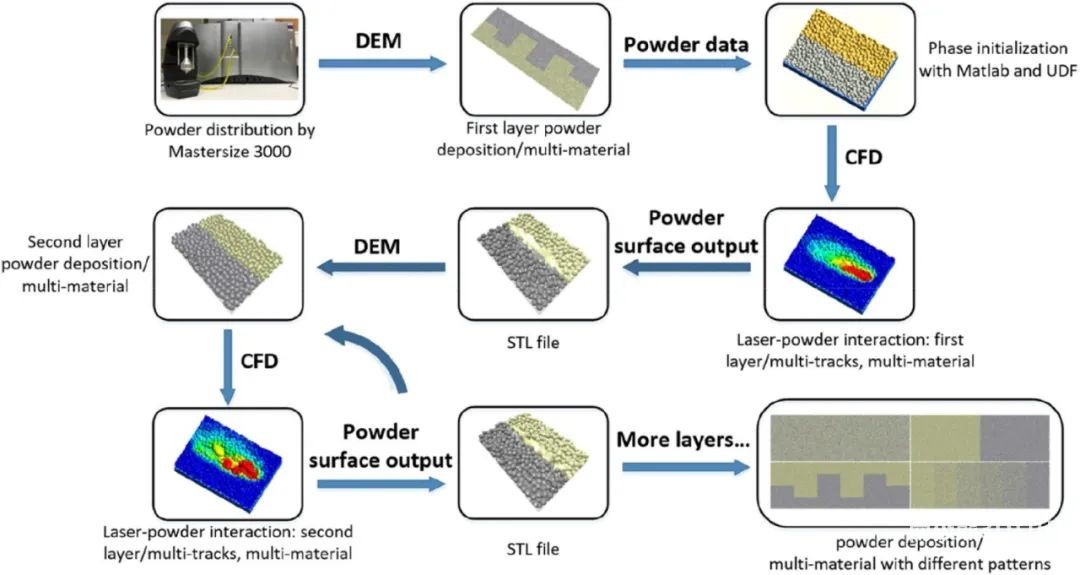
ͼ3 ����DEM�C���������Ͷ����L-PBF��CFD��ģ��ܡ�
L-PBF�۳ص�����ѧ��Ϊ�൱���ӡ���ͼ4-a��ʾ��Marangoni�����ͷ�������Һ����������Ҫ��������1982�꣬Heiple��Roper�����Marangoni���������������۳���Ϊ�����Ƿ��֣��۳����ߵ��²���������������һ�����������������������۳أ�����Һ��ѭ�����ڶ����L-PBF�����У���ͬԪ�����۳��еĻ���������ܷ����ڼ���IJ��Ͻ����FGM�ṹ�С�ͼ4-b��ʾ�˾�L-PBF�����ľ��������������ܵ�˫����������Ͻ�����۽ṹ��ͼ4-c��ʾ�˾���������ͬ�������ܵ�˫����FGM���۽ṹ�������������о������������������������۳ء����������Ļ�������������������Ԫ�صķֲ��������˲��ϵ����ܡ����Ƚ����۳��ڵ�Ԫ�أ�Ȼ���ر߽����·ֲ�����Cu10Sn�CInconel718��L-PBF���ģ����Ҳ�۲쵽Marangoni�����յ���Ԫ�����ţ���ͼ4-d��ʾ��
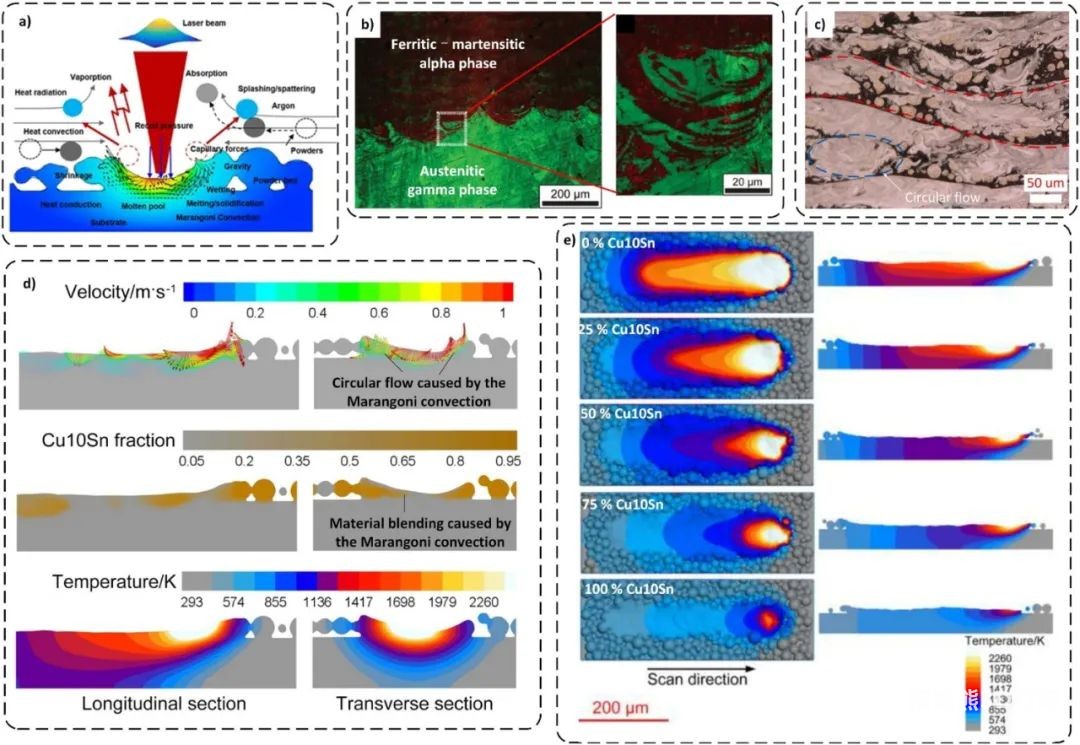
ͼ4 a�� L-PBF�е���������b�����ӱ�ɢ�����䣨EBSD��ͼ�ͷŴ�EBSDͼ��������L-PBF������316L�CH13���洦�Ļ�������c����L-PBF������Cu10Sn�CInvar36 FGM�е�Marangoni�����յ��Ļ�������d���۳ض���ѧ������ͺ�����棬���������ٶȡ��ɷֲַ����¶ȳ����Լ�e�����������ڼ䲻ͬCu10Sn�CInconel718��Ϸ�ĩ�����¶ȷֲ���
��Դ��Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion, Virtual and Physical Prototyping��DOI: 10.1080/17452759.2021.1928520
�ο����ף���The Microstructure and Mechanical Properties of Selectively Laser Melted AlSi10Mg: The Effect of a Conventional T6-Like Heat Treatment.�� Materials Science and Engineering A 667: 139�C146. doi:10.1016/j.msea.2016.04.092.
(���α༭��admin)

 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


