��������ֵĹ��ս�չ�Լ����ٵ���ս��3��(2)
ʱ�䣺2022-02-16 10:17 ��Դ����������ֵĹ��ս�չ�Լ����ٵ� ���ߣ�admin �Ķ�����
��������
֮ǰ���о���������ʹ���ڳߴ����״��ͬ�������LAM�ӹ��ֵ�����Ҳ�����Ų�ͬ������仯����ͼ19��ʾ����ͼ19��b����ʾ�Ĵ�ֱL-PBF����316L��Ʒ��<101>�����Ⱦ���ȡ����ȣ�����ͬ��ȵı�����ƷΪ1 mm��30���45��ĽǶȽ��죬�������������ͼ19��b����ʾ������ζ�Ž�������Ը�����ľ����ṹ��֯���仯��Ӱ�졣��ͬ���������µ��۽ṹ�仯���ɱ���ػ�Ӱ�����е���ܣ������������ܺͿ�ƣ�����ܡ�
Yadollahi����ͬ���о��˽�������ֱ��ˮƽ����L-PBF�����17-4 PH����������ƣ�����ܵ�Ӱ�죬���ִ�ֱ��������Ʒ���쳤�����Ե���ˮƽ��������Ʒ����ͼ20��c��������Ϊ��ֱ�ڽ�������ͼ14��d������ƽ�����γɵIJ��ն�/���ǵ���չ�Ե�ԭ����Ϊ����ȱ���������غ��¿������ͺϲ��Ŀ���·�������⣬��������Ҳ������λ�ɷֵIJ��죬��ͼ20��a��b���е�EBSD����ͼ��ʾ������������Ʒ�ľ����ߴ��ƺ����ƣ���ˮƽ��������Ʒ���нϸߵIJ�������庬��(��7%�����ڴ�ֱ����(��3%) �������������������ֲ���ɱ���Ϊ��������Ʒ��������п����ֵ�����ʷ�Ľ������������ȴ�ٶȡ���ֱ�������Ʒ��ˮƽ�������Ʒ���и��ߵ���ȴ���ʡ����⣬���������ƣ������Ҳ������Ҫ���á���ͼ20��d����ʾ�����ڴ�ֱ�������Ʒ�д��ڸ���IJ��ն���ˮƽ�������Ʒ��ʾ���ȴ�ֱ�������Ʒ���ߵ�ƣ��ǿ�ȡ�
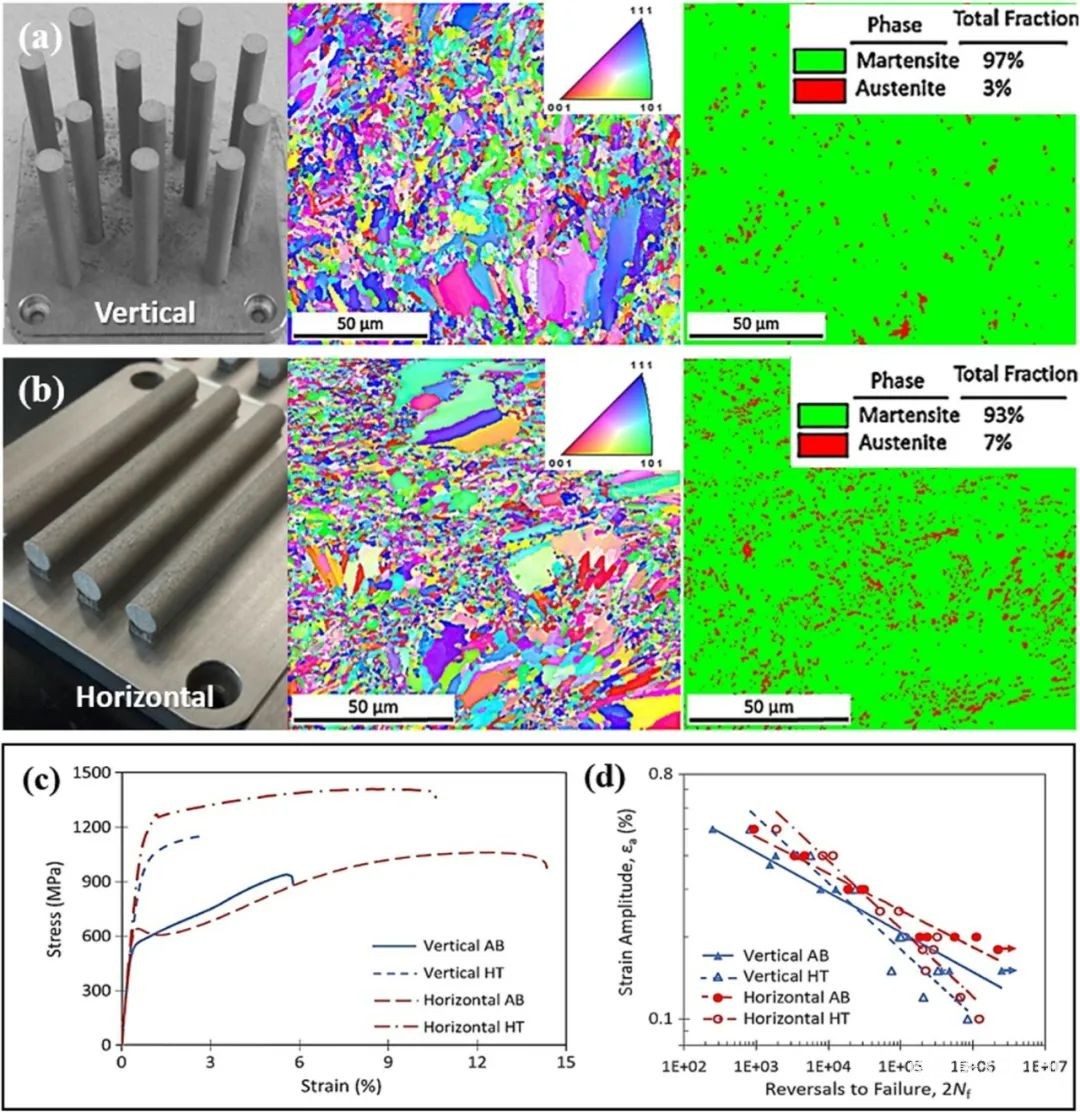
ͼ20 ��a����ֱ�ͣ�b��ˮƽ-L-
PBF����17-4PH�������Ʒ�м�������ѡ�������EBSD����λͼ����c�� L-PBF�����17-4
PH������ڲ�ͬ�����µĵ�����Ӧ��-Ӧ�����ߣ���d�� L-PBF�����17-4 PH������ڲ�ͬ�����µ�S-N���ߡ�
��Ȥ���ǣ����������Ч������϶��졣��17-4 PH����ֲ�ͬ����ֱ������L-DEDԤ��304L��316L����ֵ�ǿ�Ƚϵͣ���������Զ����ˮƽ��������Ʒ��Griffith����ͬ����Ϊ����������������ѵ�ȱ���йء�Ȼ�������ݶϿڷ�����δ�ڲ���洦�۲쵽������������������֪����������������Ϊ�ܿ�����ͨ�����������ؽ��������γɵ�ϸ����״�����йأ��Ӷ���С���˲��߽硣�����ط����뽨������ֱʱ��λ�������غ������췽���������ھ��總���ѻ��������ع�������ľ����������غ���ľ����ܶ�Զ�����ع�������ľ����ܶȣ��Ӷ����¸��ߵ�λ���˶��������Ӷ���ˮƽ��������Ʒ�л�ø��ߵ�ǿ�Ⱥ��͵���չ�ԡ�
��������
���������и�ͼ��⺸�ӵ��о��������ӹ����ն���Ʒ����������Ҫ���á�Song���������һ���о��о��˱�������(������Ar��N2)����L-DED������420����������۳ؼ�����״��Ӱ�졣��ͼ5(a,b)��ʾ������������۳ؼ�����״������Ӱ�죬������Ӱ��Թ��ղ��������С�������͵����������Ʊ�����Ʒ�������Ƶ�����ؼ�����״�����ڿ������Ʊ�����Ʒ��������������صĿ��Ⱥ߶ȡ���������L-DED�ڿ����еľ��ҷ��������������˷�ĩ���յ���Ч������������������Ҳ�����˸��ڵ�����Ԫ��(��C��Cr)�������˼��ξ��ȡ�
���⣬���Ʊ�������ɷ��ƺ�����һ����Ч�ķ���������LAM�ӹ����γɵ���֯����Rafi�ȱ��������������17-4PH����֯��Ӱ�����ĩԭ�ϵ�ʹ��������ء���������������Ʊ��ķ�ĩ�����۱�������(Ar��N2)�������������������������л����������֯��������17-4PH�֣�N2���ձ�Ar������������˰�����ĺ��������⣬��������18Ni-300�ֻ���������ֲ����γ�core�Cshell�ṹ��core��Ϊ��������shell��Ϊ������(TiN)��Shamsdini��ͬ����Ϊ��ͨ��MarangoniЧӦ��������ĵ��γ��˱�Al2O3�ǰ�Χ������TiN����˵��LAM�����е���(���������)��������ʱЧ�ֵĶ������������������Ӱ�죬�ر�����Щ���л�ѧ����Ti��������ʱЧ�֡�
�ӹ������Ľ�������
����ӳ��
���������˸����ղ����Լ��⺸�Ӹּ��ξ��ȡ�����֯�ͻ�е���ܵ�Ӱ�졣Ȼ�����ڴ��������£����ǵ�Ӱ�����Ӱ��ġ���ˣ������˸��ֹ���ͼ����ϸ˵�������ⲻͬ�������ۺ�Ӱ�죬�ر��Ǽ���ʺ�ɨ���ٶȡ����������������ǰ���õ�LAM����ͼ���Է�Ϊ���顣��������ͼ(����ȴ���ʺ����ݶ�)��ȱ��ͼ(���϶��)�ͼ���ͼ(���۳ش�С�͵�����̬)�����������У��Ⱥ�����ش�С����ͼͨ���ǻ��ڽ�������ֵ��������ģ����Ѿ���Shamsaei��������������һ�����͵�����سߴ����ͼ����չʾ����س�������ܻ����һ���߶Ⱥ������¶ȵ�Ӱ��;���ȹ���ͼ��ʾ�˹�һ�������¶Ⱥ�������������ȶ���ȴ����/���ݶȵ�Ӱ�졣����Shamsaei���˵��о�����Ȼ�ӵ�ͼ�ϵ�Ԥ���ṩ�˴��ģL-DED���������Ź��ղ����Ŀ��ܷ�Χ��������ģ�����Ƶ�����Ȼ���ڲ�ȷ�ԡ����⣬���������ģ����Ȼ�����سߴ����ͼ��δ�õ�ʵ����֤����Ϊ��LAM���������Բ�������ص���ȴ���ʺ����ݶȡ���ˣ��ڱ����У��ص���ֱ�Ӵ�ʵ���������Ĺ���ͼ�����мӹ��������������������
ͼ21(a - d)ΪL-DED��L-PBF����ͼ����ʾ�˼���ʺ�ɨ���ٶȶԷ�ĩ�ۻ�Ч�ʺ��۳�ȱ�ݻ�316L����ֵ���ȱ�ݵ��ۺ�Ӱ�졣��ͼ21(a)�У��ĸ����������ʹ��L-DED�316L����ʱ��ͬ�ķ�ĩ�ۻ���Ϊ��������I�ڣ������������������������µ���������γɣ��Ӷ����ᷢ���ۻ����ڵڶ����������������벻�㣬������ĩֻ�в����ۻ�������III��Ӧ�ڲ���ȫ�ۻ���������IV��ʾ����ʺ�ɨ���ٶȵ��ʵ���ϣ����·�ĩ��ȫ�ۻ����˹���ͼ��316L���������Ĺ���ͼ֮һ����ˣ���Ҫ��֤�������ԡ�ֵ��ע����ǣ���L-PBF��ȣ�L-DEDԤ�Ƹֵļӹ�ͼ���ޡ�Ȼ�������ǵ�L-DED��L-PBF�������۳����γɵĽ��ܵ�����ұ�������ַ�����ȱ���湤�ղ������ݱ��������ơ�
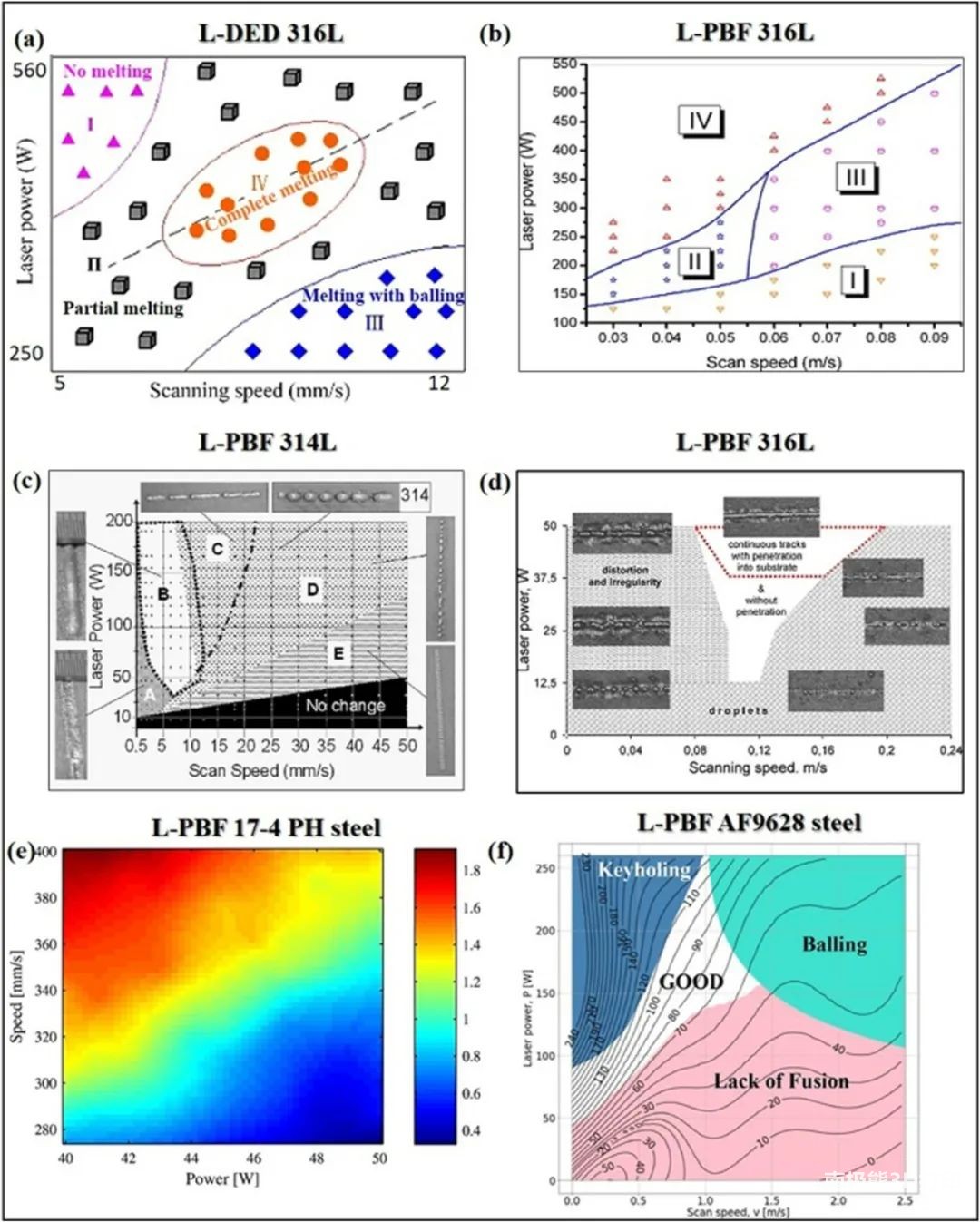
ͼ21 (a) L-DED 316L�֣�(b) L-PBF����316L�֣�(c)
L-PBF����314L�֣�(d) L-PBF����316L�֣�(f)
L-PBF���쳬��ǿ�ȸ�;(e)��ͬ����ʺ�ɨ���ٶ���L-PBF�Ʊ���17-4 PH�ֵĿ�϶�ȹ������ͼ��
ʹ��L-PBF���첻��ֵ���Ĺ���ͼ��ͼ21(b-d)��ʾ����Щ��ͼȡ�Բ�ͬ�IJο����ס���ͼ21(b,c)���Կ������ϸߵļ���ʺͽ�����ɨ���ٶȸ����ײ���������ȫ�ܶȼ��ߣ���ͼ21(b)�е�����IV��ͼ21(c)�е�����b��ʾ���ͼ�������ɨ���ٶ����ϣ����Ե����������߿�϶�ʵIJ������塣�ڸ߹��ʺ��������£����ݻ���ɢ������ʺ͵��ٶ����ϣ���ζ��û���ۻ����ۻ���Ȼ����Yadroitsev��ͬ�µĽ��]��ͼ21(d)��ʾ��������ʹ�ڵ͵ö�ļ�����£����ض���ɨ���ٶȷ�Χ��Ҳ�����γ��������ܼ��Ĺ켣�����ֲ�һ�¿��ܹ�������ʹ�õĻ����IJ�ͬ�����봦�������IJ�ͬ�����йء����⣬����ͼҲ����϶��졣��ͼ21(b,c)��ʾ��L-PBF����ͼ�п��Է��֣�������ʳ���175W����ʱ��������ȫ��316L�Ĺ켣��������314L�ֵ����������СֵΪ40
W���ҡ���һ�����ζ����ҪΪ�����Ͻ�������ͼ��Ϊ���о������(P)��ɨ���ٶ�(V)��LAM�����жԿ�϶�ȸֵ�����Ӱ�죬Tapia��ͬ�¿�����һ�����ڿռ�ͳ�ƵĿ����Ԥ��L-PBF�Ʊ���17-4PH�ֵĿ�϶�ȣ��Ծ�������ʵ���������ͼ21(e)��ʾ������ʵ�����ݣ����û��ڸ�˹���̵�Ԥ��ģ����ϳ���ͬ����-�ٶ�����µĿ�϶�ȹ���ͼ����ͼ21(e)�п���ʶ������µͿ�϶��Ϊ0.325%����Ѽӹ�������P = 50 W, V = 275 mm s-1�����ҵ��ǣ��������Ź���-ת����Ͽ��ܲ�������316L����ֺͳ���ǿ�ȸ�(AF9628)����Ϊ����ͼ21(d,f)��ʾ�Ĺ���ͼ�����ʹ����Щ����������ֵ��첻�������ۺϲ���������
���⣬��ǰ���������ı乤�ղ�������������ȱ�����ͺͷ�������Ӱ�����γɵ�����֯������ɣ�ЭͬӰ����LAM�ӹ��ֵĻ�е���ܡ���ˣ��ڹ���ͼ�а�����Щ���������г�Ч�ģ��������ṩ��ȫ���ָ����������ȵ������Ʒ����������Բο�Dye����֮ǰ�Ĺ������ڸù����У�IN718�Ͻ�Ŀɺ���ͼ��ͨ������ȱ���γɺ�����֯�����ľ�ȷ��ֵģ���������ġ�
��Դ��Laser additive manufacturing of steels��InternationalMaterials Reviews��doi.org/10.1080/09506608.2021.1983351
�ο����ף�Gibson I, Rosen DW, Stucker B. Additive manufacturing technologies.Vol. 17. Cham, Switzerland: Springer; 2014. Brandt M. Laser additivemanufacturing: materials, design, technologies, and applications. Duxford:Woodhead Publishing; 2016.
(���α༭��admin)

��һƪ��Siemens NX��ʲô�¹��ܣ��������˽⽫�����������Xcelerator����������
��һƪ�������˽ҵ������3D��ӡ������γɾ����ܹ������ϵĿ�������
��һƪ�������˽ҵ������3D��ӡ������γɾ����ܹ������ϵĿ�������
 ���ϴ�ѧ:�����Ʊ�������
���ϴ�ѧ:�����Ʊ������� 2024������ȣ��й�3D��ӡ
2024������ȣ��й�3D��ӡ ��Bioactive Materials��
��Bioactive Materials�� ���������л���ѧϰ�о���
���������л���ѧϰ�о��� ������ˮ������3D�����ӡ
������ˮ������3D�����ӡ �о���Ա����ʹ��X���ߺ�
�о���Ա����ʹ��X���ߺ���������
- �����ϴ�ѧ:�����Ʊ������オ��Zn-Cu�Ͻ�
- ��2024������ȣ��й�3D��ӡ��Ӧ���ڹ���
- ����Bioactive Materials������3D��ӡ��
- �����������л���ѧϰ�о�����������빤
- ��������ˮ������3D�����ӡ����ϸ������
- ���о���Ա����ʹ��X���ߺͼ������켼��
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- �������۵״�һȷ��Ф��������ͽ�����
- ��������LPBF��ӡ���Ͻ��۽ṹ����ѧ��
- ��Raise3D����ƶ�����ά������ļ�����
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����


